作为新能源汽车三大核心部件之一的驱动电机,必须持续提高动力输出,不断降低生产成本,方能有效满足购车者对所选爱车低价高配的需求。也只有这样,新能源汽车销量才会持续猛增。
驱动电机是新能源汽车的动力源,类似常规燃油汽车的发动机。
它主要由转子总成、定子总成、电机壳、前/后端盖、变速箱、旋变组件及冷却水道等元器件组成,如图1所示。
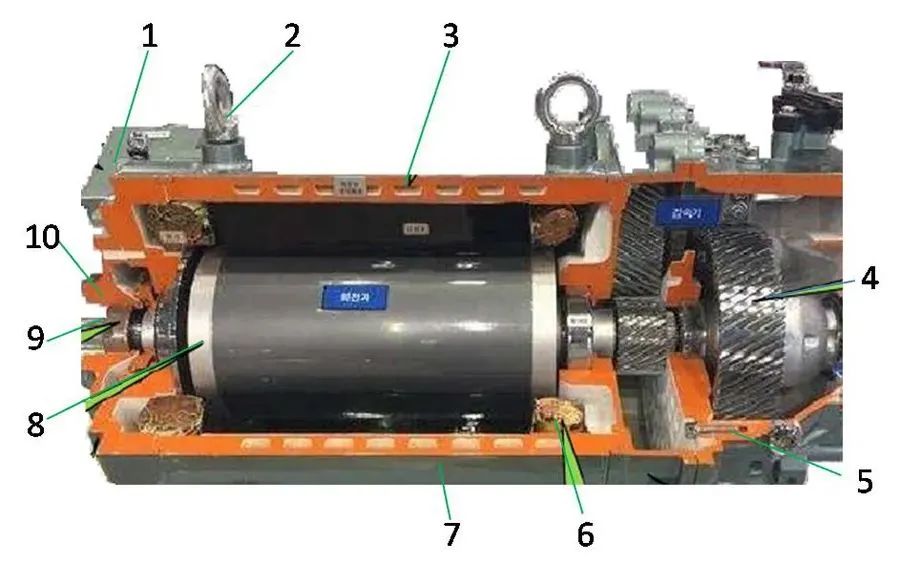 图1 新能源汽车电机的结构示意 1-动力接头 2-吊环螺钉 3-冷却水道4-变速箱 5-前端盖 6-定子总成 7-电机壳 8-转子总成 9-旋变组件 10-后端盖
图1 新能源汽车电机的结构示意 1-动力接头 2-吊环螺钉 3-冷却水道4-变速箱 5-前端盖 6-定子总成 7-电机壳 8-转子总成 9-旋变组件 10-后端盖
新能源汽车推向市场以来,用过的驱动电机形式有直流电机、异步电机、永磁同步电机和开关磁阻电机等。
这些电机受其转速范围、功率密度、可靠性、制造成本等因素的影响,有的成为汽车新能源主流首选部件,有的被列为新生代储备件,有的则被淘汰。新能源汽车的电机形式及性能比较,见下表——
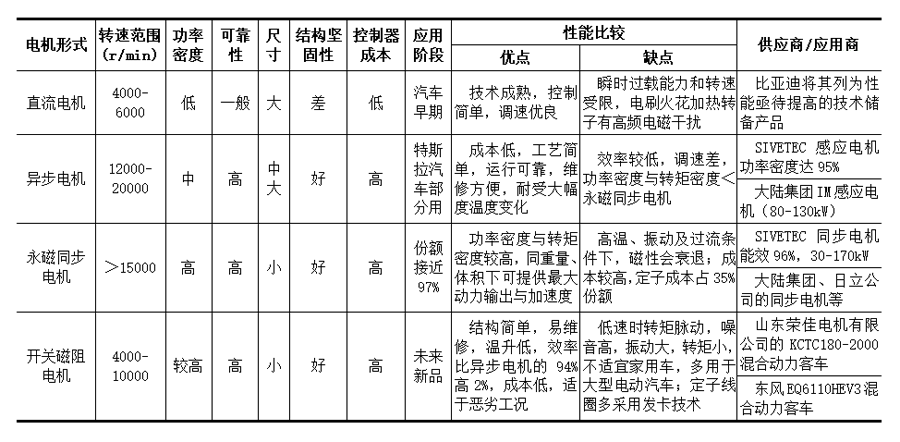 表 新能源汽车的电机形式及性能比较
表 新能源汽车的电机形式及性能比较
新能源汽车永磁同步电机的定子总成涉及线圈、铁芯、齿极和机壳等组件,如图2所示。
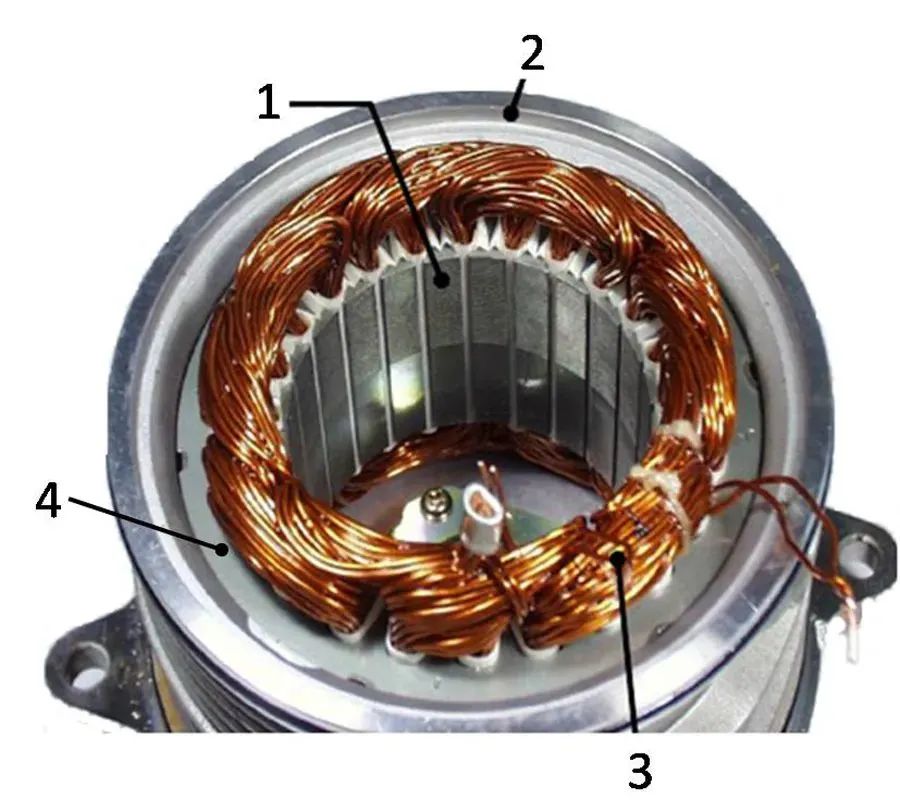 图2 新能源汽车永磁同步电机的定子总成示意 1-齿极 2-机壳 3-线圈 4-铁芯
图2 新能源汽车永磁同步电机的定子总成示意 1-齿极 2-机壳 3-线圈 4-铁芯
据统计,定子总成约占永磁电机成本的35%。再者,新能源汽车个性化定制需求愈来愈大,多数车型处于中小批量状态,配装的永磁电机呈现结构多变、性能宽泛、订单急切及定子直径不等(80-400mm)的小众化现象。
由此,高成本的定子总成生产不可继续沿用传统制造方案,而是采用发卡技术、数字技术和信息技术等手段,提高定子产线的柔性度、集成度与高效率,进而减少空间占用、缩短交付周期及降低生产成本。
定子总成的工艺路线
定子总成的通常工艺路线,如图3所示。该路线未涉及机壳内孔的机械加工及定子铁芯的冲压叠铆整形和焊接处理。
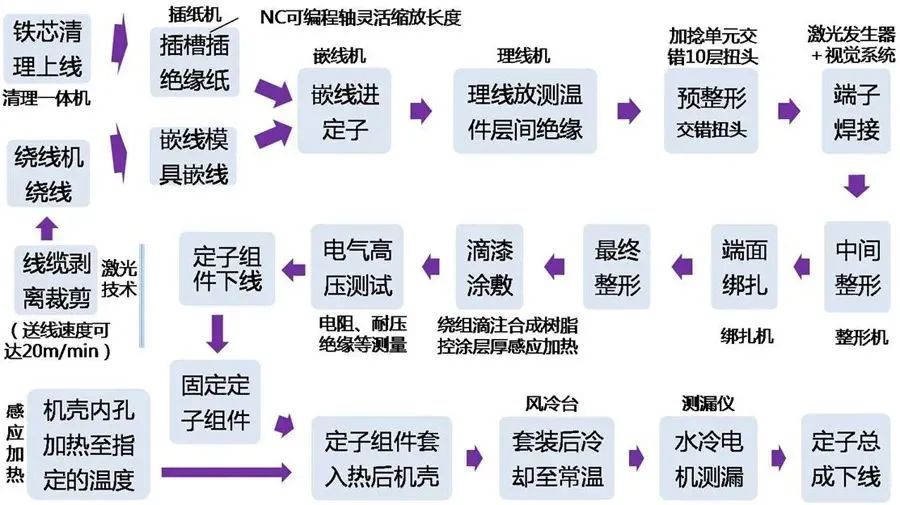 图3 定子总成的通常工艺路线
图3 定子总成的通常工艺路线
定子总成的制造
分析定子总成的通常工艺路线可知,永磁电机的定子需经组件制作及后续套入机壳内孔两大阶段,方可成为一套合格的完整总成器件;
所用装备涉及工控性质的清理机、嵌线机、理线机、绑扎机等,也有激光技术的裁剪机、焊接机,还有伺服轴定位的插纸机、加热机、整形机和套装机,更有易燃易爆的浸漆、烘干设备,如图4所示。
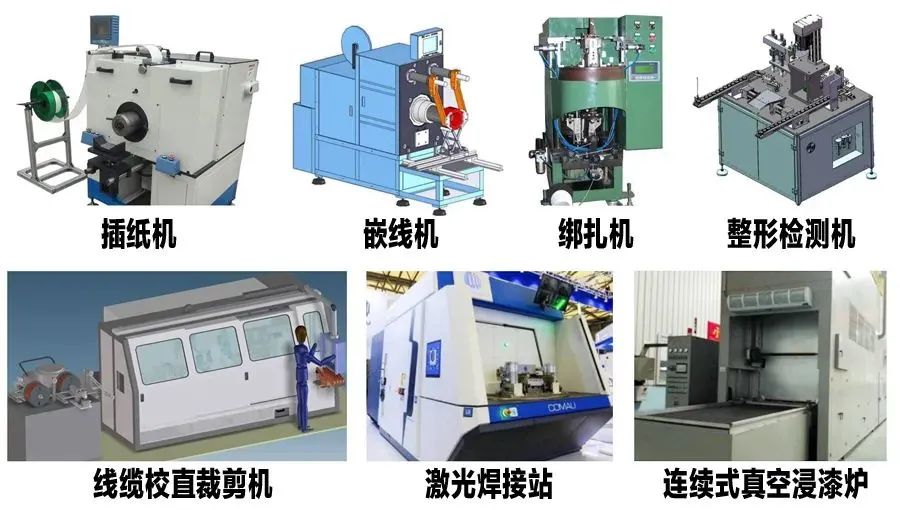 图4 定子总成制造所用装备示意
图4 定子总成制造所用装备示意
作业设备多、投资数额大、工序流转长、占地面积广、产品切换慢、机壳薄壁减材加工,这些是定子总成制造路线的显著特点。
在瞬息万变的个性化市场时代,电机制造商应:
- 采用互联网进行零件信息、产线状态、在线实控、订单分发等数据采集分析;
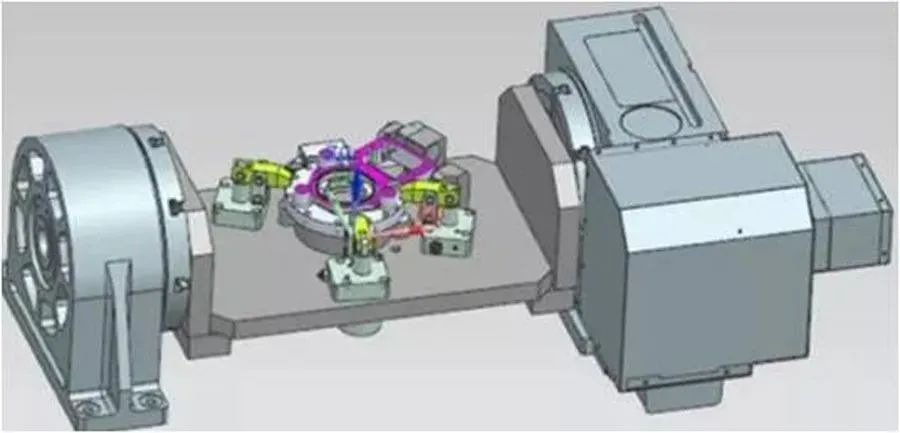
- 采用液/气压自定心快换多工位夹具(见图5)进行减材件的快速夹松;
以此实现定子制造的降本控制,短期内快速换型完成小批量电机的制造,表面粗糙度和圆度分别不超过Ra1.6μm与8μm。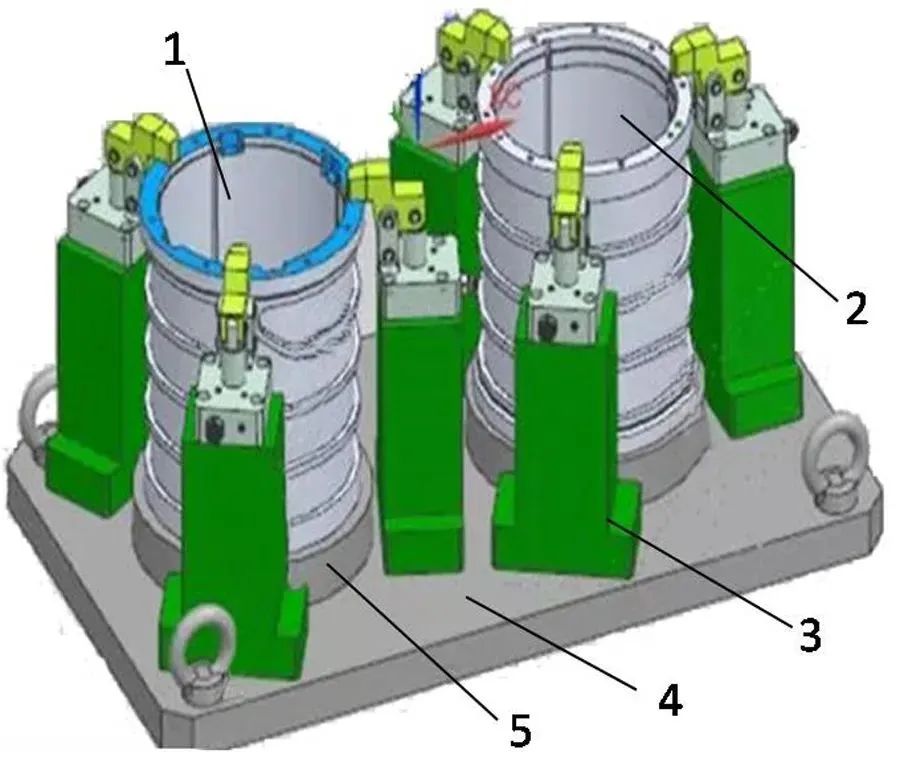 图5 电机壳减材用液/气压自定心快换多工位夹具示意 1、2-电机壳 3-夹松结构 4-夹具底座 5-定位支承近年,包括特斯拉Model 3在内,几乎所有EV和HEV都装用内置式永磁体同步磁阻电机(IPMSynRM)。这类电机的转子总成主要由转子轴、转子铁芯、永磁体(又称磁钢)及其前后挡板等件构成,如图6所示。
图5 电机壳减材用液/气压自定心快换多工位夹具示意 1、2-电机壳 3-夹松结构 4-夹具底座 5-定位支承近年,包括特斯拉Model 3在内,几乎所有EV和HEV都装用内置式永磁体同步磁阻电机(IPMSynRM)。这类电机的转子总成主要由转子轴、转子铁芯、永磁体(又称磁钢)及其前后挡板等件构成,如图6所示。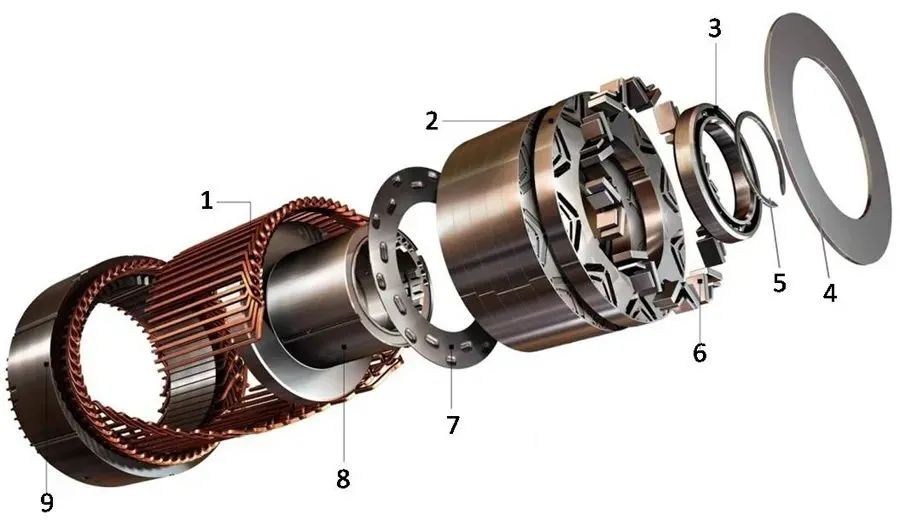 图6 永磁同步磁阻电机的转子总成爆炸示意 1-发卡定子线圈 2-转子铁芯截面 3-轴承 4-永磁体前挡板 5-止动垫圈 6-永磁体 7-永磁体后挡板 8-转子轴 9-定子铁芯不同厂商的IPMSynRM在技术上各不相同,主要是永磁体的尺寸、位置、形状和数量等方面的差异。从原理、设计到制作的每一环节,任意一个小变化,特斯拉、BBA、丰田、本田等厂商均会进行多频次的软件仿真和硬件测试,形成独有的核心知识产权。菲索玛特Felsomat公司采用模块化的智能制造集成化方案,创新转子设计,通过软件获取铁芯的合成磁场图,改善铁芯角度和永磁形式,优化工艺路线,进行数字化切削、自动化装配及数据化分析,使电机转子经内置永磁和V形开槽对应产生永磁转矩与磁阻转矩,最终实现电机低速的最大转矩角和高速工况的弱磁。转子总成的通常工艺路线,如图7所示。转子轴减材制造涉及外圆和台阶的车削与磨削,花键的滚切,键槽的铣削,内圆的车削与镗削,螺栓孔的钻、扩、攻及倒角等。
图6 永磁同步磁阻电机的转子总成爆炸示意 1-发卡定子线圈 2-转子铁芯截面 3-轴承 4-永磁体前挡板 5-止动垫圈 6-永磁体 7-永磁体后挡板 8-转子轴 9-定子铁芯不同厂商的IPMSynRM在技术上各不相同,主要是永磁体的尺寸、位置、形状和数量等方面的差异。从原理、设计到制作的每一环节,任意一个小变化,特斯拉、BBA、丰田、本田等厂商均会进行多频次的软件仿真和硬件测试,形成独有的核心知识产权。菲索玛特Felsomat公司采用模块化的智能制造集成化方案,创新转子设计,通过软件获取铁芯的合成磁场图,改善铁芯角度和永磁形式,优化工艺路线,进行数字化切削、自动化装配及数据化分析,使电机转子经内置永磁和V形开槽对应产生永磁转矩与磁阻转矩,最终实现电机低速的最大转矩角和高速工况的弱磁。转子总成的通常工艺路线,如图7所示。转子轴减材制造涉及外圆和台阶的车削与磨削,花键的滚切,键槽的铣削,内圆的车削与镗削,螺栓孔的钻、扩、攻及倒角等。
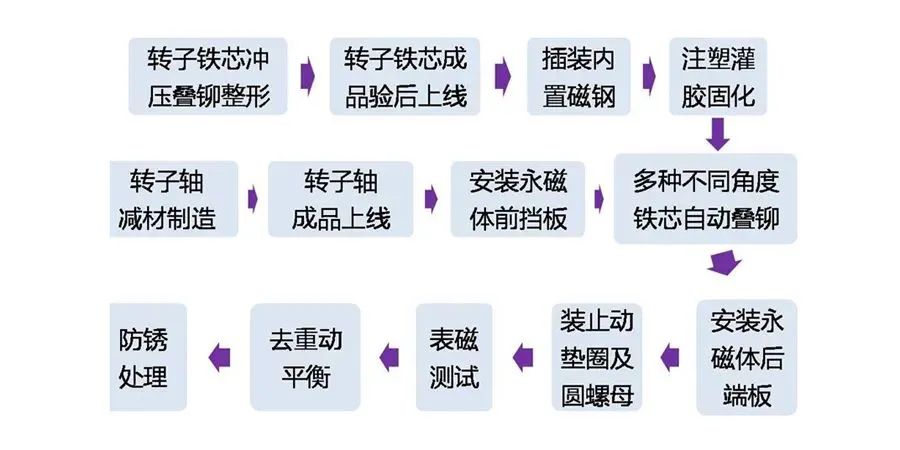 图7 转子总成的通常工艺路线表磁测试涉及磁极数、极性、磁极峰值、角度、面积、宽度和半宽高等参数检测。历史数据表明,在永磁电机制造中,原材料成本和加工成本占电机成本的绝大部分。其中,钕铁硼等稀土材料的永磁体成本约占总成本的44.9%,钢材和铜绕组结合的定子铁芯成本占17.4%,镁铝合金材质机壳和钢质转子的成本分别占12.8%与7.5%。一旦原材料价格上浮和用工成本增大,永磁电机成本势必增加,新能源汽车售价必会随之浮动。因此,国内电机供应商可借鉴欧美、日韩企业电机降本的有效措施,使电机产品具有集成化、轻量化、个性化的耐用、低价、安全特点,从而使电驱动系的峰值功率密度和连续功率密度可在2020年4kW/kg与2.2kW/kg的基础上连续倍增。
图7 转子总成的通常工艺路线表磁测试涉及磁极数、极性、磁极峰值、角度、面积、宽度和半宽高等参数检测。历史数据表明,在永磁电机制造中,原材料成本和加工成本占电机成本的绝大部分。其中,钕铁硼等稀土材料的永磁体成本约占总成本的44.9%,钢材和铜绕组结合的定子铁芯成本占17.4%,镁铝合金材质机壳和钢质转子的成本分别占12.8%与7.5%。一旦原材料价格上浮和用工成本增大,永磁电机成本势必增加,新能源汽车售价必会随之浮动。因此,国内电机供应商可借鉴欧美、日韩企业电机降本的有效措施,使电机产品具有集成化、轻量化、个性化的耐用、低价、安全特点,从而使电驱动系的峰值功率密度和连续功率密度可在2020年4kW/kg与2.2kW/kg的基础上连续倍增。- 转子轴和支承零件等采用耐磨非金属材料替代,以降低系统总重和成本;
- 探索应用新型材料,如覆盖巴克明斯特富勒烯分子的钴薄膜,以解决稀土资源的匮乏及开采中的毒副作用和环境破坏问题;
- 通过优化电机结构,如极槽比、齿槽比、裂比等,提高材料利用率;
- 重置工艺路线,去库存,优流程,省资源,除内耗,提效益;
- 引入金属3D打印,取代流程长、设备多、固资大的生产线;
- 加大自动装配和柔性切削覆盖度,在磁钢插装、零件装卸、表磁测试、塑胶固化等环节全部采取机器人操作,转子轴、挡板、垫圈、端盖和变速器底壳等件的加工在自动化产线上完成(见图8),通过减少残次废品和提高班产量来降低单件成本等。
 1-电机端盖
1-电机端盖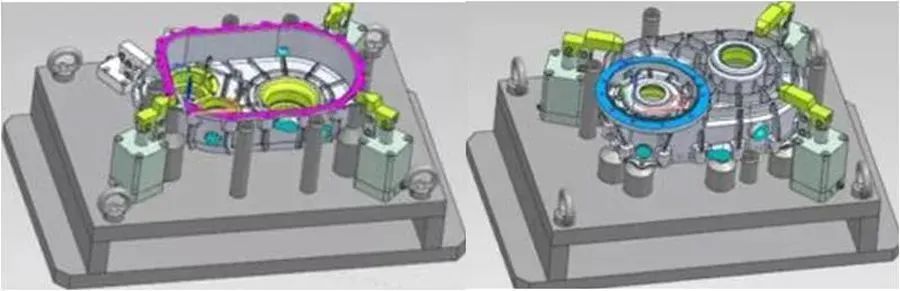 2-变速器底壳 图8 柔性切削下电机端盖和变速器底壳的快速装夹示意相信很多数控装备运维者都看过FANUC工厂伺服电机生产、装配、测试、包装一条龙的无人制造视频,如下图所示。通过生产设备网络化搭建车间物联网、生产数据可视化进行生产决策、生产文档无纸化助力高效绿色制造、生产过程透明化实现中枢神经总控、生产现场无人化提高产量和质量,FANUC公司实现了月生产伺服电机18万台、销售额占世界市场50%、日本国内市场70%的业绩突破。建议国内电机供应商参考借鉴FANUC公司建厂、建线经验,吸收其在效率发挥、业务拓展、人事优化、财务管理等方面的精髓,打造定转子合装测试(见图10)无人车间,通过深度学习、网络搭建、聚智创新、协同配售、精准营销等手段,实现永磁电机基于操作智能、运营智能和商业智能三个层次的全流程化经销,从而在阔步腾飞的新能源汽车市场上分得一杯羹。
2-变速器底壳 图8 柔性切削下电机端盖和变速器底壳的快速装夹示意相信很多数控装备运维者都看过FANUC工厂伺服电机生产、装配、测试、包装一条龙的无人制造视频,如下图所示。通过生产设备网络化搭建车间物联网、生产数据可视化进行生产决策、生产文档无纸化助力高效绿色制造、生产过程透明化实现中枢神经总控、生产现场无人化提高产量和质量,FANUC公司实现了月生产伺服电机18万台、销售额占世界市场50%、日本国内市场70%的业绩突破。建议国内电机供应商参考借鉴FANUC公司建厂、建线经验,吸收其在效率发挥、业务拓展、人事优化、财务管理等方面的精髓,打造定转子合装测试(见图10)无人车间,通过深度学习、网络搭建、聚智创新、协同配售、精准营销等手段,实现永磁电机基于操作智能、运营智能和商业智能三个层次的全流程化经销,从而在阔步腾飞的新能源汽车市场上分得一杯羹。 图10 定转子合装测试参考路线新能源汽车个性化定制愈来愈强,购车者不再局限于座椅舒适、音效动感、外饰流线、天窗全景、雷达泊车等功能喜好,更多地追求制动防抱死、车身防翻滚、上坡辅助、陡坡缓降、续航持久,以及驱动电机的最大输出功率、最大转矩、最高车速和百公里加速时间等性能。配置一旦选定,余下的就是交易价格和售服保养了。如果车企的电机利润幅度大,那么定额优惠下的成交几率便大大增加。这也就是三电之一的驱动电机部件全面实施智能制造的必要体现。
图10 定转子合装测试参考路线新能源汽车个性化定制愈来愈强,购车者不再局限于座椅舒适、音效动感、外饰流线、天窗全景、雷达泊车等功能喜好,更多地追求制动防抱死、车身防翻滚、上坡辅助、陡坡缓降、续航持久,以及驱动电机的最大输出功率、最大转矩、最高车速和百公里加速时间等性能。配置一旦选定,余下的就是交易价格和售服保养了。如果车企的电机利润幅度大,那么定额优惠下的成交几率便大大增加。这也就是三电之一的驱动电机部件全面实施智能制造的必要体现。EVH原创文章
1.东风智新新一代新能源驱动系统开发技术及应用
2.主流新能源电驱系统传动设计剖析
3.深度解析制动能量回收系统的控制原理
4.主流主机厂混动增程之发电系统连接设计方案
5.2024年奇瑞新一代鲲鹏3DHT混动技术深度剖析
欢迎加入新能源汽车产业交流群
关注公众号后台回复关键词“社群”
即可获取入群方式
【免责声明】文章为作者独立观点,不代表电动车千人会立场。如因作品内容、版权等存在问题,请于本文刊发30日内联系电动车千人会进行删除或洽谈版权使用事宜







