

1 倒装焊接flip chip 技术
目前集成电路互联的技术主要有三种,引线键合技术(Wire Bonding),载带自动键合技术(Tape Automated bonding),倒装芯片技术(Flip chip)。WB和TAB的芯片焊盘都再芯片四周,因此I/O数量不能太多,而FC可以将整个芯片面积用来与基板互联,极大的提高了I/O数。
倒装芯片起源于20世纪60年代,由IBM率先研发出来,是将芯片功能区朝下以倒扣的方式背对着基板通过焊料凸点(简称Bump)与基板进行互联,芯片放置方向与传统封装功能区朝上相反,故称倒装芯片。如下图1 所示
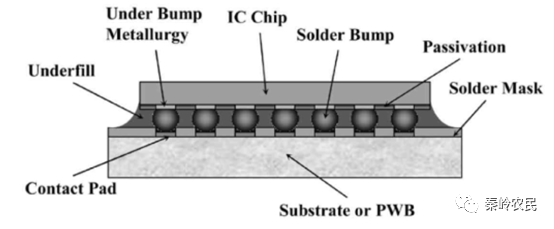
图1 倒装芯片封装基本结构
2 倒装芯片的优点与缺点
倒装封装大大提高了电子器件集成度,近几年倒装新品啊已经称为高性能封装的互联方法,它的应用得到比较广泛快速的发展。目前倒装芯片主要应用在WiFi ,SIP,MCM,CIS,微处理器等方面。但是同时也还有很多方面的问题待解决。其优点与缺点如表1所示
优点 | 缺点 |
1 尺寸小,厚度薄,重量轻 2 单位面积的I/O数量远大于传统封装继承技术,密度更高 3 传输性能提升,互联结构尺寸短小,减少了电感,电阻以及电容,信号完整性,射频性能更好 4 散热能力强,芯片背板可添加散热片进行冷却,提高芯片告诉运行时的稳定性 5 FC焊料凸点制备工艺更适合集成化发展需求,生产效率较WB工艺有大幅提高 | 1 FC需要在晶圆上制造凸点,工艺相对复杂 2 如果芯片不是专门FC设计的,还需要设计和加工再分布层 3 FC更易收到温度变化的影响需要更多地考虑芯片和基板的CTE良好匹配,对热分析有更高的要求 |
3 倒装芯片(Flip chip)工艺
倒装芯片封装技术一般是采用平面工艺在集成电路芯片的输入/输出端(I/O)端制作无铅焊点,将芯片上的焊点与基板上的焊盘进行对位,贴装,然后使用焊料回流工艺在芯片和基板焊盘间形成焊球,再在芯片和基板焊盘间形成焊球,再在芯片与基板间的空隙中填充底部填充胶,最终实现芯片与基板间的电,热和机械连接。图2为倒装芯片的封装工艺。
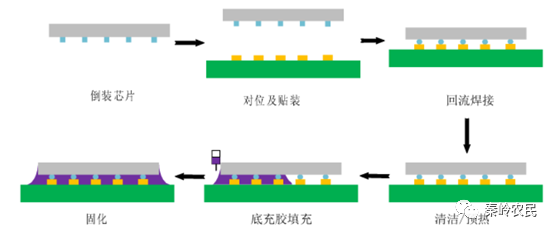
图2 倒装芯片封装工艺
倒装芯片连接有三种主要类型C4(Controlled CollapseChip Connection)、DCA(Direct chipattach)和FCAA (Flip chip AdhesiveAttachment)。C4是类似超细间距BGA的一种形式与硅片连接的焊球阵列一般的间距为0.23 mm,0.254 mm。焊球直径为0.102 mm、0.127mm。焊球组分为97Pb/3Sn。UBM Bump 结构(Under Bump Metallurgy)如图3。
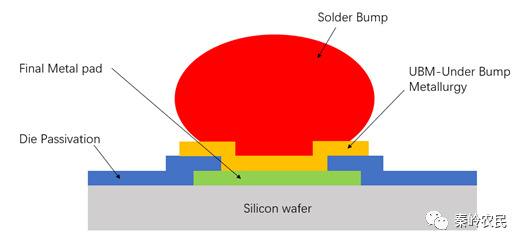
图3 Bump structure
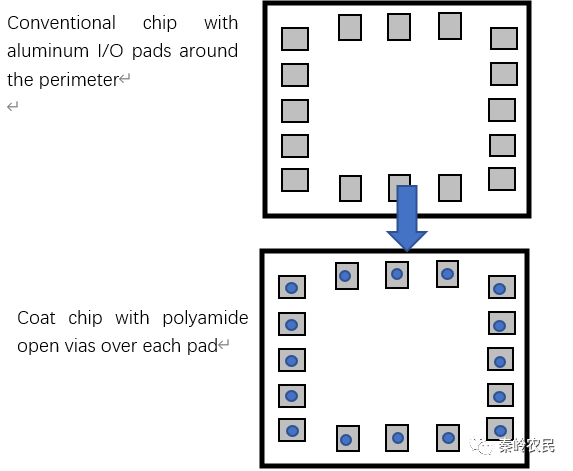
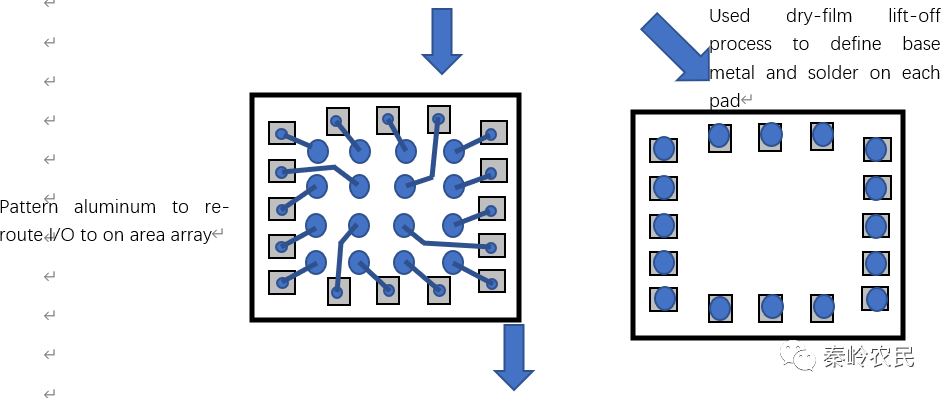
对于倒装的晶圆封装一般为如下工艺
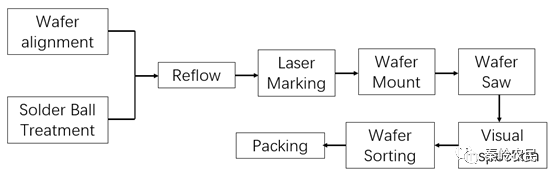
图4 倒装晶圆封装工艺流程
这些焊球在硅片上可以呈完全分布或者部分分布。如下图5。
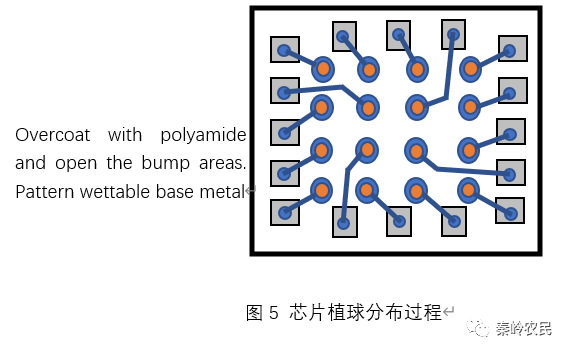
从上面的介绍可以看到倒装芯片的主要工艺步骤包括:底部金属层UBM(Under Bump Metallurgy),凸点制作(Bumping),互连(Interconnection),底部填充(Underfilling)和固化(Curing)
4 UBM沉积
因为焊料等不能和芯片上的AL pad基地直接互联,所以需要在Arpad上沉积过渡层,称之为底部金属沉积。如下图5
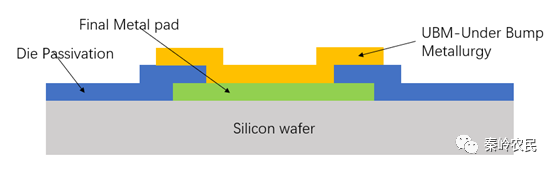
图6 UBM
UBM一般包括三层,第一层为黏附层Adhesion layer, Ti,Cr,TiW 提供与Al Pad的连接厚度约(0.15~2um),有较强的粘附性,第二层为润湿层(Wetting layer),材料为Ni,Cu,Mo,Pt在高温回流焊锡球时可完全黏附成球,厚度(1~5um)。第三层为保护层(Protective layer)采用Au来保护Ni,Cu等材料被氧化。厚度(0.05~0.1um)。目前常用的沉积工艺主要有
溅射,用溅射的方法一层一层地在硅片上沉积薄膜,然后通过照相平板技术形成UBM图图样,然后蚀刻掉不是图样的部分。
蒸镀,利用掩膜,通过蒸镀的方法在硅片上一层一层地沉积。这种选择性的沉积的淹模可用于对应凸点的形成之中。
化学镀,采用化学镀的方法在Al焊盘上选择性地镀Ni。常常用锌酸盐工艺对Al表面进行处理。无需真空及图样蚀刻设备,成本低。
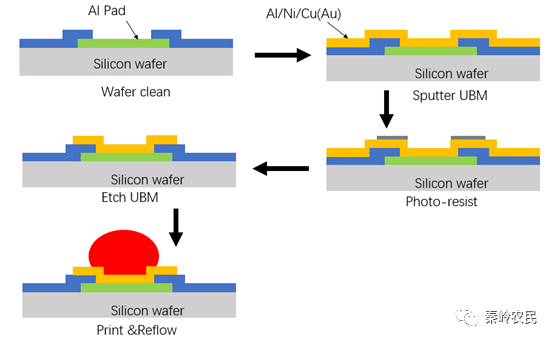
图7 UBM &凸点制作
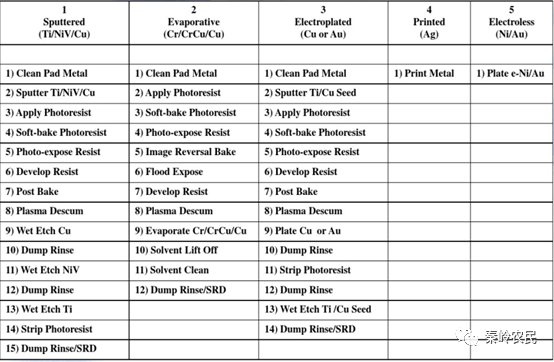
表1 为各个工艺对比
表1 UBM工艺对比
5 凸点制作
在UBM准备好后,要在上面制备出一定厚度的球形或者方形凸点,作为芯片互连的引脚。凸点常用的材料是Pb/Sn合金,因为其回流焊特性如自中心作用以及焊料下落等。子中心作用减少了对芯片贴放的精度要求。下落特点减少了共面性差的问题。95Pb/5Sn或者87Pb/3Sn的回流焊温度较高330-350℃。根据芯片的其他部分,有基板等的工作温度要求,开发出了高锡焊料,如37Pb/63Sn的回流温度200℃左右。对于凸点制作,则出现了很多种不同的方法,主要有
5.1蒸镀焊料凸点,基本步骤为1)硅片溅射清洗,沉积金属前去除氧化为或者照相掩模。同时使得硅片钝化层以及焊盘表面粗糙以提高对UBM的结合力。2)金属掩模,常常用带图样的钼金属掩模来覆盖硅片以利于UBM以及凸点金属的沉积。金属掩模组件一般由背板,弹簧,金属模板以及夹子等构成。硅片被夹在背板与金属模板之间,然后通过手动对位,对位公差可控制在25um。3) UBM 蒸镀,然后按照顺序蒸镀Cr 层,CrCu层,Cu层以及Au层。4)焊料蒸镀,在UBM表面蒸镀一层97Pb/Sn或者95Pb/Sn,厚度约为100~125um。形成一个圆锥台形状。5)凸点成球,在C4工艺中,凸点回流成球状。
5.2电镀凸点,电镀是一个比较流行的工艺,其设备成本低,设施占地少,有很多的电镀工艺可以采用。传统的电镀沿用蒸镀使用的Cr/Cr-Cu/Cu结构的UBM和使用高铅合金。电镀焊球凸点工艺如下图
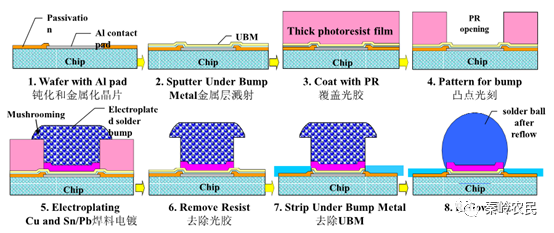
图8 电镀焊球凸点工艺流程
5.3锡膏印刷凸点,目前各种焊膏印刷技术可达到250um的细间距。工艺步骤有清洗,UBM沉积图(a),图形刻蚀成型(b,c),焊膏印刷以及回流(d,e)。基本工艺如下图
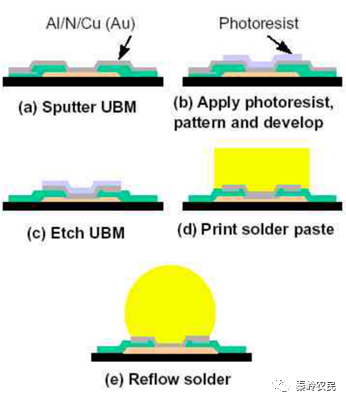
图9 电镀焊球凸点工艺流程
5.4钉头焊料凸点,使用标准的导线键合中的方法来形成凸点,Au丝线或者Pb基的丝线。其过程与导线键合基本相同,唯一的差别就是:球在键合头形成之后就键合到焊盘商,其丝线马上从球顶端截断。这种方法要求UBM与使用的丝线相容。然后这种图钉式的凸点通过回流或者整形方法形成一个圆滑的形状,以获得一致的凸点高度。一般地,这种凸点与导电胶或者焊料配合使用以进行组装互连。
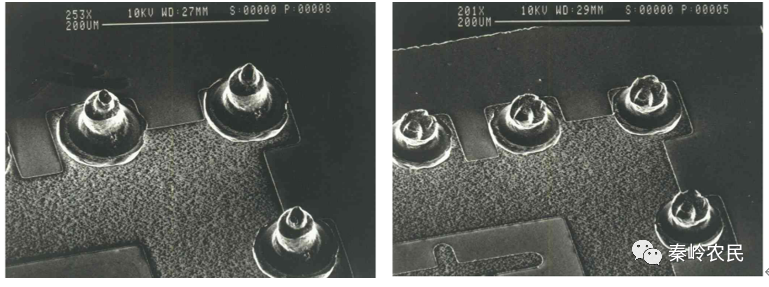
图10 钉头焊料凸点未整形与整形后的凸点
6 互连组装
对于互连组装,出现了焊料和电胶两种连接材料,焊料互连一般采用回流,热压,热声等互连方法;而导电胶互连则采用热压粘结方法。与传统的SMD组装比,倒装芯片组装需要一些额外的工具与步骤,如:芯片转载单元,焊剂涂敷单元,浸渍步骤或者焊剂槽以及底部填充与固化设备。倒装工艺有其特殊性,该工艺引入助焊剂工艺,将器件浸蘸在助焊剂薄膜里让器件焊球蘸取一定量的助焊剂,再将器件贴装再基板上,然后回流焊接。或者将助焊剂预先施加在基板上,再贴装器件与回流焊接。助焊剂在回流之前起到固定器件的作用,回流过程中起到润湿焊接表面增强可焊性的作用。
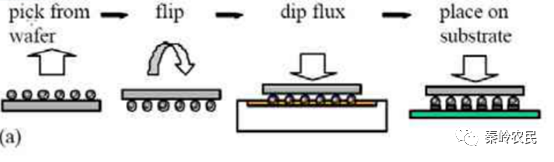
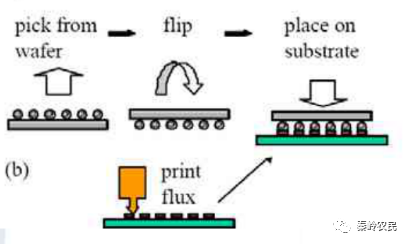
图11 回流工艺 a为蘸助焊剂工艺,b为印制助焊剂工艺
上述倒装芯片组装工艺是针对C4器件而言。另外一种工艺是利用各向异性导电胶(ACF)来装配倒装芯片。预先在基板上施加异性导电胶,贴片头用较高压力将器件贴装在基板上,同时对器件加热,使导电胶固化。该工艺要求贴片具有非常高的精度,同时贴片头具有大压力及加热功能。对于非C4器件的装配,趋向采用此工艺。
倒装芯片几何尺寸,焊球直径小(小到0.05mm),焊球间距小(小到0.1mm),外形尺寸小(1mm2)。要获得好的装配良率,给贴装设备以及工艺带来了挑战,随着焊球直径的缩小,贴装精度要求越来越高。
目前10un甚至2um的精度越来越常见,贴片设备照相机图形处理能力也十分关键,小的球经和小的球间距需要更高像素的相机来处理。
随着施加推移,高性能芯片尺寸不断增大,焊凸点数量不断增多,基板越来越薄,为了提高产品可靠性,底部填充称为必须的工艺。
6.2 贴片的精度
在假设倒装芯片的凸点为球形,基板上对应的焊盘为圆形,且具有相同的直径。假设无基板翘曲变形及制造缺陷方面的影响。并且不考虑Theta和冲击的影响。在回流焊接过程中,器件具有自对中性,焊球与润湿面50%的接触在焊接过程中可以被拉正。那么基于以上的假设,直径25um的焊球如果其对应的焊盘的直径为50um时,左右位置偏差(X轴)或前后位置偏差(Y轴)在焊盘尺寸的50%,焊球都始终在焊盘上。那么对于焊球直径为25um的倒装芯片,工艺能力Cpk要达到1.33的话,要求机器的最小精度必须达到12um@3sigma。
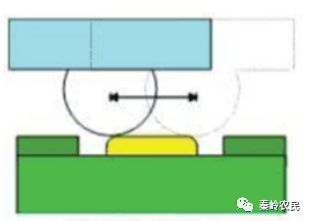
图12 芯片贴装精度示意图
6.2 吸嘴与压力的选择
由于倒装芯片基材是硅,表面非常平整光滑,最好选择头部是硬质塑料具有多孔的ESD吸嘴。如果头部选择橡胶的吸嘴,随着橡胶的老化,在贴片过程中可能会粘连器件,造成贴片偏移或带走器件。
在取料,助焊剂浸蘸过程中施以较大的压力容易将其压裂,同时细小的凸点在此过程中容易压变形,所以尽量使用比较低的贴装压力,一般要求在150g左右,对于超薄形芯片如0.3mm,有时甚至要求贴装压力控制在35g。
6.3 助焊剂的选择
助焊剂应用单元是控制助焊剂浸蘸工艺的重要部分,其工作的基本原理就是要获得设定厚度的稳定的助焊剂薄 膜,以便于器件各焊球蘸取的助焊剂的量一致。要精确稳定的控制助焊剂薄膜的厚度,同时满足高速浸蘸的要求,该助焊剂应用单元必须满足以下要求:
1. 可以满足多枚器件同时浸蘸助焊剂(如同时浸蘸 4 或 7 枚)提高产量;
2. 助焊剂用单元应该简单、易操作、易控制、易清洁;
3. 可以处理很广泛的助焊剂或锡膏,适合浸蘸工艺的 助焊剂粘度范围较宽,对于较稀和较粘的助焊剂都要能处理,而且获得的膜厚要均匀;
4. 蘸取工艺可以精确控制, 浸蘸的工艺参数因材料的不同而会有差异, 所以浸蘸过程工艺参数必须可以单独控制,如往下的加速度、压力、停留时间、向上的加速度等
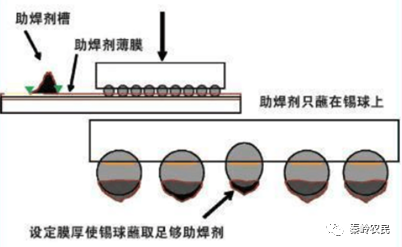
图13 蘸助焊剂
下图是Newport MRSI705 贴片机机器参数
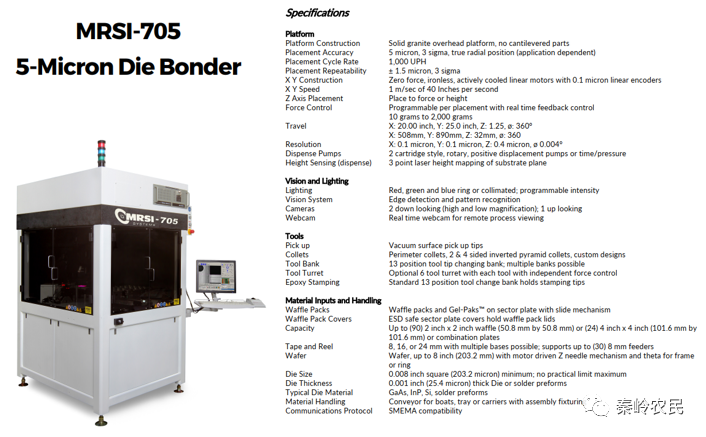
图14 Newport MRSI705贴片机机器参数
7 底部填充
倒装芯片组装焊接完成后,需要在器件底部和基板之间填充一种胶(一般为环氧树脂材料)。底部填充分为“毛细流动原理”的流动性和非流动性(No-follow)底部填充。在倒装芯片中,热应力的主要来源是硅基芯片和有机基板的热膨胀系数差异。硅基芯片CTE一般是2.5到6ppm/℃,而一般FR4型号的有机PCB板的CTE是18到24 ppm/℃。因此,当芯片受热时,焊点两边芯片和基板的膨胀变形不均匀,产生内应力,易使焊点脱落或断裂。底部填充胶的发明便是为了解决这一问题,使低成本和低介电常数的有机PCB板得以应用于倒装芯片中。加入了底部填充胶后,热应力就不再集中在焊点上,而是分散在芯片,底部填充胶和基板中。实验表明,底部填充胶能将焊点上的应力减少至0.1到0.25倍,并延长10到100倍疲劳寿命。此外,底部填充胶还能对焊点进行保护。减少外部环境的机械冲击。因此,底部填充胶称为了倒装芯片技术中不可或缺的组成部分,近年来无论是加工工艺还是材料组成都有很大的发展,使其可靠性进一步提升。
7.1底部填充工艺
底部填充工艺分为流动填充和非流动填充。传统的流动填充如下图10,先在基板上分配助溶剂,再将已沉积好凸块的芯片倒置再基板上,通过回流焊技术将芯片与基板相连,并喷洒清理溶剂去除剩余的助溶剂。当芯片与基板组装后,底部填充胶由毛细现象填入芯片与基板之间的空隙中。最后通过加热使底部填充胶固化,完成封装。

图15 流入底部填充工艺
非流动填充工艺如图11,先将底部填充胶涂在基板上,再将芯片倒置与其上并同时完成焊接和固化。这种新颖的非流动加工方式去除了加助溶剂与清理助溶剂两道工序。避免了毛细填充法流动慢的弊端,而且将回流焊和固化结合在一步中,大大提升了加工效率。由于非流动底部填充的发展,倒装芯片工艺得以进一步使用表面组装技术。
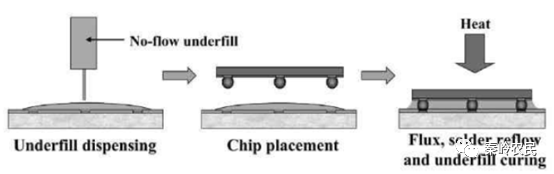
图16 非流动底部填充技术
7.2填充关键工艺
在底部填充过程中要控制好三个关键工艺。1)填充量,填充不足热应力导致芯片开裂。过多的填充又会溢流到芯片底部以外。填充取决于填充空间的精确计算以及填充工具的精度。。2)填充温度,预热,加热以及填充后的加热对其流动性有很大影响,根据不同的胶水性能,填充胶量控制摸索适合的温度参数。3)填充方法,从一边填充会导致流动过长,从两边填充会导致内部产生气孔。所以不同的填充方式都有不同的工艺参数。
8检查
对完成底部填充以后产品的检查有非破坏性检查和破坏性检查,非破坏性的检查有
1) 利用光学显微镜进行外观检查,譬如检查填料在器件侧面爬升的情况,是否形成良好的边缘圆角,器件表面是否有脏污等
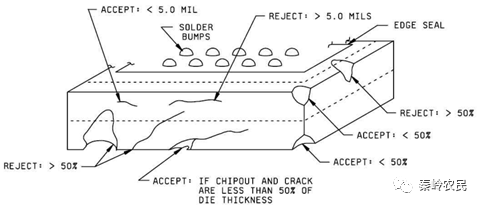
图17 MIL-STD-883对芯片外观要求标准
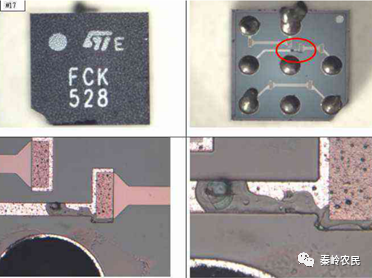
图18 外观不良器件图片
2) 利用 X 射线检查仪检查焊点是否短路,开路,偏移,润湿情况,焊点内空洞等
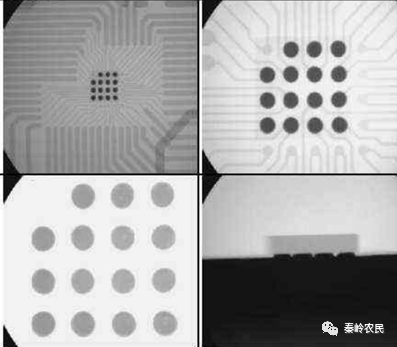
图19 芯片X-ray图片
3) 电气测试(导通测试) ,可以测试电气联结是否有 问题。对于一些采用菊花链设计的测试板,通过通断测试还可以确定焊点失效的位置

图20 探针台Prober
4)利用超声波扫描显微镜( C-SAM )检查底部填充后其中是否有空洞、分层,流动是否完整破坏性的检查可以对焊点或底部填料进行切片,结合光学显微镜,金相显微镜或电子扫描显微镜和能
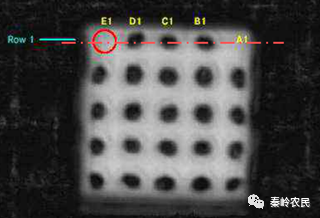
图21 C-SAM图片
5)谱分析仪 ( SEM/EDX ) ,检查焊点的微观结构,例如,微裂纹 / 微 孔,锡结晶,金属间化合物,焊接及润湿情况,底部填充 是否有空洞、裂纹、分层、流动是否完整等。
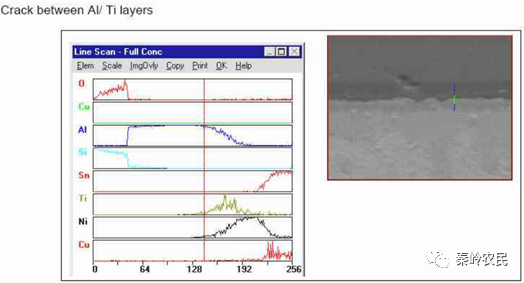
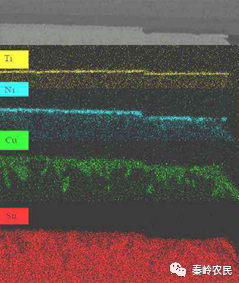
图22 SEM/EDX 界面图片
6)切片分析( cross section)
切片(cross section)是用特制液态树脂将样品包裹固封,然后进行研磨抛光的一种制样方法,检测流程包括取样、固封、研磨、抛光、最后提供形貌照片、开裂分层大小判断或尺寸等数据。目的:电子元器件表面及内部缺陷检查及SMT制程改善&验证。 适用范围:适用于电子元器件结构剖析,PCBA焊接缺陷,焊点上锡形态及缺陷检测等
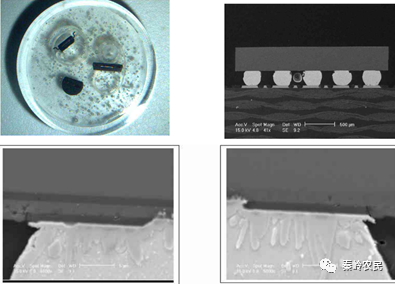
图23 切片分析图
7)红外显微镜观测,由于纯硅片对于其吸收限1.06um以上波长的红外线是透明的,因此在红外显微镜下可以透过倒装芯片观测到正面器件版图以及焊接凸点。如下图观测方法。
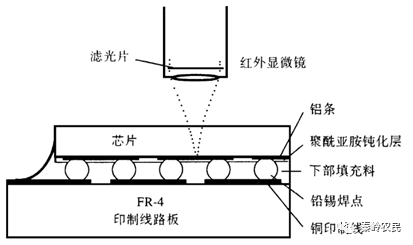
图24 倒装芯片中红外显微镜观测实验装置示意图
红外显微镜采用焦平面阵列探测器,能探测0.8um~2.4um波长范围内的红外线,同时,为了控制进入探测器的红外线波长范围,在探测器前放=有一个滤光片,可以选择使用不同中心波长的滤光片,以得到最佳的图像质量。如下图为红外显微镜下测倒装芯片中铝腐蚀模式
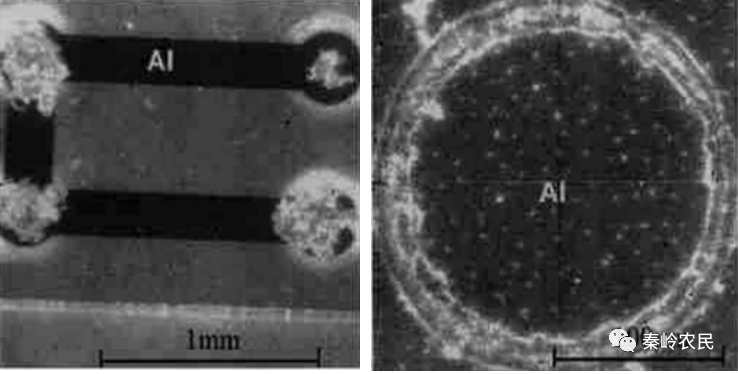
图25 红外显微镜下测倒装芯片中铝腐蚀模式
完成回流焊接及底部填充工艺后的产品常见缺陷有:焊点桥连 / 开路、焊点润湿不良、焊点空洞 /气泡、焊点开 裂/脆裂、底部填料和芯片分层和芯片破裂等。对于底部填充是否完整,填料内是否出现空洞,裂纹和分层现象,需要超声波扫描显微镜( C-SAM )或通过与芯片底面平行的 切片( Flatsection )结合显微镜才能观察到,这给检查此 类缺陷增加了难度。底部填充材料和芯片之间的分层往往发生在应力最大 器件的四个角落处或填料与焊点的界面
总结:倒装芯片在产品成本,性能及满足高密度封装等方面 体现出优势,它的应用也渐渐成为主流。由于倒装芯片的 尺寸小,要保证高精度高产量高重复性,这给我们传统的设备及工艺带来了挑战,具体表现在以下几个方面:
1. 基板(硬板或软板)的设计方面;
2 .组装及检查设备方面;
3 .制造工艺 ,芯片的植球工艺, PCB 的制造工艺, SMT 工艺;
4 .材料的兼容性图11 助焊剂浸蘸工艺
全面了解以上问题是成功进行倒装芯片组装工艺的基础

