



博格华纳HVH270 X-pin电机定子 拍摄于上海车展
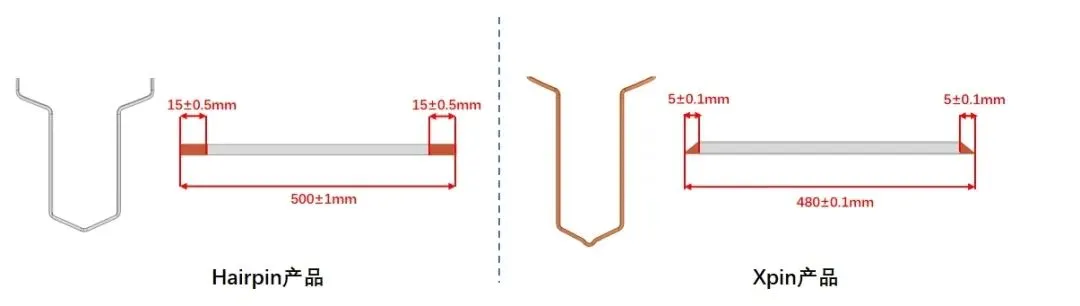
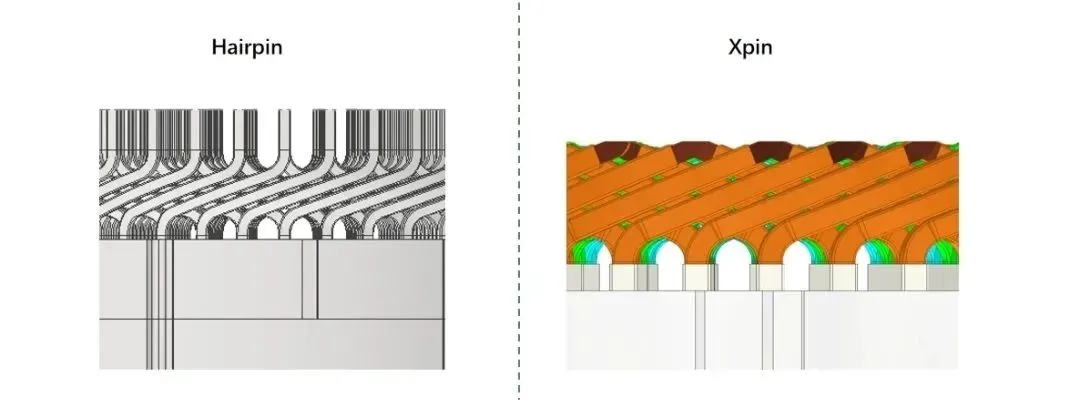
X-pin相对Hairpin扭头最大的变化点是取消了直线段,无法实现入桶扭转方式,并且因为无切平工艺,端部不是平面,如何实现扭转且扭转后的切面保持一致性是扭转的关键。
需要用全新的扭头工艺来保证扭头后的切面一致性,以及扭转回弹量的控制需要极高的设备精度以及算法补偿。
焊接方式
Hair-pin和X-pin的焊接方式有所不同。
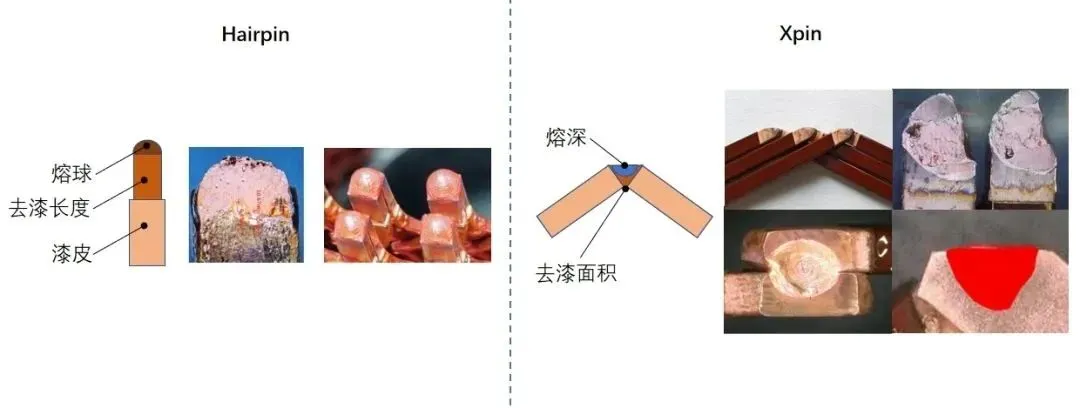
Hair-pin采用热熔焊,端部形成焊球,热影响区域较大,一般在8-10mm²左右,熔接面积为110%截面积作用,拉拔力一般800-1000N左右。
X-pin采用低温焊,端部不再形成焊球,需向下穿透,热影响区域要求小,熔接面积为80%截面积作用,拉拔力一般600-800N左右。
绝缘处理

Hair-pin采用浸渍漆+涂敷工艺即可保证绝缘性能及强度。
X-pin亦可采用浸渍漆+涂敷工艺,但X-pin的熔接面积及拉拔力相对于Hair-pin较低,所以绝缘处理方式建议采用强度更高的端部灌封工艺。这种工艺可以提高电机的绝缘性能和强度,同时也可以提高电机的可靠性。结语最后,X-pin电机相比Hair-pin电机具有更高的功率密度,生产工艺也相对简单,提高了电机的效率。
同时,因为生产工艺的减少,导致X-pin电机制造设备的难度增加,X-pin电机设备需要更高的精度控制和更严格的工艺要求。
总结
最后,X-pin电机相比Hair-pin电机具有更高的功率密度,生产工艺也相对简单,提高了电机的效率。
同时,因为生产工艺的减少,导致X-pin电机制造设备的难度增加,X-pin电机设备需要更高的精度控制和更严格的工艺要求。
随着“双碳”战略的实施,绿色消费成为居民消费新趋势,绿色低碳也成为汽车产业发展的重点方向,加快汽车产业向绿色转型的步伐。
在这个大背景下,新能源电机技术的不断发展和产线的不断优化,相信X-pin电机将成为未来新能源电机的新趋势。

扫描二维码|关注我们 ● 电动车千人会 ● | 扫码关注智能汽车 ● EVH1000智能汽车 ● |
欢迎加入新能源汽车产业交流群
关注公众号后台回复关键词“社群”
即可获取入群方式


