
曾经有人形容,智能汽车是带着轮子的智能手机,而要将自动驾驶等先进功能发挥到极致,还得看电动汽车。电子硬件层面,电动汽车整车的相关价值量将大幅提升,中国汽车工业协会数据显示,预计2022年,我国传统燃油汽车的汽车芯片使用数量为每辆车934颗,电动汽车平均芯片数量将高达1459颗。
电动汽车BOM成本中,现阶段汽车电子(含电控电驱)合计占比20%,除电池以外最大。预计未来内燃机相关系统和元器件将不断缩减,而三电(电池、电驱、电控)的引入则快速推升汽车半导体用量,汽车电子占整车成本比重可达50%,纯电动车单车的半导体总价值量相比传统汽车有望提升70%以上。
汽车半导体大致可以分为负责算力的处理器和控制器芯片、负责功率转换的功率半导体以及各种传感器。其中功率半导体是汽车半导体的最主要构成,大约占汽车半导体市场的43%,主要包括电源管理芯片(PMIC)、LDO、DC/DC、MOSFET、IGBT以及各类二极管(如Fast Recovery,Schottky,High Voltage等)。
功率半导体成本在汽车电控系统的占比,从传统汽车的10%提升至纯电动汽车的55%,提升幅度达9倍。举例来说,一辆混合动力新能源汽车所使用的半导体器件价值约710美元,功率半导体器件占比近一半;一辆纯电动汽车所使用的半导体器件价值约1400美元,功率半导体器件占比55%。
面对即将到来的电动汽车市场大爆发,传统硅基功率器件受材料本身特性的限制,已经逐渐不能满足电动汽车对器件高功率及高频性能的需求,但宽禁带半导体材料具有高频、高功率、耐高温、抗高辐射、光电性能优异等特点。尤其是用于电机驱动逆变器、快充系统和氢燃料电池把气体转化成电能时,碳化硅(SiC)等宽禁带半导体器件与传统硅器件相比可以实现低导通电阻、高速开关和耐高温高压工作,近年来倍受欢迎。
| 材质 | 硅(Si) | 氮化镓(GaN) | 碳化硅(SiC) |
| 禁带结构 | 间接带隙 | 间接带隙 | 直接带隙 |
| 禁带宽度(eV) | 1.12 | 3.42 | 3.2 |
| 电子迁移率(cm²/Vs) | 600 | 2000 | 1000 |
| 介电常数 | 11.9 | 9 | 10.1 |
| 击穿场强(kV/cm) | 0.4 | 3.3 | 2.8 |
| 电子饱和漂移速率(107 cm/s) | 1 | 2.7 | 2.2 |
| 热导率(W/cm·K) | 1.5 | 1.3 | 4.9 |
| 器件理论最高工作温度(°C) | 175 | 800 | 600 |
2018年,随着特斯拉在其Model 3车型的主驱逆变器中采用了意法半导体(STMicroelectronics)和英飞凌(Infineon)的碳化硅器件,示范效应被迅速放大。2020年国产比亚迪新能源汽车“汉”的电机控制器中也开始应用碳化硅MOSFET模块,成为国内首家“吃螃蟹”的车企。
如今新能源汽车市场已成为宽禁带功率器件市场兴奋的源泉,被认为是重塑碳化硅和氮化镓(GaN)等新型功率半导体的关键。据多家研究机构预测,全球碳化硅功率市场规模将从2020年的6.8亿美元增长至2025年的33.9亿美元,或在2025年占据62%市场份额。到2025年,用于电动汽车的碳化硅功率半导体将占总市场的37%以上,高于2021年的25%。全球氮化镓功率市场规模预计将从2020年的4800万美元增长到2025年的13.2亿美元,CAGR达94%。
今年8月17日,在Aspencore举办的2022国际集成电路展览会暨研讨会上,将同期举办一场“高效电源管理及宽禁带半导体技术应用论坛”,届时多家半导体、测试测量厂商将就宽禁带功率器件技术发表主题演讲,欢迎大家莅临现场,与公司嘉宾交流。点击链接,选择感兴趣的会议报名:https://aspencore.mike-x.com/ViZFZN5
阻碍电动汽车中碳化硅普及的三大因素
不过,当前碳化硅或氮化镓等第三代半导体功率器件虽然在车载充电器(OBC)中已经得到了广泛应用,在电驱中也逐步有车厂开始大规模采用,但还未能大规模普及。《电子工程专辑》在对各大功率器件厂商的采访中,听到的原因主要有碳化硅衬底制造难度大、器件成本相对较高以及产品的稳定性和可靠性待验证。
首先是制造难度,包括碳化硅在内的宽禁带半导体产业链主要包括衬底→外延→设计→制造→封装。碳化硅是具有1X1共价键的硅和碳化合物,在天然环境下非常罕见,虽然通过人工合成可以制造,但因在长晶的源头晶种就要求相当高的纯度,因此长晶速度很慢。另外碳化硅莫氏硬度为13,仅次于钻石(15)和碳化硼(14),后段加工极其困难。
占晶圆加工总成本50%的衬底制造难度大、良率低令碳化硅晶圆的主流尺寸一直是150mm(6英寸)。200mm(8英寸)尺寸迟迟未能批量生产,导致每片晶圆能制造的芯片数量不大,远不能满足下游需求。
数据显示,目前全球碳化硅晶圆总年产能约在40~60万片(6英寸当量)。而特斯拉Model 3开始采用碳化硅器件后,不但主逆变器上的24个电源模块上需要,OBC、慢充充电器、快充电桩等地方都可以用到碳化硅。按照这个趋势计算,每2辆特斯拉就会用掉一片6英寸碳化硅晶圆,2022年特斯拉交付量如按计划达到100万辆的话,仅特斯拉一家就能消耗掉全球碳化硅晶圆产能。
产量的不足带来了限制碳化硅大规模应用的第二个难题——成本高。
瑞能半导体资深碳化硅产品市场部经理 邓佳佳认为,就单颗器件成本而言,碳化硅器件价格相对硅器件更高,“但市场应用已证明,使用碳化硅器件确实能提升整机系统的性能。如果从整机系统角度去评估性能和成本,800V电池的主驱系统采用碳化硅器件反而是性价比不错的选择。”

瑞能半导体资深碳化硅产品市场部经理邓佳佳
罗姆半导体(北京)有限公司技术中心总经理水原德健同样将从整体角度分析了碳化硅器件的成本问题。虽然作为单个器件,与硅IGBT具有相同功能、相同输出功率的碳化硅成本确实高,但将硅IGBT变更为碳化硅后,逆变器的效率可提升几个百分比,在实现相同行驶距离的条件下,可减少电池的容量,而电池占整个电动汽车成本的比例最高。
数据显示,在新能源汽车使用碳化硅MOSFET的90~350Kw驱动逆变器,碳化硅增加的成本为75~150美元,但能给乘用车的前机舱让出更多空间,并降低整车重量。这就意味着车辆能耗降低,为电池、空间、冷却系统节省的成本在525~850美元,系统性成本显著下降。所以“从结果看,虽然逆变器的成本略有增加,但通过采用减少电池容量的联合技术,也能够整体上实现低成本化。” 水原德健补充到,“这对电池容量越大的车辆越有效。”。
未来随着工艺的改进,碳化硅器件的良率和生产效率会进一步提升,器件成本仍有不少优化空间,使用范围将不断扩大。这也同时让汽车厂商开始关心第三个问题——宽禁带功率器件在汽车上的稳定性和可靠性。
无论碳化硅还是氮化镓,作为新型材料,器件标准和封装技术目前还是沿用硅IGBT的。虽然目前进展令人满意,碳化硅已经大量使用在OBC和DC-DC组件中,但在主逆变器中应用尚不成熟,现阶段量产上车的只有特斯拉、比亚迪和现代。就算是第一个搭载800V平台的高压车型保时捷Taycan,也出于对整车可靠性的考虑,并未采用碳化硅技术,而是沿用了日立IGBT模块。
同时,碳化硅由于开关速度较快,衍生出来的问题在少量的应用中尚未完全暴露出来。例如,很多车厂都希望碳化硅功率模块企业在交付样品时,能够为每个模块配套专用驱动。解决这些问题需要头部碳化硅器件厂商与Tier1及车企展开紧密合作,随着终端厂商在这方面的应用经验越来越丰富,碳化硅的使用才会趋于成熟。
据悉,2021年基于现代E-GMP平台构建的两款车是第一批实现800V碳化硅平台的车型,而2022年上市的小鹏G9则是国内首款基于800V 碳化硅平台车型。“只有越来越多的整车厂开始使用碳化硅器件,带动越来越多的半导体公司投入碳化硅的研究和制造,才能通过经验和标准的双重加持,令产品稳定性和可靠性更有保证。”邓佳佳说到。
如今各大原厂也开始推出各类创新宽禁带功率器件和工艺升级,来满足可靠性和稳定性的要求。例如,Power Integrations一款基于碳化硅开关的芯片,能够适用于牵引逆变器的30W应急电源,如果在车辆行驶过程中车载12V电池出现故障,该电源可使牵引逆变器继续工作,这对于提高可靠性很有帮助;意法半导体则进一步改进了碳化硅工艺技术,在去年宣布其位于瑞典的北雪平工厂已经成功制造出首批8英寸的碳化硅晶圆。
IDM还是Fabless + Foundry?
要克服上述障碍,降低宽禁带功率器件在新能源汽车上的使用门槛,一是提升逆变器效率,从整车上降低成本;二是进一步提升碳化硅衬底良率,创造规模效应,通过量产效应提高价格竞争力。加速8英寸衬底量产,提升产能、优化成本都需要供应链上的各个环节协同合作。目前宽禁带半导体的生产模式主要有垂直整合制造(IDM)模式和设计+代工(Fabless + Foundry)模式,至于哪个更适合,每家厂商都有自己的看法。
当前宽禁带半导体的生产仍以IDM模式为主,以意法半导体和罗姆为代表的IDM厂商普遍认为,垂直整合制造模式是最适合碳化硅和氮化镓等新功率技术产品的,与此同时他们也在向上游延伸,涉足材料领域。
意法半导体汽车和分立器件产品部(ADG),功率晶体管事业部市场沟通经理Gianfranco DI MARCO表示:“IDM模式可以让我们全盘掌控供应链,在企业内部能够生产一定比例的衬底。例如到 2024 年,ST 40%的衬底需求由内部满足,其余则从几家供应商处采购。”他认为,这种模式可以提高供货的可靠性和安全性,进一步保证新能源汽车的供货安全。
以6英寸碳化硅晶圆为例,衬底的价值约占一半,对供应链、技术、专利壁垒的要求很高。Gianfranco DI MARCO认为,仅依靠外部厂商供应碳化硅衬底可能会使企业面临不可预测的、甚至可能导致生产中断的风险事件,对产品交付产生负面影响。所以ST除了内部自主生产衬底计划和在意大利卡塔尼亚建立主厂之外,还在新加坡开建了第二个碳化硅晶圆厂。“我们在深圳和摩洛哥的布斯库拉(Bouskoura)设立封测厂也是这个道理,都是加强供应链韧性的典型案例,韧性可以确保供货的可靠性和稳定性,让客户更加放心。 ”

意法半导体汽车和分立器件产品部(ADG),功率晶体管事业部市场沟通经理Gianfranco DI MARCO
罗姆则利用IDM的优势,在降成本方面致力于碳化硅晶圆的大口径化,先一步导入6英寸的碳化硅产线后,又在今年3月提出“8英寸新一代SiC MOSFET的开发”方案,旨在通过增加晶圆面积来提升碳化硅功率元器件的产能。在制造方面,为了进一步强化产能,罗姆还在日本福冈县筑后工厂投建新厂房。 “自2009年收购了德国碳化硅晶圆厂商SiCrystal公司以来,罗姆构筑了从碳化硅籿底外延晶圆到封装的‘一条龙’生产体制,不仅是元器件开发,还致力于提升生产效率。” 水原德健表示。

罗姆半导体(北京)有限公司技术中心总经理水原德健
6英寸与8英寸碳化硅生产的主要差别在高温工艺上,例如高温离子注入、高温氧化、高温激活等,以及这些高温工艺所需求的hardmask(硬掩模)工艺等。另外8英寸碳化硅晶圆制造难度主要在在衬底生长、衬底切割加工、氧化工艺。扩径到8英寸,衬底生长难度会成倍增加;衬底切割加工方面,越大尺寸的衬底切割应力、翘曲的问题越显著;氧化工艺一直是碳化硅工艺中的核心难点,8英寸、6英寸对气流和温场的控制有不同需求,工艺需各自独立开发。
据不完全统计,目前仅有7家企业能够生产8英寸碳化硅衬底,包括英飞凌、Cree(Wolfspeed)、罗姆(SiCrystal)、意法半导体、II-VI(高意)、Soitec以及中国的烁科晶体。今年4月底,Wolfspeed更是宣布其位于美国纽约州莫霍克谷(Mohawk Valley)的碳化硅晶圆制造工厂正式开业,这是目前全球首家且最大的8英寸碳化硅晶圆厂。
瑞能半导体和安森美认为,IDM和Fabless + Foundry的模式各有优势。IDM由于整个供应链是完美整合的,所以它有天然的优势去解决上述问题;Fabless则需要和Foundry深入配合才有可能解决好这些问题。由于宽禁带半导体领域的专业代工企业较少,以硅基氮化镓为例,全球前5大晶圆代工厂中仅有台积电在该领域布局,安森美汽车主驱功率模块产品线经理陆涛认为,相对而言在碳化硅领域,IDM会比Fabless发展快一些。各家可以根据公司生产能力、生意规模、产出时间、投资偏好等因素,寻求不同的模式。
瑞能采用的是“虚拟IDM模式”,一方面借助合作Foundry工厂成熟的生产工艺以及丰富的生产经验,一方面积极与外延和衬底厂商深度战略合作,以此制定瑞能特色设计路线。虚拟IDM模式一般以制造为基点,IC设计公司及制造、封测厂家深度合作,依靠产业链各环节的快速响应来提升产业推进效率。随着台积电、联电等晶圆代工厂商的积极布局,这种模式也被不少分析认为将成为下一步宽禁带半导体发展的主要趋势。邓佳佳表示,虚拟IDM模式能带来供应性能稳定可靠的产品,暨满足客户亟需的交付诉求,又能加强整车厂与器件设计公司的沟通、定制,打造双赢局面。
第三种模式:与车厂直接合作
不过,无论是IDM还是Fabless + Foundry,都属于上游厂商之间的游戏,对于当前雨后春笋般冒出的新能源车企来说,如何实现自己的品牌差异化才是他们更看重的。当前已有新能源汽车企业或投资、或与半导体公司成立合资公司,共同开发或定制车规级第三代半导体功率器件,甚至自建产线:
2020年,既有新能源车产品,又有功率器件产品的比亚迪自建碳化硅产线,如今已经迭代到第三代,预计2023年其旗下电动车将实现全面搭载碳化硅电控,替换硅IGBT;
2021年,苏州亿马半导体与一汽集团合资建设的碳化硅功率模块生产研发项目和宽禁带实验室;
2021年10月,正海集团与罗姆成立了上海海姆希科半导体有限公司,将正海集团旗下公司的逆变器技术、模块开发技术与罗姆的模块生产技术、先进碳化硅芯片技术相融合主营以碳化硅为核心的功率模块业务;
2022年,北京车和家汽车科技有限公司(由理想汽车关联公司100%持股)与湖南三安半导体宣布成立合营企业,从事新能源乘用车驱动电机控制器碳化硅芯片的研发,而三安半导体2021年投资160亿元的生产基地一期项目已正式投产,据称这是国内首条、全球第三条碳化硅垂直整合生产线。
多位受访人也表示对这样的模式比较认可,因为一方面可以规划产业链,绑定和高效利用产能避免缺货,另一方面协同研发定制器件模式,能助力器件设计创新,更有效地针对终端进行优化,提升系统性能。还有一种趋势是车厂和IDM厂家谈保供(LTSA),相对合资建产线而言,保供协议更容易实施。
氮化镓能上车了吗?
碳化硅材料的显著特点是大功率、高耐压、低电阻、工作频率较高。相比传统硅器件,碳化硅能工作在更高的频率,减少了导通损耗和开关损耗,实现更高的整机效率,更高的功率密度。氮化镓虽然也是大热的宽禁带半导体材料,非常适合电动车中的AC-DC车载充电器和HV-LV DC-DC转换器,但目前有效耐压通常只能做到650V,热导率也远低于碳化硅,所以一直以来氮化镓在新能源汽车上的应用还没那么成熟,距离大规模应用也有一段距离。
但当前已有不少原厂和车厂开始尝试在电动汽车中引入氮化镓器件,例如罗姆,除了力推碳化硅元器件外,他们也一直在开发中等耐压范围内具有出色高频工作性能的氮化镓器件。 这是因为他们看中了氮化镓的一个明显特性——同样是200KHz以上的高频率,氮化镓工作频率比碳化硅会有较大提升,在汽车或服务器电源等要求体积小、效率高的应用场合下会有较大优势。
那么碳化硅和氮化镓在新能源汽车中,究竟是互补技术,还是竞争技术呢?
邓佳佳从应用领域进行分析认为,当前新能源汽车上功率器件的主要应用领域包括主驱、OBC、高压转低压DC-DC变换器,还有与之配套的充电桩四大部分。其中主驱部分对功率器件的综合性能要求最高——需要高效率、大功率,提升续航里程、机械动力;需要小型化,留给电池和其他系统足够空间;需要高可靠性,减少产品召回概率;需要优秀的高温器件,减少对系统散热条件的要求。
无论从充电速度、线材成本还是功率器件成本上来考虑,电动汽车电池系统电压从400V过度到800V都是不可逆的趋势,碳化硅无疑仍是当下能满足这个电压值功率器件的最佳材料。同样,在超级快充产品里堆叠着50kW以上的充电桩模块,热导率优势使得碳化硅在这类快充产品里更受青睐。
由于在硅或蓝宝石基底上生长的主要是横向氮化镓HEMT,它仍然易于受到表面击穿的影响,电压一般不会超过650V的最大耐受。虽然高压氮化镓组件的商业化开发也正在进行中,但对于高功率应用,横向结构的芯片尺寸必须增加,或者氮化镓必须采用类似碳化硅和硅IGBT的垂直结构,也即需要采用同质氮化镓基底,目前这种结构的尺寸受到限制且成本较高。
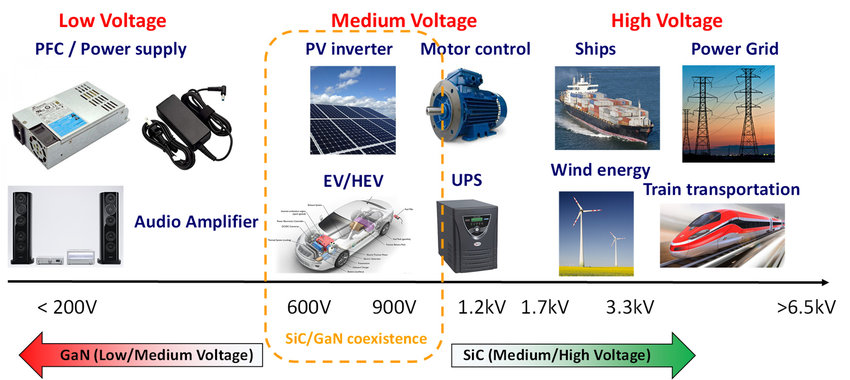
图1,碳化硅和氮化镓应用重叠的领域包括电动汽车和太阳能光伏逆变器等(来源:MDPI, An Overview of Normally-Off GaN-Based High Electron Mobility Transistors)
在主驱和充电桩领域很难引入,那么氮化镓可能与碳化硅有潜在应用重叠、形成竞争的领域只能是功率等级只有几千瓦的OBC,以及高压转低压DC-DC变换器两部分产品。在OBC和DC-DC变换器中,车规级氮化镓功率器件可能会取代具有相同电压参数的碳化硅器件,因为氮化镓器件可以提高这些应用的开关频率,从而提升电子系统的能效,缩减体积尺寸。
800V电池正在成为电动汽车的标准配置,但精巧的电子控制电路只需要几伏电压即可进行工作和通信。所以氮化镓其高频特性将促使其在低耐压领域有所作为,针对具体应用使用最佳的技术,作为碳化硅功率元器件的补充产品,或许是氮化镓上车的机会。Power Integrations产品营销副总裁Doug Bailey认为,碳化硅在高压下具有稳定性优势,是800V系统的最佳选择,氮化镓则在中等电压水平(例如400V电池系统)下极具成本竞争力。

Power Integrations产品营销副总裁Doug Bailey
此外,德州仪器(TI)、GaN Systems、安世等厂商也陆续推出了相应氮化镓产品,并与车企展开深入合作,预计近两年氮化镓将小批量渗透到低功率OBC、48V至12V DC-DC中。目前已经看到在轻混合电动车(MHEV)中有标准化48V系统的趋势,氮化镓有助于增加输电能力并减少电阻损耗。除了动力系统应用以外,氮化镓还将在激光雷达、车载信息娱乐系统等组件中有所表现。
主流电动汽车功率器件对比
电动汽车功率器件目前主要以硅基IGBT、MOSFET、氮化镓以及碳化硅 MOSFET为主。硅基MOSFET和SJ MOSFET是设计精良、完全商业化且可靠的解决方案。它们为设计工程师所熟悉,仍然在整个功率半导体市场占据主导地位。
陆涛分析了几种技术的优缺点:硅基IGBT优点是工艺成熟,高压大电流工况下性能优异,但是开关速度不快,小电流损耗偏大;而硅基MOSFET优点是工艺成熟,低压小电流条件下导通电阻比较低,同时速度也比较快但是高压器件的导通电阻偏大;碳化硅MOSFET优点是高压器件的导通电阻相对而言比较低,开关速度比较快,电压范围更宽和效率更高;氮化镓MOSFET的效率和功率密度更高。

安森美汽车主驱功率模块产品线经理 陆涛
碳化硅和氮化镓材料相较于硅基器件,都有更快的电子迁移率,能应用于高频工作模式;有更高的电子伏特和电场强度,能实现高耐压低电阻性能。邓佳佳表示,相比氮化镓和硅材料,碳化硅的热导率更高,所以碳化硅能轻松实现175甚至200摄氏度结温的器件,更适合于大电流、大功率以及散热条件严苛的应用场合。
“高压小电流的情况下,碳化硅导通电阻比较低,特别适用于新能源汽车的逆变器应用里。但是它的成本偏高,同时高压大电流的时候导通电阻比较高,相对IGBT而言在这个时候损耗会偏高。”陆涛补充到。

图2,各种主流功率元器件的应用范围(来源:ROHM)
目前,市场上基本按上图划分几种材料功率半导体器件的应用场景。当低频、高压的情况下适用硅基IGBT;如果稍稍高频但是电压不是很高,功率不是很高的情况下,使用硅基MOSFET;如果既是高频又是高压的情况下,适用碳化硅 MOSFET;在电压和功率不需要很高,但是对频率需求很高时,适用氮化镓。
虽然随着新能源汽车的普及和对碳化硅材料的应用,碳化硅在功率器件中所占的比重在逐年上升,但水原德健认为,虽然碳化硅材料具有比硅更好的特性,但并非可以完全取代硅。作为当前应用最广泛的半导体材料,硅功率器件在一些领域仍然具有不可替代性。“目前来看,基于碳化硅材料的功率半导体适合应用于高频率、高功率、高工作电压的应用场合。”
以主要用于城市的电动汽车为例,采用硅基器件仍将是一个明智的选择,因为这类车型无需太长的续航距离,电机逆变器可以用更便宜且成熟的 IGBT,其他功能可用超结高压MOSFET。时至今日,碳化硅仍是少数高性能电动汽车才采用的技术。在给定电池组情况下,碳化硅MOSFET能够延长续航里程,还能实现更高的加速度和更大的扭矩。“碳化硅功率解决方案为电动汽车数量的增长做出了巨大贡献,” Gianfranco DI MARCO表示,普通燃油汽车的驾驶员往往不受里程焦虑的困扰,而不在乎长途续航的特殊用途城市电动汽车,例如电动公交车、出租车等还没有全面普及。
至于氮化镓,Gianfranco DI MARCO认为相关技术尚未完全符合汽车标准,所以在竞争力方面还不足与上述几种主流材料相提并论。但当氮化镓技术达到汽车标准时,未来几年将会出现氮化镓、碳化硅与硅基功率器件三足鼎立的局面。
随着碳化硅和氮化硅价格的下降,它们在系统层面上已经可以与硅基器件进行成本竞争。Doug Bailey认为,没有哪一种解决方案可以适合所有应用,因此硅和宽禁带器件将共存多年。
燃油车禁售倒计时,抓住“双碳”机遇
作为当前的电动汽车普及第一大国,中国在产销量、保有量方面连续6年居世界首位,为宽禁带半导体的技术验证和更新迭代提供了大量应用数据样本。2020年中国提出了“双碳”目标,指的是实现碳达峰和碳中和,其目标是为了减少碳排放。2022年8月16日,Aspencore将在南京举办“2022 国际“碳中和”电子产业发展高峰论坛”,届时来自政府机构的科学家、半导体企业和能源解决方案商的高管和工程师们将齐聚一堂,就节能减排政策、低碳技术、智慧电力网关、功率半导体创新等议题发表演讲。欢迎大家点击链接报名参会,莅临现场共议“双碳”大事:https://aspencore.mike-x.com/ViZFZN5
作为碳排放大户,燃油车造成的污染有目共睹,真正能带来零碳排放的是纯电和氢能源汽车。要达到“双碳”的要求,到2025年纯电动乘用车新车平均电耗需降至12.0千瓦时/百公里,这个电耗目标,不采用碳化硅技术是过不去的。
2022年4月,国产汽车大厂比亚迪率先宣布停售燃油车,这一举动势必会对国内的电动汽车和宽禁带半导体产业起到助推作用。尤其是当下相对成熟的纯电动汽车,电池系统电压正从400V升级到800V,利好1200V的碳化硅器件,也推动了更高效、更小型、更轻量的电动系统的开发。尤其是在纯电动汽车领域,为了延长续航里程并减小车载电池的尺寸,提高发挥驱动核心作用的电控系统的效率已成为一个重要课题。
为了抓住时间窗口,瑞能做了开发、验证、量产的权衡。邓佳佳表示,今年瑞能将着重开发车规级碳化硅产品,计划在下半年开始逐步量产。
Power Integrations最近也推出了符合AEC-Q100标准、额定耐压1700V的碳化硅开关器件,适合于600V和800V级别的纯电池和燃料电池电动车。值得注意的是,他们还推出了一些创新的硅基二极管,并表示其反向恢复性能与碳化硅器件一样优良,“这表明我们采取的策略是具体情况具体分析,效果最佳者优先,并非在所有情况下都自动倾向于使用宽禁带半导体解决方案。” Doug Bailey表示。
水原德健认为,业界预计2023年开始碳化硅在主机逆变器上的应用需求会增加,现在是重要的时间窗口。罗姆于2012年推出了支持AEC-Q101认证的车载产品,在OBC、车载DC/DC转换器等领域也已经全面布局。2020年6月,罗姆发布了第4代低导通阻抗碳化硅MOSFET,能够在不牺牲短路耐受时间的前提下,成功实现较高水平的低导通电阻,适用于包括主机逆变器在内的车载动力总成系统和工业设备的电源。
和罗姆一样,ST也是最早推出车规级碳化硅元器件的企业之一。Gianfranco DI MARCO表示, ST与世界各地的电动汽车企业都有广泛合作,包括知名企业和初创公司,能够和大企业一样获得最新的技术也令这些初创公司得以蓬勃发展。意法半导体公司总裁兼CEO Jean-Marc Chery 之前曾表示,公司目前正在执行90多个不同的碳化硅项目,其中大约 50% 涉及电动汽车平台。
安森美认为宽禁带半导体对于电动汽车的发展是非常关键,未来会得到大规模的普及应用。作为少数具备碳化硅垂直供应链的供应商之一,安森美为整个碳化硅供应链环节投入了大量的资源,包括基板衬底到最终产品的封装相关的技术,积极应对“双碳”趋势。陆涛强调,尤其在收购SiC生产商GT Advanced Technologies (GTAT)后,安森美进一步强化了其在碳化硅领域的优势。
从全球范围来看,2005年以来已经有很多国家和地区相继公告并推动禁售燃油车的政策和时间节点,大部分发达国家预计在2030年前后实现燃油车禁售。这样的时间节点宣告着化石燃料汽车的时代已经结束,转向电动汽车将推动氮化镓和碳化硅市场的蓬勃发展。
除了看到机会,大家也看到了挑战。
相较于硅基功率器件,宽禁带半导体的市场份额仍然很小,要想获得更多市场份额,需要迅速应对当前产业链存在的一些问题。技术方面,要在衬底和器件方面同时发力,提高性能的同时降低成本;供应链方面则需要保证稳定输出,加强与新能源汽车企业协同合作是宽禁带半导体器件厂商需要特别重视的一点。
当然除了终端车企和半导体厂商,供应链上其他环节和政策的支持也很重要。我们也期待着电池设计和生产企业能为电动汽车的普及做出更多努力和改进,所有这些也都需要政府出台相关政策和具体规范协调各方,毕竟对于整个地球村而言,各国经济都在朝着降低对不可再生能源依赖转型,这是一个全球性问题。
由Aspencore主办的IIC 2022(国际集成电路展览会暨研讨会)将在8月16日于南京国际博览中心2号馆举办。为期2天的IIC除吸引大量国内外半导体与集成电路相关企业参与展会,同期还将举办2022中国IC领袖峰会、2022国际“碳中和”电子产业发展高峰论坛、MCU技术与应用论坛、高效电源管理及宽禁带半导体技术应用论坛、EDA/IP与IC设计论坛,以及2022中国IC设计成就奖颁奖典礼。点击这里报名参会,与150+知名展商、国内外行业大咖相聚六朝古都。
特别感谢以下赞助商对于IIC 2022南京站活动的大力支持(排名不分先后):
安谋科技,ADI,世健,智芯微,纳芯微电子,Cadence,亚马逊云科技,山海半导体,亿智电子,极海半导体,长工微,奎芯科技,后摩智能,华大九天,赛微微电子,荣湃半导体,南芯半导体,恩艾仪器, 沐曦,芯天下,东芯,行芯,Smiths Interconnect,思特威,合见工软,酷芯微,展锐,鸿芯微纳,芯原微电子,必易微,泰凌微电子,矽成半导体,迅芯微,芯瑞微,明嘉瑞,珠海昇生微,晶华微电子,爱信元智,黑芝麻,赛芯电子,硅动力,润石,帝奥微,炬芯科技,方寸微电子,埃瓦科技,晟矽微,此芯科技,楷领科技,灵动微电子,Imagination,川土微,思澈科技,国民技术,力生美,国微思尔芯,巨微,索喜,芯联成,茂力半导体,罗德与施瓦茨,英诺赛科,力合微,Arrow,华力微,微源半导体,万联芯城,华舒科技,上海侠为,地芯,Power Integrations,灿芯半导体,富芮坤,捷捷微,富昌,上海奈芯,雅特力,概伦电子,芯和半导体,兆易创新,京微齐力,沁恒微,中移物联,泰克科技,硅谷数模,华大半导体,开元通信,赛昉科技,孤波科技,英联,是德科技,上海守正,飞腾信息技术,芯片超人,聚洵半导体,芯愿景,安姆伯,聚辰半导体,澳汰尔工程软件,速石科技,申首,芯旺微,知存科技,昂瑞微,晶宇兴,承一,亿配芯城,英飞凌,京东方能源,华为昇腾,清研易为,清研华科, WeEn, ST, 正品之源

