碳化硅是宽禁带半导体器件制造的核心材料,SiC 器件具有高频、大功率、耐高温、耐辐射、抗干扰、体积小、重量轻等诸多优势,是目前硅和砷化镓等半导体材料所无法比拟的,应用前景十分广阔,是核心器件发展需要的关键材料,由于其加工难度大,一直未能得到大规模推广应用。
(1)硬度大,莫氏硬度分布在 9.2~9.6;
(2)化学稳定性高,几乎不与任何强酸或强碱发生反应;
(3) 加工设备尚不成熟。
01
碳化硅材料特性
02
碳化硅晶圆划片方法
2.1 砂轮划片
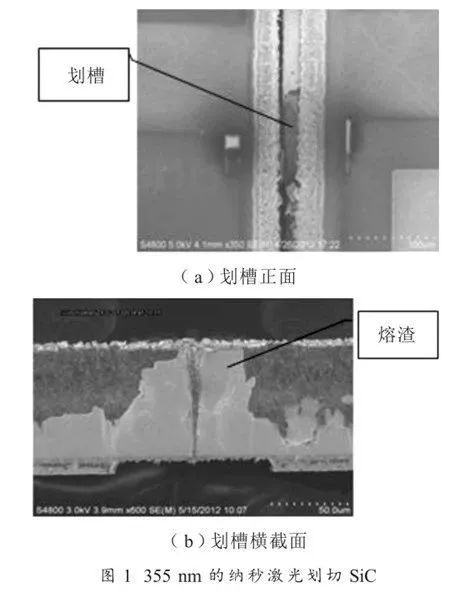
2.2 激光全划
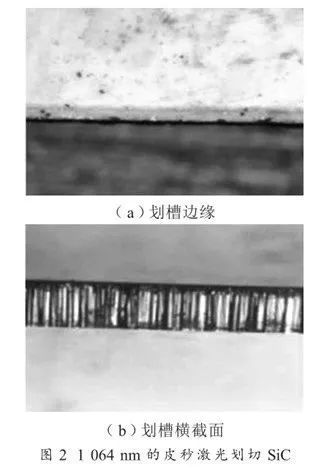
从图 1、图 2 中可以看出,355 nm 紫外激光加工热效应小,但未完全气化的熔渣在切割道内粘连堆积,使得切割断面不光滑,附着的熔渣在后续工艺环节容易脱落,影响器件性能。1 064 nm 的皮秒激光器采用较大的功率,划切效率高,材料去除充分,断面均匀一致,但加工热效应太大,芯片设计中需要预留更宽的划切道。
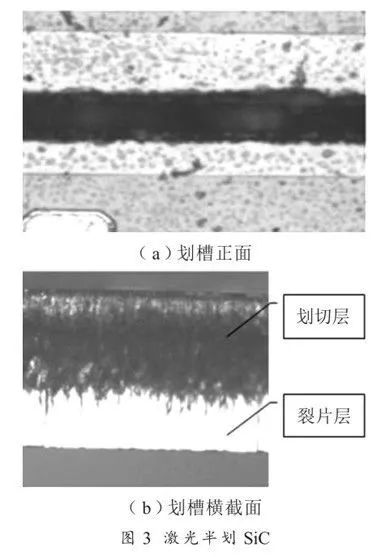
2.3 激光半划
激光半划适用于解理性较好的材料加工,激光划切至一定深度,然后采用裂片方式,沿切割道产生纵向延伸的应力使芯片分离。这种加工方式效率高,无需贴膜去膜工序,加工成本低。但碳化硅晶圆的解理性差,不易裂片,裂开的一面容易崩边,划过的部分仍然存在熔渣粘连现象,如图 3 所示。
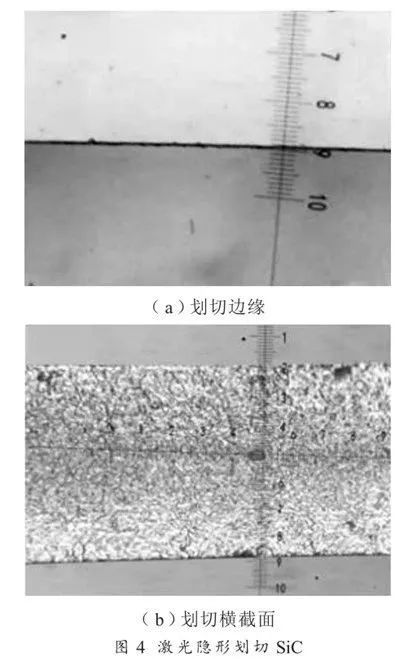
2.4 激光隐形划切
激光隐形划切是将激光聚焦在材料内部,形成改质层,然后通过裂片或扩膜的方式分离芯片。表面无粉尘污染,几乎无材料损耗,加工效率高。实现隐形划切的 2 个条件是材料对激光透明,足够的脉冲能量产生多光子吸收。
碳化硅在室温下的带隙能量 Eg 约为 3.2 eV,即为 5.13×10 -19 J。1 064 nm 激光光子能量 E=hc/λ=1.87×10 -19 J。可见 1 064 nm 的激光光子能量小于碳化硅材料的吸收带隙,在光学上呈透明特性,满足隐形划切的条件。实际的透过率与材料表面特性、厚度、掺杂物的种类等因素有关,以厚度 300 μm 的碳化硅抛光晶圆为例,实测 1 064 nm 激光透过率约为67%。
选用脉冲宽度极短的皮秒激光,多光子吸收产生的能量不转换成热能,只在材料内部引起一定深度的改质层,改质层是材料内部裂纹区、熔融区或折射率变化区。然后通过后续的裂片工艺,晶粒将沿着改质层分离。
碳化硅材料解理性差,改质层的间隔不能太大。试验采用 JHQ-611 全自动划片机和 350 μm厚的 SiC 晶圆,划切 22 层,划切速度 500 mm/s,裂开后的断面比较光滑,崩边小,边缘整齐,如图4 所示。
2.5 水导激光划切
水导激光是将激光聚焦后导入微水柱中,水柱的直径根据喷嘴孔径而异,有 100~30 μm 多种规格。利用水柱与空气界面全反射的原理,激光被导入水柱后将沿着水柱行进方向传播。
在水柱维持稳定的范围内都能进行加工,超长的有效工作距离特别适合厚材料的切割。传统激光切割时,能量的累积和传导是造成切割道两侧热损伤的主要原因,而水导激光因水柱的作用,将每个脉冲残留的热量迅速带走不会累积在工件上,因此切割道干净利落。
基于这些优点,理论上水导激光切割碳化硅是不错的选择,但该技术难度大,相关的设备成熟度不高,作为易损件的喷嘴制作难度大,如果不能精确稳定地控制微细水柱,飞溅的水滴烧蚀芯片,影响成品率。因此,该工艺目前尚未应用到碳化硅晶圆生产环节中。
03
结束语
行业活动推荐
基于此,2021年11月18-20日,由DT新材料主办的第六届国际碳材料大会暨产业展览会——碳化硅论坛将在上海跨国采购会展中心拉开帷幕。本届论坛设有内部研讨会、主题报告、特色展区,围绕半导体相关产业链展开,从半导体的超精密加工技术、衬底技术、高功率器件与碳基散热解决方案、到半导体电子器件前沿应用等展开话题讨论,探索金刚石应用的无限可能!


联系我们
Luna
手机号码/Tel: +86 18657495805
邮箱/Email: luna@polydt.com
Ada
手机号码/Tel:+86 13649160039
邮箱/Email: ada@polydt.com