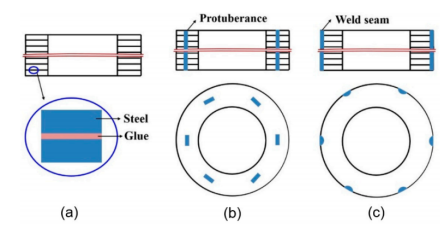
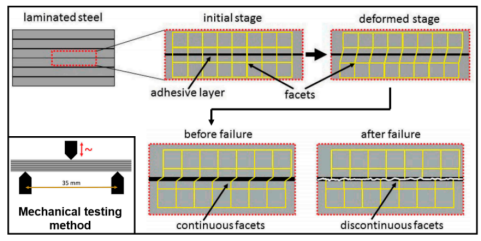
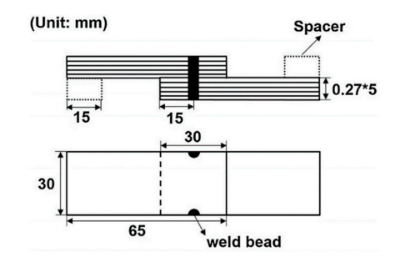
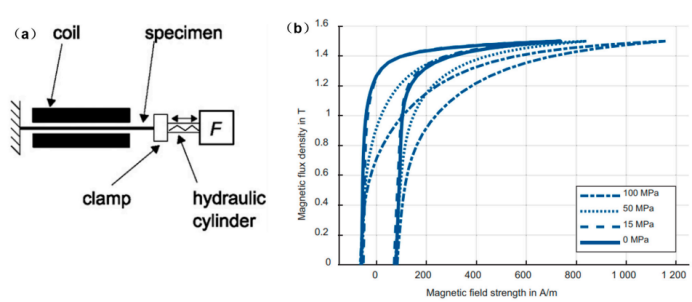
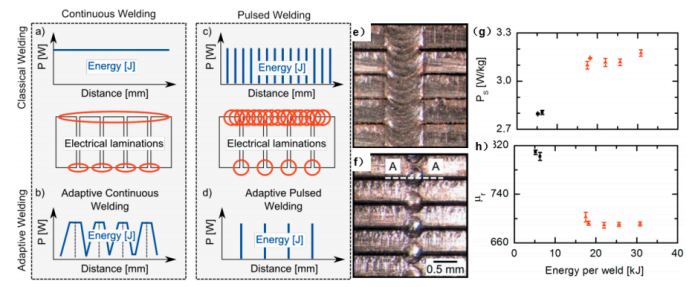
图3 评估熔焊铁心的搭接强度的试样示意图
在试样两侧对称设置焊缝,以保持平衡
扫描二维码|关注我们
● 电动车千人会 ●
扫码关注智能汽车
● EVH1000智能汽车 ●
欢迎加入新能源汽车产业交流群
关注公众号后台回复关键词“社群”
即可获取入群方式
【免责声明】文章为作者独立观点,不代表电动车千人会立场。如因作品内容、版权等存在问题,请于本文刊发30日内联系电动车千人会进行删除或洽谈版权使用事宜