


摘要——本文报告了一种工作频率为52 GHz的表面声波(SAW)共振器,具有188的高品质因子(Q)和12.2 km/s的高相速度,标志着首个具有高Q值的毫米波(mmWave)SAW器件。该声波平台采用了转移到4H硅化碳(SiC)基板上的300 nm厚128Y铌酸锂(LN)薄膜。由于SiC的高刚度和声速,采用高相速度厚度剪切模式,使得频率得以显著缩放,且该模式被限制在LN-SiC堆叠结构中。12.2 km/s的高相速度接近4H SiC中的12.5 km/s纵波速度。该共振器实现了0.5%的电机械耦合(k²),12的3 dB串联共振Q(Qs),188的3 dB并联共振Q(Qp),以及最大Bode Q为154。随着进一步的开发,毫米波固装声学平台有望在信号处理、光机械和量子应用等领域实现广泛应用。
关键词——表面声波,薄膜器件,压电器件,铌酸锂,硅化碳,毫米波器件,转移薄膜
I. 引言
近年来,声学器件的频率缩放引起了越来越多的关注,尤其是将其操作扩展到毫米波(mmWave,30 GHz以上)频段[1, 2]。这一兴趣源自于对下一代无线通信系统[3, 4]、雷达技术[5]、光机械微系统[6, 7]和先进传感应用[8]中高频组件的需求。向毫米波频段的转变对于满足5G及未来技术中更高数据传输速率、更宽带宽以及更小型化器件的需求至关重要[9][10]。在各种声学器件中,表面声波(SAW)器件[11]因其紧凑的体积、低成本和优秀的可集成性,提供了一个有前景的解决方案——前提是它们能成功扩展到毫米波频率范围,而在这一频率范围内,传统的电子元件[12]会面临性能限制。然而,将SAW技术推向6 GHz以上[13, 14],更不用说进入毫米波频段,仍然是一个持续的挑战。
我们常见的键合技术 有硅玻璃键合 金金键合,金锡键合,金硅键合,临时键合等等 。但是当我们遇到一些需要低温键合,或者一些特殊材料时,或者应用场景时,上述键合方式很难满足一些特殊场景的应用,
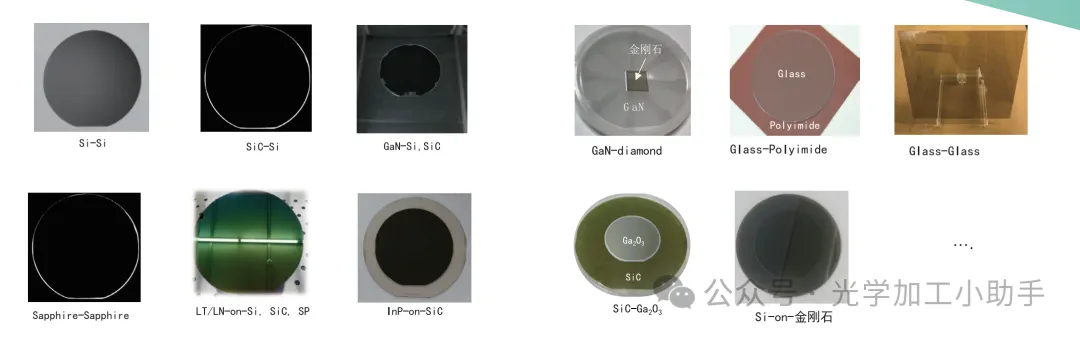
因此科学家提出了表面活化键合技术,这种技术 使键合技术所覆盖的材料范围更加广泛,比如
GaAs-SiC,InP-Diamond, LN-SiC,Si-Si,GaN-Dlamond,Sl-Diamond,蓝宝石-蓝宝石,金刚石-sic, sic-inp,sic-LN, ic-ga2o3,glass--glass,Si-SiC,Si-GaAs、GaAs- SiC、Si–SiC、SiC–SiC、Ge–Ge 、Al 2 O 3 -Al 2 O 3 ,GaP-InP, GaN-Si、LiNbO 3 -Al 2 O 3 、LiTaO 3 -Si and more(晶体,陶瓷,等等)
扩展的多材料的体系,将键合技术扩大了应用范围
*MEMS传感器 *光子集成电路 *半导体激光器
*功率器件 *3D封装 *异质集成
将SAW扩展到毫米波频段的主要障碍是其固有相速度(vp)有限。传统的SAW器件,例如在体积铌酸锂(LN)[15]或铌酸铝(LT)[16]基板上的瑞利模式[图1(a)],其相速度通常限制在约3500 m/s。因此,即使使用先进的光刻技术,如电子束光刻,制造出特征尺寸小至50 nm(相当于四分之一波长λ/4,即横向波长λ为200 nm)的叉指换能器(IDT),最大可达的工作频率仍然低于20 GHz[图1(c)]。进一步减小横向波长会导致过多的电气损耗,主要是由于狭窄长IDT结构中增加的线路电阻。
在过去十年中,为了实现更高的相速度(vp),同时保持高品质因子(Q)和电机械耦合系数(k²),已经开发了使用转移薄膜铌酸锂(LN)/铌酸铝(LT)并附加到载体基板上的新型SAW器件。
亮点
• 我们展示了一种工作频率为52 GHz的表面声波共振器(SAW),具有188的高3 dB并联共振品质因子(Q)和12.2 km/s的高相速度,属于首批毫米波(mmWave)SAW器件之一。
• 该声学平台采用了转移到4H硅化碳(SiC)基板上的铌酸锂(LN)薄膜,使得频率得以显著缩放,这得益于SiC的高刚度和声速。
• 随着进一步的发展,毫米波固装声学平台有望在毫米波信号处理、光机械和量子应用等领域实现广泛应用。
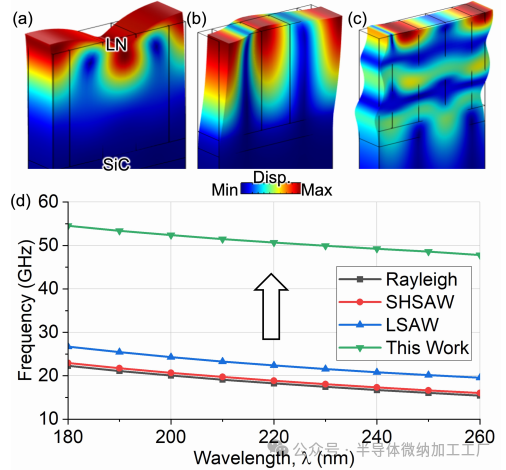
图1. 先前报道的LN-SiC平台上SAW的位移模式形状,使用与本研究相同的堆叠结构进行模拟,分别为:(a) 瑞利模式,(b) 剪切表面声波(SHSAW),(c) 长波表面声波(LSAW)。(d) 这些模式的色散关系与本研究中报告的高频模式的比较。
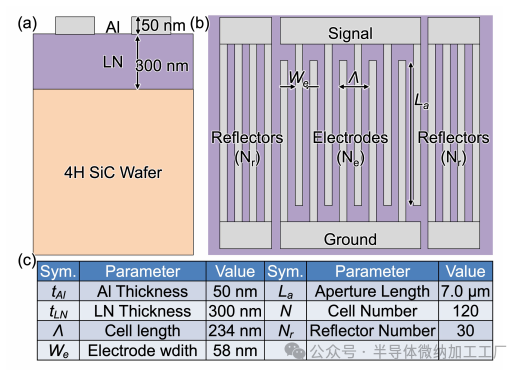
图2. 本研究中报告的毫米波SAW器件示意图,包括:(a) 横截面图和(b) 顶视图。(c) 关键参数的尺寸,已在示意图中标注。
这些基板包括多层基板,如硅上的二氧化硅[18, 19]、多层布拉格反射器[20, 21],以及高声速基板,如蓝宝石[22, 23]、石英[24, 25]和4H硅化碳(SiC)[26, 27]。使用异质基板有助于将声能限制在顶部的压电薄膜中,从而增强压电相互作用。具有潜力的声学模式包括剪切水平表面声波(SH-SAW)[28] [图1(b),相速度约为3-4000 m/s]和纵向表面声波(LSAW)[29] [图1(c),相速度约为5-6000 m/s]。使用相同的200 nm波长标准,SH-SAW和LSAW器件有可能在20-30 GHz频段工作,尽管超越这一频段的进一步缩放仍然具有挑战性。
最近,已经在薄膜铌酸锂(LN)[30, 31]、氮化铝(AlN)[32]和氮化钪铝(ScAlN)[33, 34]中演示了大幅频率缩放至毫米波(mmWave)。这种频率扩展是通过利用薄膜中的高阶厚度剪切或厚度延伸模式实现的,这使得在不需要超精细电极特征的情况下增加频率。如果类似的原理能够应用于SAW器件,则可以实现进一步的频率扩展,同时提供比悬浮式BAW器件更具机械强度的结构。
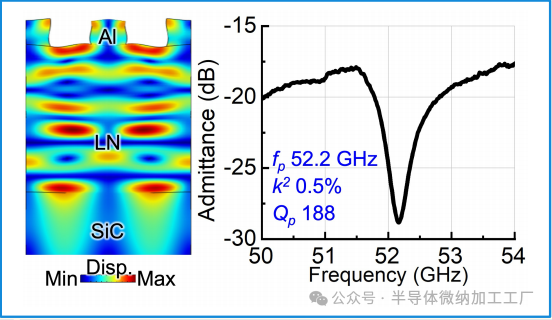
在本研究中,我们展示了一种工作频率为52 GHz的SAW共振器,具有188的高并联共振品质因子(Qp)和12.2 km/s的高相速度[图1(d)],标志着首个高Q毫米波SAW器件。该声学平台采用了转移到4H硅化碳(SiC)基板上的300 nm 128Y铌酸锂(LN)薄膜。通过高相速度的厚度剪切模式,使得该频率得以显著缩放,且该模式被限制在LN-SiC堆叠结构中,这得益于SiC基板的高刚度和声速。最近的研究报告指出,本文中观察到的模式是纵向泄漏SAW的高阶模式,其衰减是由于体波泄漏到支撑基板中[35]。该共振器在该高频下实现了0.5%的电机械耦合系数(k²),而第一共振瑞利模式在14.6 GHz时的k²为12%。随着进一步发展,这种毫米波固装声学平台有望为一系列应用打开大门,包括毫米波信号处理、光机械系统和量子技术。
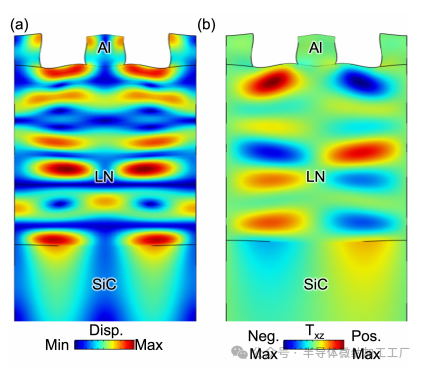
图3. (a) 报告中高频厚度剪切SAW在LN-SiC堆叠中的位移模式形状和 (b) 厚度剪切应力分量。
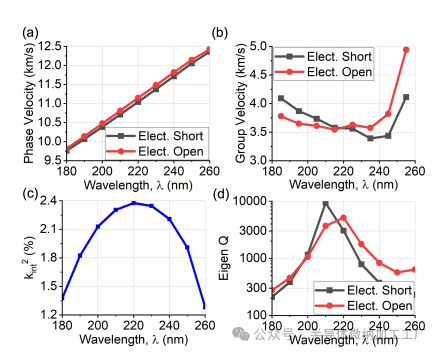
图4. 高频厚度剪切SAW的色散关系,包括:(a) 相速度,(b) 群速度,(c) 电机械耦合系数,(d) 本征模式品质因子。
II. 设计与仿真
所提议的SAW共振器结构如图2(a)所示,关键设计参数列在附表2(c)中。该堆叠结构由300 nm的128Y铌酸锂(LN)薄膜和4H硅化碳(SiC)基板组成,表面有50 nm的铝(Al)电极层。换能器设计采用典型的叉指换能器(IDT)结构,如图2(b)所示,反射器位于活跃电极区域的两侧,以限制声能。IDT的周期(Λ)为234 nm,电极宽度(Wₑ)为58 nm。该毫米波SAW设计包括每侧120个电极单元(N)和30对反射器(Nᵣ)。孔径长度(Lₐ)设计为7.0 µm,考虑了电气布线路损失和横向能量限制之间的权衡。
在工作过程中,IDT之间的交变电场激发了在LN-SiC堆叠中限制的高相速度厚度剪切模式,如图3(a)所示的位移模式形状所示。压电换能通过横向电场实现,该电场通过压电系数e15耦合到厚度剪切应力分量[Txz,见图3(b)]。这一系数在128Y铌酸锂的各个方向上是最大的,尤其沿材料的X轴。铌酸锂和4H硅化碳之间的高刚度和声速对比有助于限制声能,最小化损失。在厚度方向,声波强烈地限制在LN层内,而SiC的高声速提供了伪固定边界条件,其中衰减的振动在LN-SiC界面下指数衰减。这一特性促进了厚度剪切SAW模式在毫米波频率下的高效运行。该模式是从电极之间厚度方向应力反节点起算的第8阶谐波。
为了验证高频厚度剪切SAW模式的特性,使用COMSOL特征模式有限元分析(FEA)对图2中的单元格进行了分析,不包括电极。对电气和机械领域的左右边界应用了周期性边界条件。单元格的底部包括一个完美匹配层(PML)来模拟SiC基板,而顶部表面保持机械自由。电气边界条件被应用为电气开路或短路。电气短路边界条件下的特征频率色散曲线如图1(d)所示,显示出在200 nm左右波长下,工作频率超过50 GHz。这一结果显示与传统模式相比,SAW频率显著增强,突出了本文报告的高频模式在频率扩展方面的优越能力。需要注意的是,特征频率包括一个小的虚部,表示对基板的损失。然而,除了图4(d)中所示的特征Q分析外,特征频率的表征仅限于实部。需要指出的是,这里的高Q并未考虑材料的阻尼,预计在该频率下阻尼较高,但尚未得到充分研究。
接下来,相速度(vp)和群速度(vg)可以使用以下公式计算,其中f为频率,λ为波长:

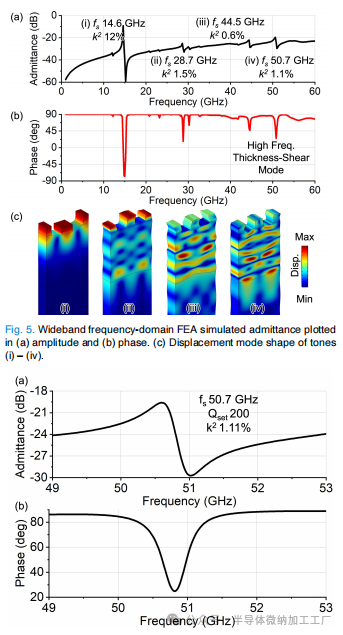
图6. 放大显示的高频厚度剪切模式SAW的有限元分析(FEA)模拟的导纳,分别以(a) 振幅和(b) 相位表示。
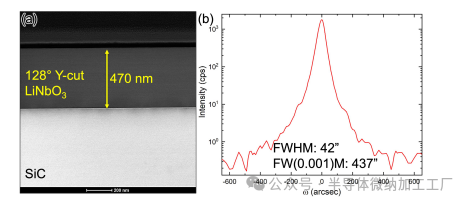
图7. 转移的LN-SiC堆叠分析,(a) 透射电子显微镜(TEM)和(b) X射线衍射(XRD)分析,显示出优异的薄膜质量。
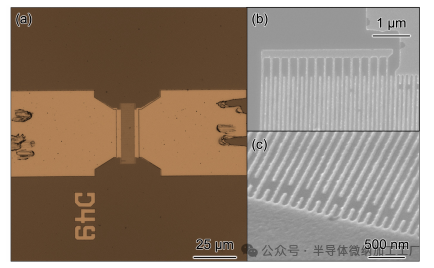
图8. 制备的毫米波SAW共振器,(a) 光学显微镜图像,以及聚焦于(b) 反射器和(c) 叉指电极的扫描电子显微镜(SEM)图像。
图4(a)和(b)中绘制了相速度和群速度的色散结果。在180 nm到260 nm的波长范围内,图4(a)中的相速度显示出超过10 km/s的高速,这对毫米波的SAW至关重要。无论是电气开路还是短路边界条件下,相速度的增加都反映了厚度剪切模式固有的高声速。图4(b)中的群速度表现出更复杂的行为,大部分波长范围内群速度小于4 km/s,表现出较慢的群速度。
电气开路情况下,在所有波长范围内相速度较高,这是由于压电加固效应,这可以用来计算固有的电机械耦合系数,量化电气与机械域之间的能量转换效率,按照Adler的方法[36],公式为:

其中,vopen 和 vshort 分别是电气开路和短路条件下的相速度。计算得到的值绘制在图4(c)中。在180 nm到260 nm的λ范围内,�#$% &值在λ约为220 nm时达到峰值,约为2%,表明在这个波长下压电层中的声能约束最佳。该峰值还表明,毫米波SAW设备应设计在此波长附近工作。
SAW性能的另一个重要参数是声能向基板的泄漏。与BAW情况不同,当不包括材料阻尼时,BAW模型是无损的,但能量泄漏可以通过PML发生,PML表示SiC基板。计算的特征Q使用特征频率的实部和虚部来评估这种损耗,公式为:

特征Q结果如图4(d)所示。较高的Q值表明能量向基板的损耗较低。对于电气开路和短路边界条件,特征Q都在约220 nm的λ处达到峰值。然而,需要注意的是,由于存在额外的损耗机制——例如LN、SiC和电极中的机械阻尼——在毫米波频段实验中实现这些内在的高Q值仍然具有挑战性。模拟的高Q值主要表明了低损耗和高耦合操作所需的模式特征。
此外,当λ降到190 nm以下或超过240 nm时,Q值显著降低,表明能量泄漏增大。特征Q和�#$% &峰值的重叠表明了一个最优的tLN/λ比率,该比率最大化了压电层内的能量约束,有助于高效的能量转化和减少能量泄漏。
随后,通过使用图2中的单元格,采用有限元分析(FEA)研究了频域性能,机械Q值设定为200。选择的横向波长为234 nm,接近分散模拟中最佳性能区域。图5(a)和(b)分别显示了幅度和相位的导纳响应。宽带响应展示了低频的Rayleigh模式和接近50 GHz的高频模式。模式形状如图5(c)所示,其中28 GHz、45 GHz和50 GHz的模式属于同一家厚度剪切高频SAW家族,但具有不同的厚度倍频次序。本研究集中于50 GHz频段。
图6(a)和(b)提供了50 GHz附近高频模式的放大视图,分别显示了幅度和相位的导纳。目标毫米波SAW模式的串联谐振频率(�.)为50.59 GHz。此外,感知的电机械耦合(�&)可以根据MBVD拟合模型计算为1.11%,如[37]中的图10所示,但未考虑电路中的电感和电阻,因为它们未在仿真中捕捉到。
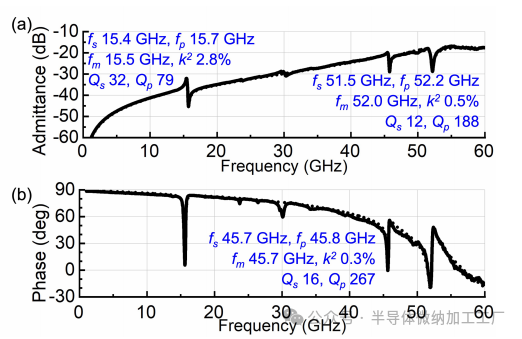
图9. 宽带测量的导纳,分别显示在(a)幅度和(b)相位图中,以及图10中描述的拟合曲线。
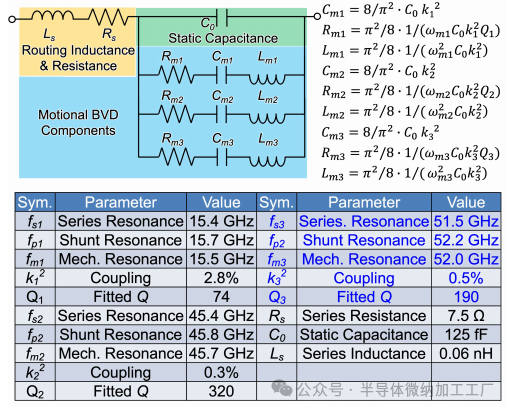
图10. 用于拟合毫米波SAW的模型,以及在15.5 GHz(雷利模式)、45.4 GHz和51.5 GHz的三个主要模式的提取关键参数。
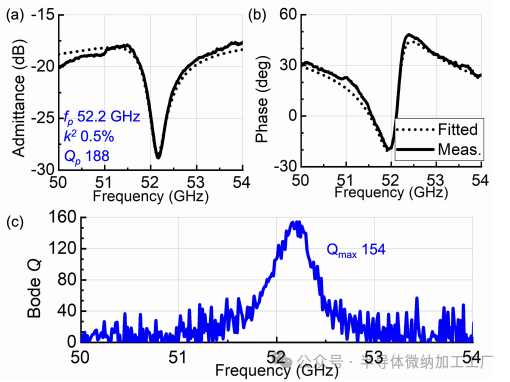
图11. 高频SAW的放大测量,分别绘制在(a)导纳幅度,(b)相位和(c)Bode Q。
Q值在大约220 nm的波长处达到峰值,对于电开路和短路边界条件均如此。然而,需要注意的是,由于存在额外的损耗机制——如LN、SiC和电极中的机械阻尼——在毫米波范围内实验实现这些内在的高Q值仍然具有挑战性。模拟得到的高Q值主要建议了低损耗和高耦合操作所需的模式特征。此外,当波长(λ)低于190 nm或超过240 nm时,Q值显著下降,表明能量泄漏增加。特征Q值和电-机械耦合系数(k²)的峰值重叠表明,存在一个最佳的tLN/λ比率,可以最大化能量在薄膜LN层内的约束,有助于高效的能量转换和减少能量泄漏。
随后,通过使用图2中的单位单元进行频域性能的有限元分析(FEA),将机械Q设置为200。横向波长选为234 nm,接近于从色散模拟中获得的最佳性能区域。导纳分别在图5(a)和(b)中绘制了幅度和相位的曲线。宽带响应展示了低频Rayleigh模式和接近50 GHz的高频模式。图5(c)中绘制了模式形状,其中28 GHz、45 GHz和50 GHz的模式属于相同的厚度剪切高频SAW家族,但具有不同的厚度倍频次序。本研究重点关注50 GHz的频率。
图6(a)和(b)提供了接近50 GHz的高频模式的放大视图,分别显示了导纳的幅度和相位。目标的毫米波SAW模式展现了50.59 GHz的串联共振频率(f₀)。此外,感知的电-机械耦合系数(k²)可以通过MBVD拟合模型计算为1.11%,如[37](图10)所示,但没有包含路由电感和电阻,因为这些未在仿真中考虑。
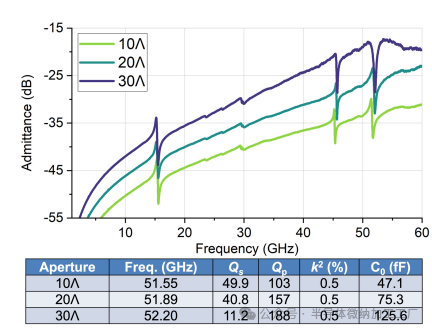
图12. 高频SAW器件的宽带导纳测量,门宽从10到30个单元长度(Λ)变化,并提取了关键参数。
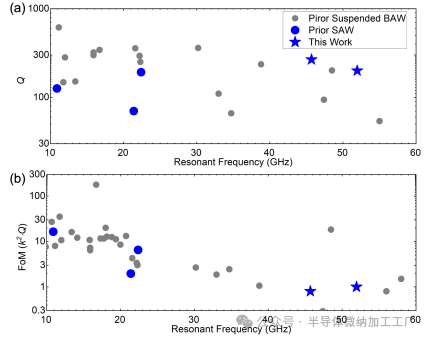
图13. 与现有技术的比较:(a) Qp 和 (b) FoM。
III. 制造与测量
高频SAW谐振器是建立在转移的128° Y切LN薄膜上,薄膜与4H-SiC基板结合,由NGK Insulators Inc.提供。我们首先使用470 nm厚度的LN,然后通过离子束辅助氩气簇修剪技术将其修剪至300 nm [38]。在修剪之前,LN/SiC晶圆的横截面图像如图7(a)所示,使用高分辨率透射电子显微镜(TEM)拍摄,显示了LN和SiC层之间的高质量结合。材料表征使用高分辨率X射线衍射(XRD)进行,结果如图7(b)所示。摆动曲线的半高宽(FWHM)仅为42弧秒,表明转移的LN薄膜具有优异的晶体质量。这确认了LN/SiC异质结构具有优越的结构完整性,对于向更高频率扩展的低损耗高性能SAW谐振器至关重要。
制造过程使用了多步骤的电子束光刻(EBL)和剥离工艺,以确保50 nm厚的铝IDT电极和额外的300 nm厚铝总线在探针垫区域的精确图案化。所制造的毫米波SAW谐振器如图8所示,展示了设备的整体结构。图8(a)中的光学图像展示了完整的设备布局,而图8(b)和8(c)中的扫描电子显微镜(SEM)图像则聚焦于反射器和IDT结构。SEM图像中可见的精细电极图案突出显示了制造工艺的精密度。
使用Keysight矢量网络分析仪(VNA)在空气中以VNA输出功率-15 dBm进行谐振器的测量。谐振器的宽带和放大后的导纳和相位响应分别展示在图9(a)-(b)和图11(a)-(b)中。结果通过修改的巴特沃斯-范·戴克(MBVD)电路模型进行拟合,该模型包括来自布线电感Ls的额外电感效应以及串联电阻Rs,如图10所示。与传统的MBVD模型不同,这种拟合方法捕捉了更高频的电磁谐振,特别是超过50 GHz的频率,其中电感效应和静态电容C0对电磁(EM)谐振产生了贡献。
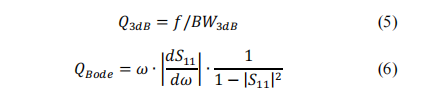
提取了三种主要模式,包括机械谐振频率fm在15.5 GHz(瑞利模式)、45.7 GHz和52.0 GHz。请注意,由于存在自电感,提取的机械谐振频率fm和串联谐振频率fs(导纳最大点)位于不同的频率。例如,串联频率fs分别位于15.4 GHz、45.4 GHz和51.5 GHz。同时,旁路频率fp(阻抗最大点)分别位于15.7 GHz、45.8 GHz和52.2 GHz。在这里,我们使用提取的机械谐振频率fm来命名每个模式。首先,使用3dB方法评估在频率f_0和f_max下的品质因子(Q),然后使用Bode-Q(�2345)方法提取最大Q(Q_max),计算方法参考[39, 40]。
k2 然后通过图10中的MBVD拟合提取。对于52.0 GHz的谐振,提取的k2为0.5%,3-dB串联品质因子Qs为12,3-dB并联品质因子Qp为188。类似地,45.7 GHz的谐振显示k2为0.3%,Qs为16,Qp为267。这些谐振是通过基于MBVD模型拟合曲线提取的,拟合参数总结在图10的插图表中。请注意,我们报告的是提取的k2,因为通过串联和旁路谐振计算得到的感知k2倾向于夸大性能,这是由于自电感效应的影响。
图11(a) 和 (b) 绘制了 52.0 GHz 高频谐振的放大导纳和相位响应,其中测量数据与拟合曲线叠加,表现出良好的一致性。图11(c) 显示了 52.0 GHz 模式的 Bode 品质因子
在最近的一项研究中,在更薄的 LN 层中发现了相似的低阶厚度模态,其
另一个关键研究方向是不同开口宽度下
随后,我们将该器件与先前的 SAW 研究 [14, 43, 44] 以及近期的悬浮 BAW 谐振器 [1, 2, 34, 45-50] 进行了比较。图 13(a) 绘制了谐振频率与
图 13(b) 比较了品质因子 (FoM =
此外,本研究尚未涉及的一个关键因素是金属材料和厚度的优化选择 [51, 52]。电极的存在会影响声波在表面附近的约束,而特定波长范围内的强约束能力是本研究的本征分析所揭示的关键现象。这种约束能力最终决定了该模式可实现的
我们展示了一种工作在 52 GHz 的 SAW 谐振器,其并联品质因子
这些研究结果凸显了 LN-SiC SAW 平台的潜力,可用于毫米波信号处理、光力学和量子技术等多种应用。
转自:半导体微纳加工工厂
© 滤波器 微信公众号

