

在科技飞速发展的当下,AI技术以惊人的速度席卷传统制造业,为其带来前所未有的变革。
今天,文档君将带你探索AI在工厂中的应用场景,揭开未来工厂的神秘面纱!
1
AI出现之前的制造业
在AI革命前,制造业已通过自动化实现效率飞跃,但仍局限于技术、管理和产业模式等多个层面:
关键设备与技术受制于人,高端数控机床、精密传感器等核心技术依赖进口。
研发、生产、供应链等系统数据未打通,形成“信息孤岛”。
规模化生产加剧全球性产能过剩,而企业无法低成本获取个性化需求数据,导致产品同质化严重,市场需求响应滞后。
2
AI在工厂中有哪些应用呢?
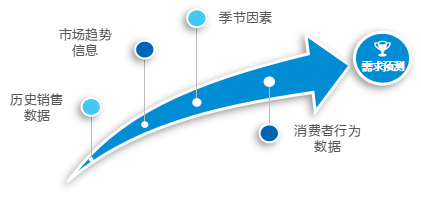
需求精准预测
在市场竞争日益激烈的当下,准确把握市场需求是企业保持竞争力的关键。AI技术依托大数据分析平台,收集并整合企业的历史销售数据、市场趋势信息、季节因素以及消费者行为数据等多维度信息,从而优化库存水平,减少积压和缺货的情况。
不仅如此,AI预测结果还能指导企业提前规划原材料采购,优化生产资源配置,减少生产成本,使企业能够迅速响应市场变化,占据市场先机。
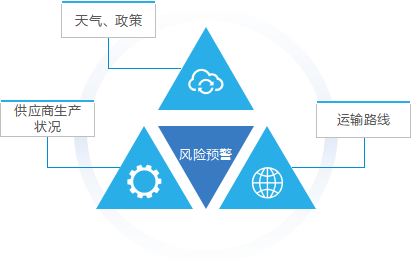
风险预警网络
供应链在运行过程中,面临着各种内外部风险,如自然灾害、供应商生产中断、物流延迟等。AI技术通过实时监测供应商动态、物流信息以及宏观环境数据,构建起一套全方位的风险预警网络。
以汽车制造行业为例,AI系统持续跟踪各地供应商的生产状况、运输路线以及当地的天气和政策变化。
一旦检测到可能影响供应链的风险因素,AI系统能够迅速分析风险影响程度,通过及时调整采购策略、优化物流路线,企业能够有效降低供应链中断风险,保障生产的连续性,减少潜在的经济损失。
复杂任务执行
在精密制造领域,对生产工艺的精度要求极高。AI赋能的视觉导航机器人凭借先进的视觉识别技术与精准的运动控制算法,能够自主完成精密装配、焊接等复杂任务。
同时,机器人还能通过自主学习适应复杂多变的产线环境,无论是不同型号产品的混线生产,还是产线布局的临时调整,都能迅速做出响应,确保生产的连续性与稳定性。
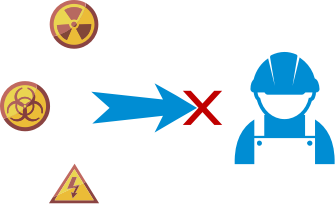
高危场景代替
在许多工业场景中,存在高温、辐射、有毒有害或密闭空间等危险环境,对操作人员的生命安全构成严重威胁。
AI机器人的出现,为解决这一难题提供了有效的解决方案。
例如在核电厂,辐射环境对人体危害极大,机器人能够在辐射区域内执行设备巡检、维修等任务,避免人员受到辐射伤害。
4
结语
AI在制造业的故事才刚刚开篇。未来,AI将以更敏捷、更智能的姿态,推动制造业突破想象边界,书写属于工业时代的全新传奇!让我们拭目以待吧。

