


点击上方蓝字关注我们

电子元器件应用合集

变压器的最基本型式,包括两组绕有导线之线圈,并且彼此以电感方式称合一起。当一交流电流(具有某一已知频率)流于其中之一组线圈时,于另一组线圈中将感应出具有相同频率之交流电压,而感应的电压大小取决于两线圈耦合及磁交链之程度。
一般指连接交流电源的线圈称之为「一次线圈」(Primamary coil);而跨于此线圈的电压称之为「一次电压.」。在二次线圈的感应电压可能大于或小于一次电压,是由一次线圈与二次线圈问的「匝数比」所决定的。因此,变压器区分为升压与降压变压器两种。
大部份的变压器均有固定的铁心,其上绕有一次与二次的线圈。基于铁材的高导磁性,大部份磁通量局限在铁心里,因此,两组线圈藉此可以获得相当高程度之磁耦合。在一些变压器中,线圈与铁心二者间紧密地结合,其一次与二次电压的比值几乎与二者之线圈匝数比相同。因此,变压器之匝数比,一般可作为变压器升压或降压的参考指标。由于此项升压与降压的功能,使得变压器已成为现代化电力系统之一重要附屑物,提升输电电压使得长途输送电力更为经济,至于降压变压器,它使得电力运用方面更加多元化,吾人可以如是说,倘无变压器,则现代工业实无法达到目前发展的现况。
电子变压器除了体积较小外,在电力变压器与电子变压器二者之间,并没有明确的分界线。一般提供6OHz电力网络之电源均非常庞大,它可能是涵盖有半个洲地区那般大的容量。电子装置的电力限制,通常受限于整流、放大,与系统其他组件的能力,其中有些部份属放大电力者,但如与电力系统发电能力相比较,它仍然归属于小电力之范围。
各种电子装备常用到变压器,理由是:提供各种电压阶层确保系统正常操作;提供系统中以不同电位操作部份得以电气隔离;对交流电流提供高阻抗,但对直流则提供低的阻抗;在不同的电位下,维持或修饰波形与频率响应。「阻抗」其中之一项重要概念,亦即电子学特性之一,其乃预设一种设备,即当电路组件阻抗系从一阶层改变到另外的一个阶层时,其间即使用到一种设备-变压器。
对于电子装置而言,重量和空间通常是一项努力追求之目标,至于效率、安全性与可靠性,更是重要的考虑因素。变压器除了能够在一个系统里占有显著百分比的重量和空间外,另一方面在可靠性方面,它亦是衡量因子中之一要项。因为上述与其他应用方面的差别,使得电力变压器并不适合应用于电子电路上。
变压器制作原理:
在发电机中,不管是线圈运动通过磁场或磁场运动通过固定线圈,均能在线圈中感应电势,此两种情况,磁通的值均不变,但与线圈相交链的磁通数量却有变动,此为互感应原理.变压器就是一种利用电磁互感应,变换电压,电流和阻抗的器件。
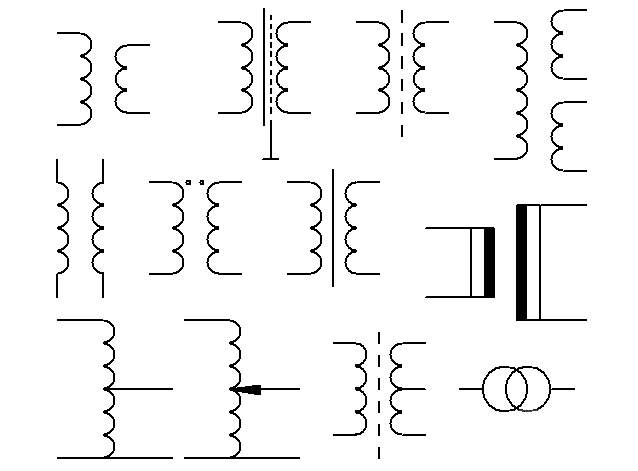
在电路中,变压器表示符号为:
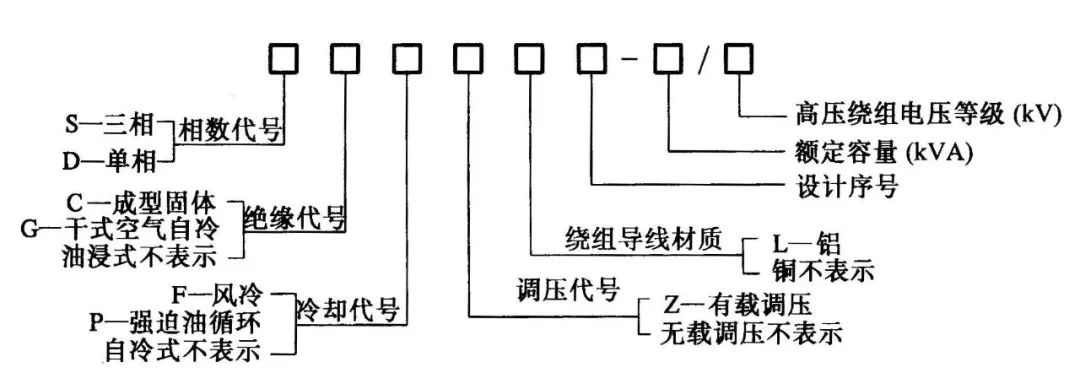
变压器的技术参数:
对不同类型的变压器都有相应的技述要求,可用相应的技述参数表示.如电源变压器的主要技述参数有:额定功率、额定电压和电压比、额定频率、工作温度等级、温升、电压调整率、绝缘性能和防潮性能,对于一般低频变压器的主要技述参数是:变压比、频率特性、非线性失真、磁屏蔽和静电屏蔽、效率等。
•电压比:
变压器两组线圈圈数分别为N1和N2,N1为初级,N2为次级.在初级线圈上加一交流电压,在次级线圈两端就会产生感应电动势.当N2>N1时,其感应电动势要比初级所加的电压还要高,这种变压器称为升压变压器:当N2
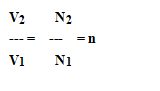
式中n称为电压比(圈数比).当n<1时,则N1>N2,V1>V2,该变压器为降压变压器.反之则为升压变压器。
•变压器的效率:
在额定功率时,变压器的输出功率和输入功率的比值,叫做变压器的效率,即式中η为变压器的效率;P1为输入功率,P2为输出功率。
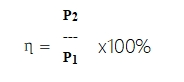
当变压器的输出功率P2等于输入功率P1时,效率η等于100%,变压器将不产生任何损耗.但实际上这种变压器是没有的.变压器传输电能时总要产生损耗,这种损耗主要有铜损和铁损。
铜损是指变压器线圈电阻所引起的损耗.当电流通过线圈电阻发热时,一部分电能就转变为热能而损耗.由于线圈一般都由带绝缘的铜线缠绕而成,因此称为铜损。
变压器的铁损包括两个方面.一是磁滞损耗,当交流电流通过变压器时,通过变压器硅钢片的磁力线其方向和大小随之变化,使得硅钢片内部分子相互摩擦,放出热能,从而损耗了一部分电能,这便是磁滞损耗。另一是涡流损耗,当变压器工作时。铁芯中有磁力线穿过,在与磁力线垂直的平面上就会产生感应电流,由于此电流自成闭合回路形成环流,且成旋涡状,故称为涡流.涡流的存在使铁芯发热,消耗能量,这种损耗称为涡流损耗。
变压器的效率与变压器的功率等级有密切关系,通常功率越大,损耗与输出功率就越小,效率也就越高.反之,功率越小,效率也就越低。
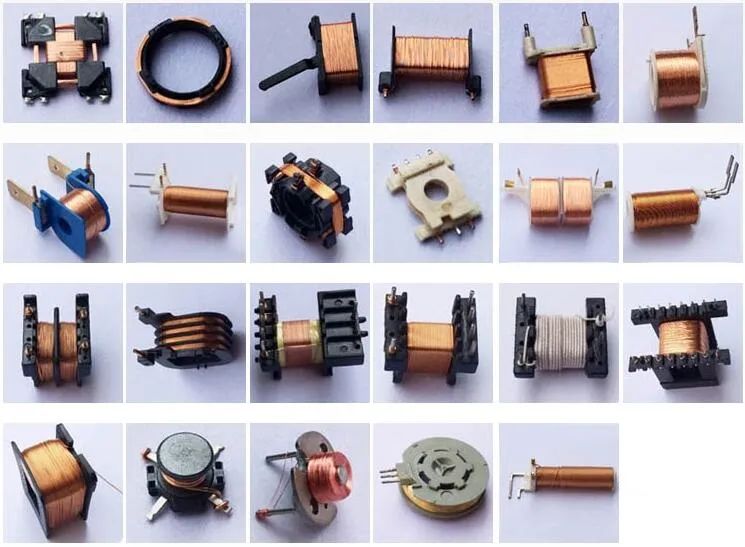
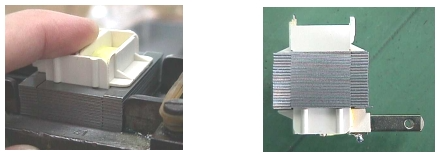
变压器材料:线架(BOBBIN)
•作用:顾名思义,BOBBIN(线架)在变压器中起支撑COIL(线圈)的作用。
•线架(BOBBIN)的分类:
依据变压器的性质要求不同,按材质分为:热塑性材料,热固性材料。热塑性材料我们常用的有尼龙(NYLON),塑料(PET),塑料( PBT)三种.热固性材料我们常用到的有电木(PM)。
依据变压器的形状不同,BOBBIN又分为立式,卧式,子母式,抽屉式,单元格,双格。
•特性及用途:
1.电木(PM):热固性材料,稳定性高,不易变形,耐温150℃,可承受370℃之高温.表面光滑,易碎,不能回收.用于耐温较高之变压器。
2.尼龙(NYLON):热塑性材料,工程塑料,延展性好,不易碎,耐温115℃,易吸水,使用前先用80℃的温度烘烤,使固性稳定.表面光滑,半透明,不易碎.一般用于耐油性强的变压器上。
3.塑料(PET):热塑性材料,510系统,硬性高,易成形。不易变形,耐温170℃,表面不光滑,不易碎,一般用于绕线管。
4.塑料(PBT):热塑性材料,较软,不易变形,不耐高温(160℃),表面不光滑,不易碎一般用于绕线管,热塑性材料可回收(第一次为20%,第二次为15%,第三次7%)。

变压器材料:铁芯(CORE)
铁芯从用途上分高、低频、COIL三种:
•高频类:铁粉芯Ferrite core
Ferrite core用于高频变压器 它是一种带有尖晶石结晶状结构的陶磁体,此种尖晶石为氧化铁和其它二价的金属化合物.如kFe2O4(k代表其它金属),目前常使用的金属有锰(Mn)、锌(Zn)、镍(Ni)、镁(Ng)、铜(Cu)。其常用组合如锰锌(Mn Zn)系列、镍锌 (Ni Zn)系列及镁锌(Mg Zn)系列。此种材具有高导磁率和阻抗性的物性,其使用频率范围由1kHz到超过200kHz。

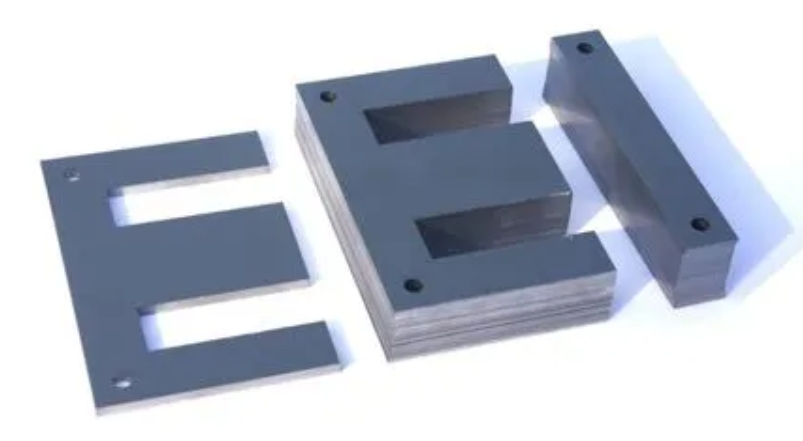
•低频类:硅钢片(LAMINATION)
硅钢片用于低频变压器,其种类很多,按其制作工艺不同可分为A:锻烧(黑片)、 N:无锻烧(白片)两种.按其形状不同可分为:EI型、UI型、C型、口型。其中口型硅钢片常在功率较大的变压器中使用,它绝缘性能好,易于散热,同时磁短路,主要用于功率大于500~1000W和大功率变压器中。
由两个C型硅钢片组成一套硅钢片称为CD型硅钢片,用CD型硅钢片制作的电源变压器在截面积相同的条件下,窗口愈越高,变压器功率越大。于铁芯两侧可以分别安装线圈,因此变压器的线圈匝数可分配在两个线包上,从而使每个线包的平均匝长较短,线圈的铜耗减小。另外如果把要求对称的两个线圈分别绕在两个线包上,可以达到完全对称的效果。

由四个C型硅钢片组成一套硅钢片称为ED型硅钢片。ED型硅钢片制成的变压器外形呈扁宽形,在功率相同的条件下ED型变压器比CD型变压器矮些,宽度大些,另外由于线圈安装在硅钢片中间,有外磁路, 因此漏磁小,对整体干扰小。但是它所有线圈都绕在一个线包上,线包较厚,故平均匝长较长,铜耗较大。

C型铁芯性能优异所制作之变压器体积小、重量轻、效率高,装配的角度来看,C型硅钢片零件很少,通用性强,因此生产效率高,但是C型硅钢片加工工序较多,作较复杂,需用专用设备制造,因而目前成本还较高。
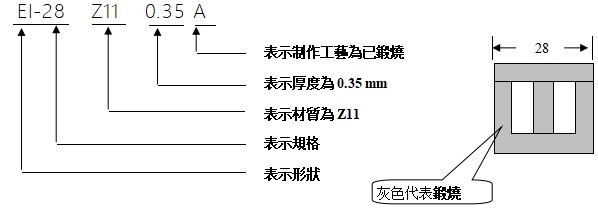
我们主要使用的是EI型硅钢片。E型硅钢片又称壳型或日型硅钢片,它的主要优点是初、次级线圈共同一个线架,有较高的窗口占空系数(占空系数Km:铜线净截面积和窗口面积比);硅钢片对绕组形成保护外壳,使绕组不易受到机械伤损伤;同时硅钢片散热面积较大,变压器磁场发散较少.但是它的初次级漏感较大,外来磁场干扰也较大,此外,由于绕组平均周长较长,在同样圈数和铁芯截面积条件下,EI型铁芯的变压器所用的铜线较多。硅钢片的厚度常用的有0.35mm、0.5mm两种。
硅钢片的组装方式有交迭法和对迭法两种。交迭法是将硅钢片的开口一对一交替地分布在两边,这种迭法比较麻烦,但硅钢片间隙小,磁阻小,有利于增大磁通,因此电源变压器都采用这种方法.对迭法常用于通有直流电流的场合,为避免直流电流引起饱和,硅钢片之间需要留有空隙,因此对迭法将E片与I片各放一边,两者之间的空隙可用纸片来调节常用的有硅钢片材质有Z-11、H-18、H-50、H-14等,其中以Z-11硅钢片性能最好.通常表示方法如下图:
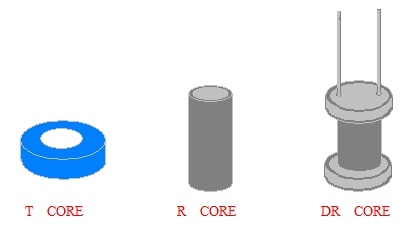
•COIL类:分三种类型
TOROID环形铁芯:将O型迭片而成,或由硅钢片卷绕而成。此种铁芯对绕线来说非常不易。
ROD CORE:棒状铁芯。
DRUM CORE:鼓形铁芯。
套管(TUBE)
TUBE种类繁多,用途广泛,我们常用的有TEFLON(铁弗龙)、硅质套管、玻璃纤维硅胶套管、 硅橡胶套管、硅胶玻璃纤维套管、腊套管、PE热缩套管、PVC热缩套管。
•铁氟龙(TEFLON)
铁弗龙为塑料中耐温最高(280℃~300℃)最耐强酸、强碱、最抗粘、最滑溜耐磨之工程塑料材料,而广泛用于机械,汽车,电子,化工阀门等零件.铁弗龙为讯号、仪控纲路及耐热之电线电缆的最佳绝缘材料,成功用于各类家电用品(微波炉、电烤箱、吹风机、电饭锅……),通讯设备/计算机、各类化学、机械及电气/电子工业领域。其中 Teflon Insulation Sleeving 由于耐高温、耐电压(300V)而广泛用于航天、汽车、医疗、电子变压器、通讯等科技工业。
Teflon insulation sleeving是变压器进出线绝缘的最佳材料,其主要性质如下表:

Teflon Insulation tubing:L.T.S.Type(介电强度与厚度的关系)
‧L Type:Wall thickness:0.15mm~0.2mm Dielectric strength:3600V
‧T Type:Wall thickness:0.3mm~0.35mm Dielectric strength:7200V
‧S Type:Wall thickness:0.5mm~0.60mm Dielectric strength:12000V
•硅质玻璃纤维套管 (Silicon Glass Fiber Sleeving Character)
硅质玻璃纤维套管是以无碱性玻璃纤维纱编织成管,经特殊的一种树脂浸涂处理,再以适当之温度烘干而制成,它具有极佳之电气绝缘性,且耐燃耐温、耐电压、耐湿、在零下50℃低温时仍能保持柔软.在高温200~250℃亦不损电气之特性,另皮膜十分强韧,而曲折.适用H级马达、干式变压器、炭刷、冷冻机、冷气机、投射灯、卤素灯、吸顶灯、落地灯及发热体之导线、机械高温配线和保护所适用。硅质玻璃纤维套管在变压器中常用于CT绝缘,其耐油性、抗剪性、耐磨性极佳,耐酸碱、水、液态氧、有机溶剂;耐温180℃,耐电压1.5KV。
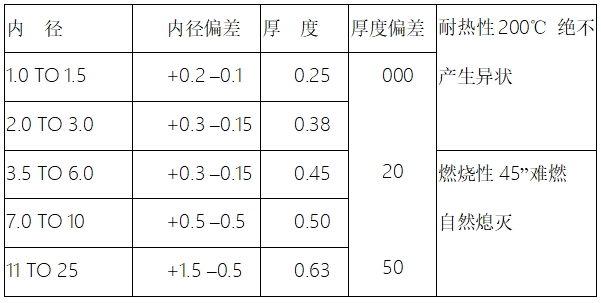

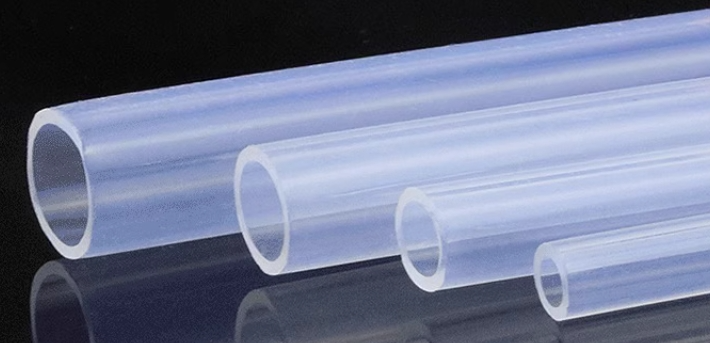
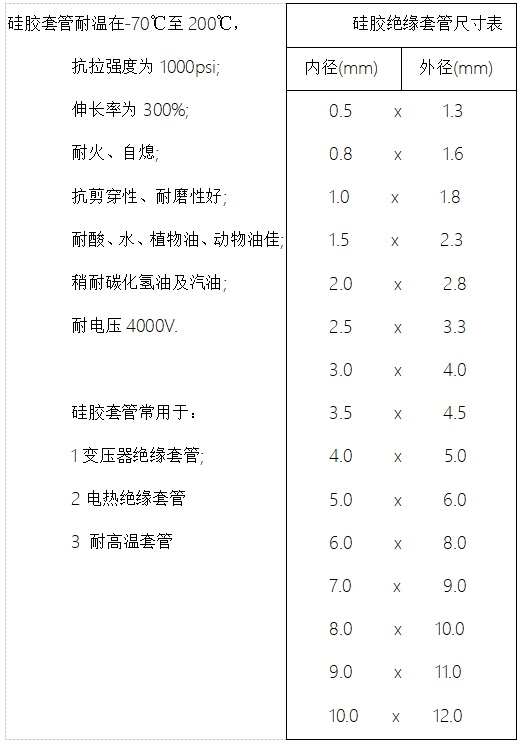
•硅胶套管 (Silicon Rubber Tube)

胶带(TAPE)
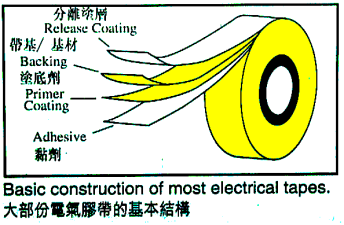
•电气胶带的构造
从一卷3M#1350粘贴胶带的外表,会令人联想到它所牵涉的物料科学、技术和先进生产处理等复杂性质.电气胶带的基本结构:分离涂层(Release Coating)、带基/基材(Backing)、涂底剂(Primer Coating)、粘剂(Adhesive),如下图
•常用的胶带
我们以带基/基材的不同分类有:环氧胶带(epoxy tape)、聚酸亚胺胶带 (polyimide tape)、聚四氟乙烯胶带(PTFE Tape)、乙烯树脂胶带(Vinyi Tapy)、聚酯薄膜(Polyeseter Taye)、强化纤维胶带(Filament Tape)、合成物薄膜(Composite Tape)、玻璃布(Glass Cloth)、乙醋酸布(Acetate Cloth)、纸带 (Paper)。
•各种胶带有特性及用途
-环氧胶带(epoxy tape)
环氧胶带抗焊接、抗穿刺、质薄、绝缘强度高、从形性好,UL认可耐温程度达150℃及防燃.这种结构的胶带功能广泛,有利于减轻库存成本其HI-POT在5KV以上。
-聚酸亚胺胶带 (polyimide tape)
这种胶带以聚酸亚胺为-带基/基材的胶带适用于COIL、缠结的电线和电容器。它能扺受极大的温差,保持其物理及电气性能不变.其热固硅/硅的压敏胶粘剂提高聚酸亚胺胶带的稳定性。其耐温为180℃, HI-POT为7.5KV。

-聚四氟乙烯胶带(PTFE Tape)
这些耐高温薄膜胶带在温差极大时使用仍可保持其性能不变,收缩程度低,扺御化学物质性能极低、抗电弧能力高、且不含碳化物质.其耐温为80℃,其HI-POT为9.5KV。

-乙烯树脂胶带(Vinyi Tapy)
乙烯胶带楺合了聚氯乙烯带基的灵活性及具备优良的电气绝缘性能.它的绝缘强度高,抗湿气、紫外线、磨损、腐蚀、碱和混合物.。其压敏橡胶粘剂适用温差能力良好. 此不褪色胶带能迅速辨认电流相位、导线、管导和 安全地带。 乙烯胶带提供主要电绝缘达600伏特之高, 亦可用于高压电缆电线缠结和电视消磁COIL的封装操作. HI-POT>8KV 最高可达12KV。

-聚酯薄膜(Polyeseter Taye)
这种胶带适应于需要薄质、耐用和高介电/耐电压强度材料时的绝缘用途.。它必须比醋酸脂薄膜胶带耐温度。聚脂薄膜胶带从形性高、有极佳的抗化学品、抗化剂和防潮能力, 并可扺受切割及磨损. 耐温130℃ HI-POT:5KV。

-强化纤维胶带(Filament Tape)
这种胶带特别适用于需要聚脂薄膜的高介电强度/高耐电压和玻璃布胶带的高度机械强度的情况. 它的延展强度低、韧度高和抗撕裂,在130℃或以下范围使用这种胶带,比使用玻璃布胶带的成本为低. 它可用来固定引线及端子板, 并可缠结COIL。

-合成物薄膜(Composite Tape)
这种结构结合聚脂薄膜的高介电/耐电压强度和抗撕裂性质以及无纺聚酯薄垫的软垫特性, 并备有三种厚度可供选择.这种胶带即我们常说的44#醋酸布(ACT),其耐温为130℃,HI-POT:5.5KV。
-玻璃布(Glass Cloth)
玻璃布胶带用途最广泛且从形性最佳,它在纺织产品中最耐热和韧力最高,并能级效地吸收电气绝缘漆和树脂其耐温130℃以上, HI-POT:3KV。

-纸带(Paper)
这些胶带具软垫功能,抗穿刺和韧度高.其绉纹及纤维带基物料具有极高从形性,用于COIL包封及105℃或以下温度范围. HI-POT :2KV。

线材(WIRE)
•漆包线的种类及用途:
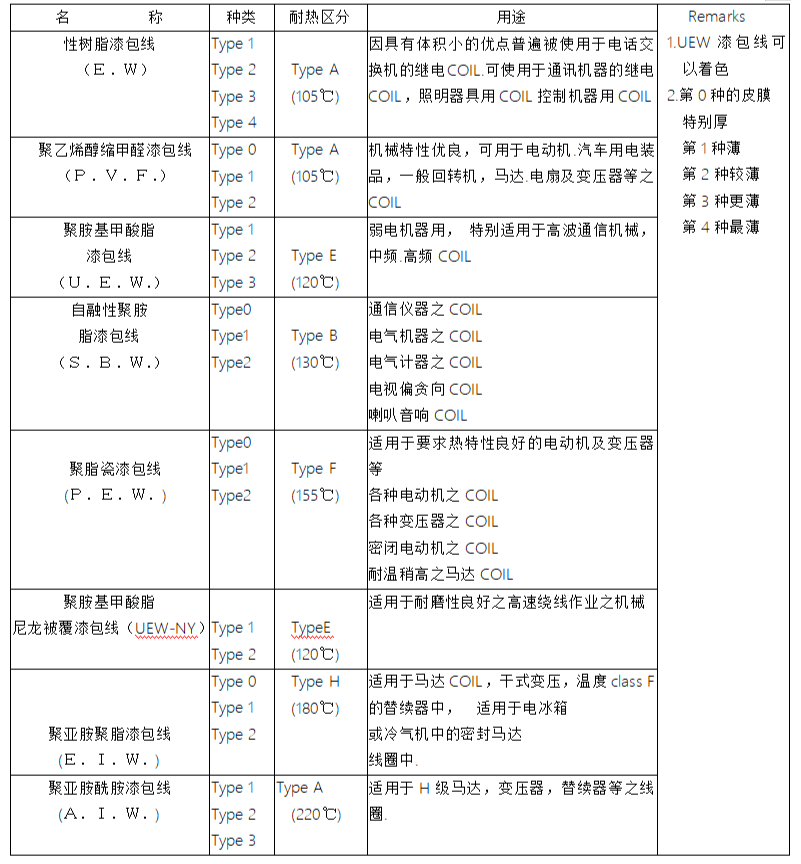
•各种漆包线的检验标准:
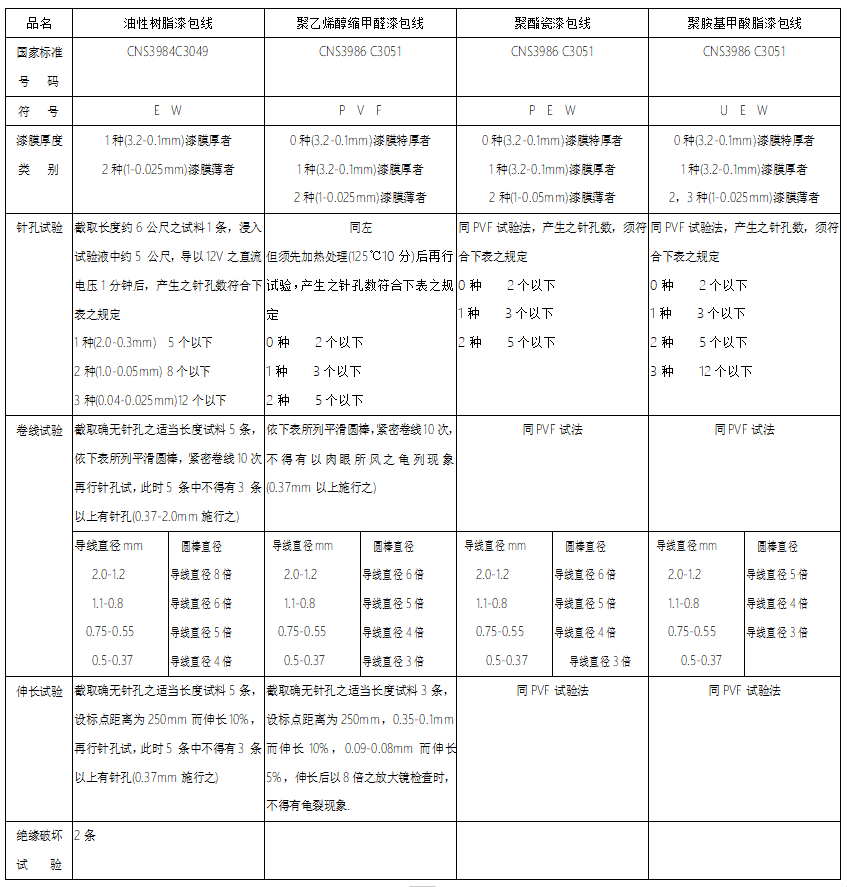

•聚脂瓷漆包线(P.E.W.):
聚脂瓷漆包线是以耐热的Terephthalic Polyester 树脂为主体的油脂为绝缘皮膜烤漆于导体而成。
特性:
-耐热性比合成树(P.V.F.)漆包线、U.E.W.漆包线优越
-耐药性(碱性除外)、耐溶性优良
-机械强度可与合成树脂(P.V.F.)媲美
-力率、诱电率可与U.E.W.漆包线媲美
-耐碱性、耐湿性比合成树脂漆包线(P.V.F)
•聚胺基甲酸脂漆包(U.E.W.):
聚胺基甲酸脂漆包是以Polyure thane树脂为主体的油脂为绝缘皮膜,烤漆于导体而成. 其最大的特点为皮膜在300℃以上时,能于短时间内溶解, 所以可不剥皮而作焊接工作。耐热性比合树脂(P.V.F.)漆包线优越(E种)机械强度可与合成树脂(P.V.F.)漆包线比美。
特性:
-耐热性比合成树(P.V.F.)漆包线优越
-因能不剥皮作焊接工作,故可提高工作效率
-耐酒精系列溶剂比一般漆包线差稍许, 但实用上并无影响
•聚亚胺聚脂E.I.W.漆包线:
涂料为Polyester-imide树脂作成. 具有高热安定性和高介质强度。
特性:
-耐热冲击性良好
-耐磨性佳、柔软性好
-耐热性及耐化学药品性佳
-耐冷R-12及R-22
•聚亚胺酰胺漆包线(A.I.W):
涂料为Polyamide-imide树脂作成,有优的稳热性。
特性:
-耐热性优
-耐磨性佳
-耐化学药品性佳
-耐冷R-12及R-22
•自融性聚胺脂漆包线(S.B.W.):
融着性U.E.W.漆包线是U.E.W漆包线上面再加一层热可塑性皮膜。
特性:
-具有U.E.W.漆包线的全部特点
-可节省COIL真空含浸时间之加热干燥处理,提高工作效率,降低成本
-可与层间纸粘着,防止线间之滑落
•油性树脂漆包线(E.W):
油性树脂瓷漆包线是最早普遍被使用之漆包线,以天然树脂与干性油为主的油质为绝缘皮膜,依规定厚度烤漆于导体而成。
特性:
-在漆包线中,体积最小,可使COIL轻巧化.节约使用材料降低成本
-耐水性优良,耐湿性佳,短期负热载性佳
-因耐溶性剂,耐油性差,故浸油时有选择溶剂的必要
-耐磨性比其它漆包线差,不适于笨重的绕线作业
•聚乙烯醇缩甲醛漆包线(P.V.F.):
聚乙烯醇缩甲醛漆包线(P.V.F.)是以合成树脂漆包线中最早开发一种,以Polyving.formal树脂为主体,另附加硬化性树脂的油脂为绝缘皮膜烤漆于导体而成。
特性:
-绝缘皮膜极为强热性比合成树(P.V.F.)漆包线、U.E.W.漆包线优越
-耐药性(碱性除外)、耐溶性优良
-机械强度可与合成树脂(P.V.F.)媲美
-力率、诱电率可与U.E.W.漆包线比美
-耐碱性、耐湿性比合成树脂漆包线(P.V.F)
胶(EPOXY)
•用途:在变压器中,胶用于接合.固定或灌注。
•胶的储存与使用方法:
-胶放置久未使用,会有沉淀现象,使用前先搅拌均匀。
-部分种类的胶需冷藏储存(在包装外会标明保存温度:5℃~10℃),取出使用,如有固体或结晶现象时应先搅拌或加温至25℃~35℃使之软化。
-凡化学品都有使用期限,逾期化学品不宜使用。
•胶的种类:
-常用的胶大约可分为:
-环氧树脂系EPOXY RESIN
-硅铜系
-厌氧系
-氰亚克力脂:瞬间胶水
-热熔胶:封固零件或接点
-胶按其组成不同分为单剂型、双剂型和三剂型(不常使用)
-单剂型:制造厂商已将树脂与硬化剂调好,其化学娈化过程缓慢,通常需要冷藏,使用后加热使其硬化。
-双剂型:树脂与硬化剂分开,可于室温下保存使用时将二剂依正确比例混合,必须搅抖均匀,否则烘烤不干。正确比率混合且经搅拌均匀之胶,通常要在室温下即可硬化,故需视使用量调合,以免浪费。
•使用说明:
胶水要严格按照产品使用说明来使用,才能有最佳的效果!
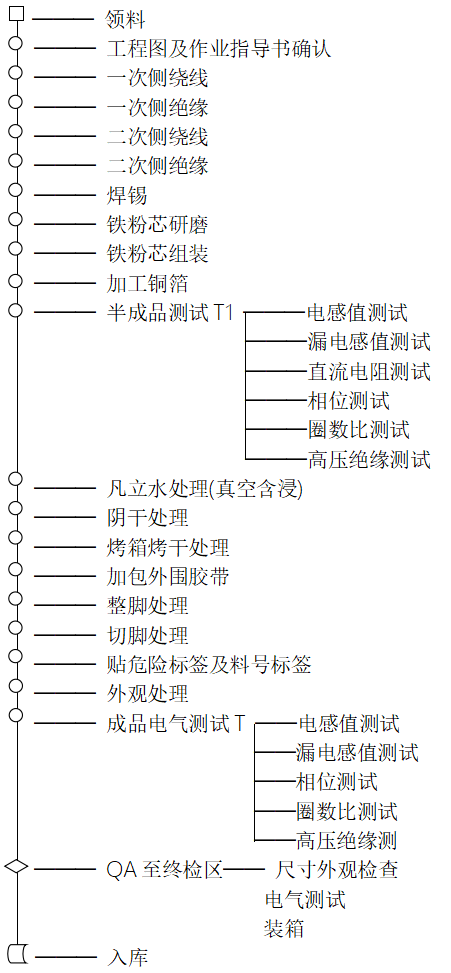
变压器制作流程图
•高频变压器制作流程图:
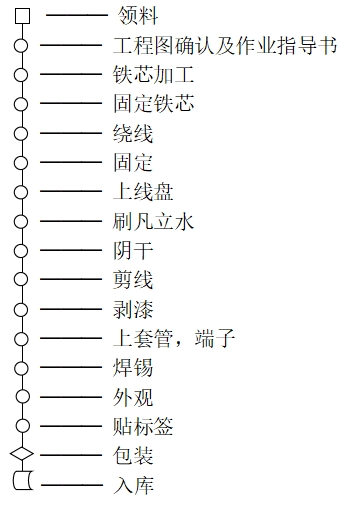
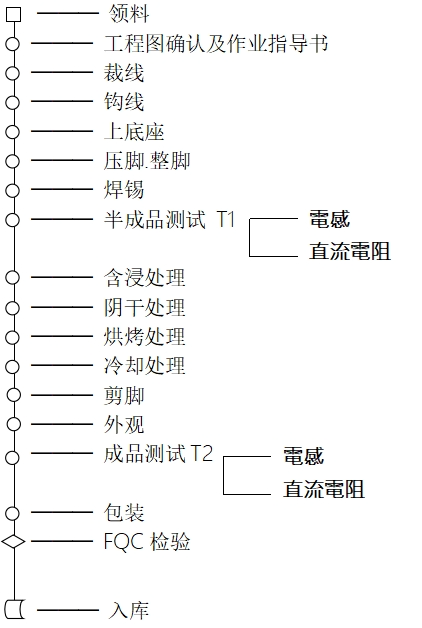
•低频变压器制作流程图:

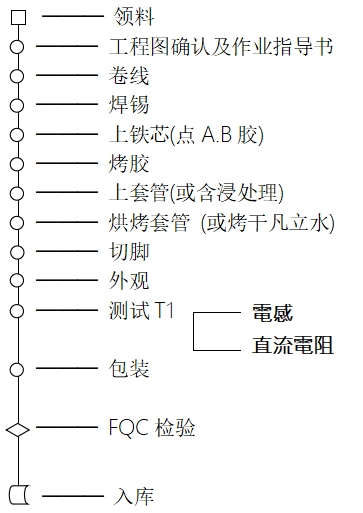
•圆盘制作流程图:
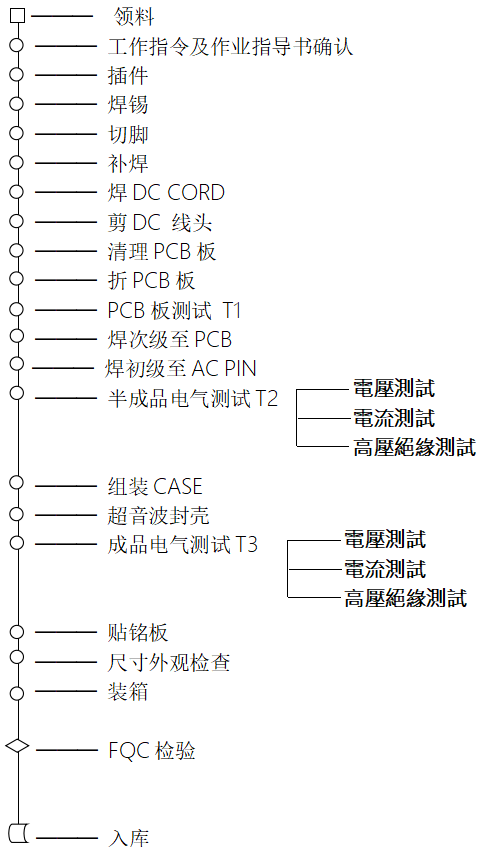
•ADAPTOR制作流程图
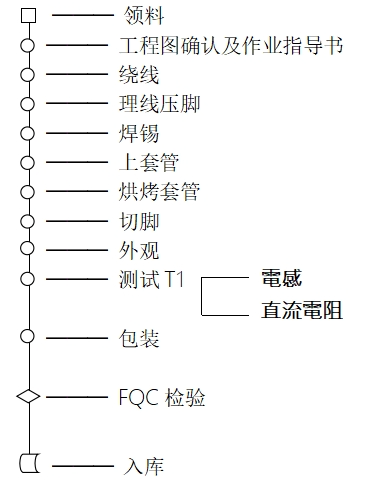
•T CORE 线圈制作流程图R CORE 线圈制作流程图
•R CORE 线圈制作流程图
•R CORE 线圈制作流程图
•DR CORE 线圈制作流程图
工程图
工程图内容包括:线路图、剖面图、使用之CORE、BOBBIN、绕制说明、电气测试、外观图等说明,以接线图举例:
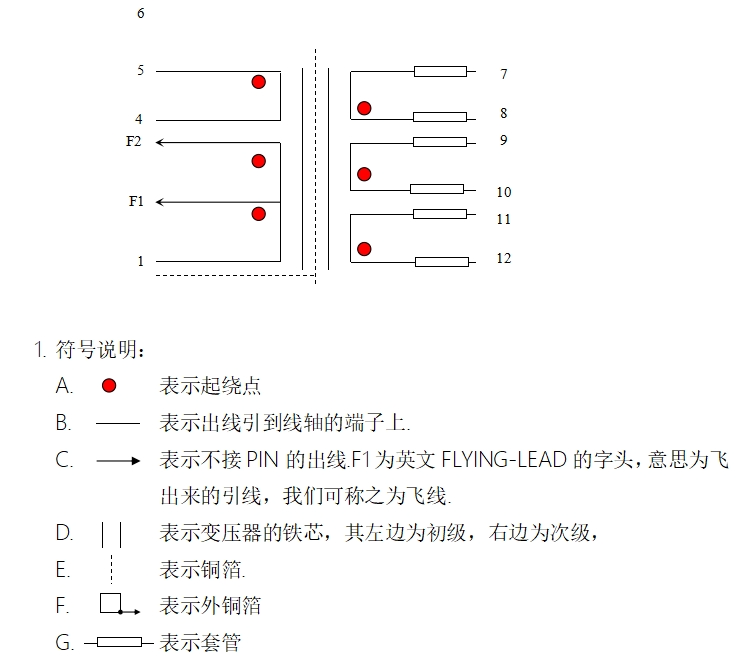
变压器制作工法(低频类)
绕线:
•材料确认:
-BOBBIN规格之确认。
-确认BOBBIN完整:不得有破损和裂缝。
-将BOBBIN正确插入治具,有PIN的模型一般特殊标记为1脚(斜角为PIN 1),如果图面无注明,则卧式模型1脚朝机器,立式模型PIN朝人。若为无PIN之模型,则须先确认初次级引出线P数,视线槽方便出线为原则确认脚位。
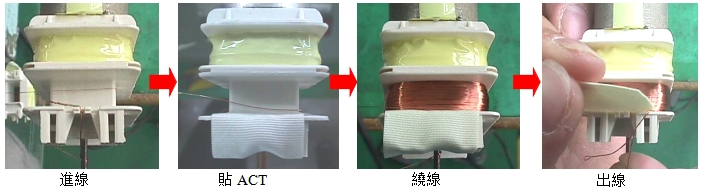
-须包醋酸布的先依工程图要求包好,紧靠BOBBIN两侧,再在指定的PIN上先缠线(或先钩线)后开始绕线,原则上绕线应在指定的范围内绕线。
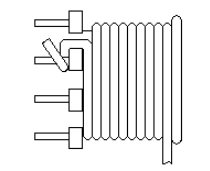
•绕线方式:次级绕线:在一定程度上整齐排列,达到最上层时,布线已零乱,呈凹凸不平状况,这是绕线中最粗略的绕线方法, 即任意绕,如下图:
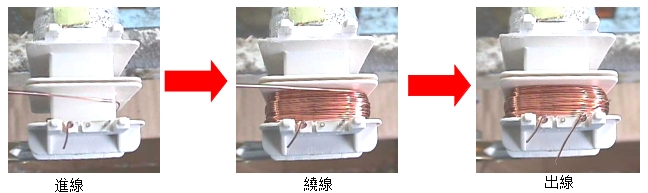
-初级绕线在一定程度上整齐排列,达到最上层时,布线已零乱,呈凹凸不平状况,这是绕线中最粗略的绕线方法,如下图:
•注意事项:
-变压器在绕制时为求绕法统一,另要求立式BOBBIN脚须朝外,卧式BOBBIN第一脚朝外,起绕点与截止点的脚位需与工程图面上的要求符合,且每一组的绕线方向需与主线圈'的方向一致,不得有因作业上的方便,随意性将任一组的绕线方向与主线圈相反,同时绕线次序L1,L2,...LN.亦不可随意对调,且更改其起绕点与截止点脚位的方式绕线。(注:本项规定于IPQC拆解检验时抽检其执行的情形。)
-AWG#28至AWG#32号漆包线于缠脚时须留有缓冲段,以免断线。(注:本项规定于IPQC拆解检验时抽检其执行情形。)
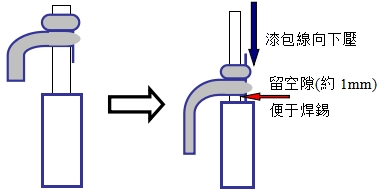
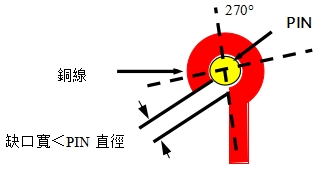
-AWG#19(含)以上之漆包线 于缠线作业时,一律先缠于PIN顶端(至少一圈)后再向下压回PIN底部,如此可确保缓冲作用,如下图:
-绕线力求平整,不可偏向一边.初级绕线时进出线都须用醋酸布绝缘。
-10AWG#28(含)以上(如AWG#28,AWG#29,AWG#30...)之漆包线于绕线时须先用手绕一圈后,再用绕线机绕线。
包胶带:
•操作步骤:
-将胶带平贴线包,按图面要求之圈数包胶带.胶带结束点处在线包侧边。胶布起始点如结束处须重迭5mm以上,如下图:
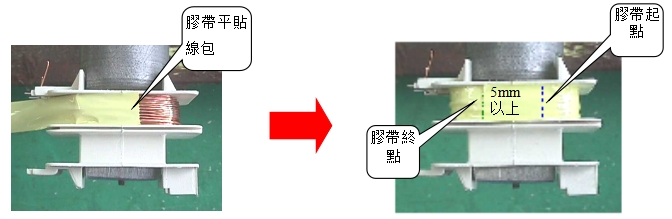
注意:胶带须拉紧包平,不可卷起.刺破或露铜线。
-变压器之线包部份,其最外层胶布破损造成线圈外露者, 须加贴胶布完全覆盖住破损处,且加贴胶布之层数须与原规定最外层胶布之层数相同,并于涂凡立水后烘烤干始可。加贴之胶布其头尾端均须伸入铁芯两侧内,且伸入铁芯两侧之胶布长以不超过铁芯之厚度为限.(胶布伸入至少达到2/3铁芯厚)。
接引线(或接保险丝):
•操作步骤:
-将引线PVC面朝下,用胶带将引线粘住.如下图所示方法固定。
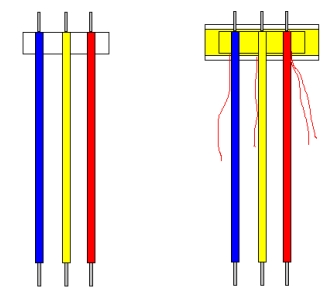
-贴引线:将引线贴至与脚位相对应的位置.引线方向同线包出线方向。
-固定引线:将胶带粘于线包上。
-接引线:将铜线理直理顺,缠于查相应的引线上。
注意:
-引线不能贴反、贴错。缠脚时不可缠错脚位。
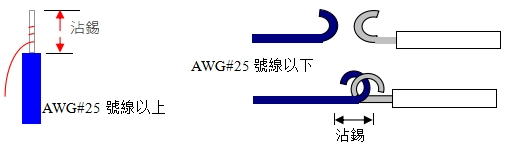
-漆包线与PVC线连时,AWG#25(含)以上之细的漆包线可直接缠绕在PVC在线至少三圈。AWG#24(含)以下之较粗的漆包线则必须先行预焊再变成勾状后,与预焊后弯成勾状的PVC线相连接后焊锡,如下图:
-变压器中有两组绕线以抽头方式连接于变压器内层时,其绞线之工法与焊锡方式如下:
1 AWG#22 (含)以下(如AWG#22,AWG21,AWG#20...)之漆包线,先互绞两次(至少)后,剪去多余长度再吃锡.焊锡部份须有三次互绞工法及不可有剪断面。
2 AWG#23(含)以上(如AWG#23,AWG#24,AWG#25...)之漆包线,先互绞三次(至少)后,剪去多余长度再吃锡。焊锡部份须有三次互绞工法及不可有剪断面。
焊锡:
•操作步骤:
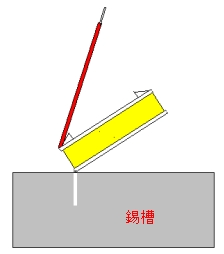
-将脚沾适量助焊剂。
-焊锡:将脚插入锡槽,深度如图所示。
-完毕状态确认:不得有漏焊、氧焊及焊外胶带、模型等现象。
注意:
1. 焊锡时部间约为1秒,如果线包接有保险绿,不可焊得太久。
2.焊锡槽湡度:470℃~520℃。
压脚:
•操作步骤:
-剪除锡尖:脚长约为3mm。
-反折相邻的脚.如下图。
-贴醋酸布一块绝缘。
-反折其余的脚。
注意:
-为避免在PVC与漆包线连接线头于NOMEX PAPER之固定处形成短路,故须以隔离胶布将各线头分隔开,将PIN1.3弯起用胶布包住PIN2缠绕一圈后,将PIN1.3压平再贴第二层胶布。
-绝缘胶布(INSULATION TAPE) 直接包裹,绝缘胶布宽至少与BOBBIN线区同宽。
-变压器内层中有接线头及飞线连接头时,须将线头固定于BOBBIN中央靠右侧或靠左侧,使外观平整均称(接线头不可置于中央)。
包外围胶带:
•操作步骤:
-装入线包。
-贴纸片。
-包胶带:胶带圈数按图面要求。
注意:
1.胶带须包平整,不能卷起刺破。
2.纸片须贴在进出线端。
3.胶带结合处须重迭5mm以上。
贴绝缘胶带:
-扯胶带2块,贴于线包两侧.胶带长度依模型大小而定。
摇硅钢片:
•操作步骤:
-将硅钢片装入片槽内。
-上线包。
-摇片:摇满为止。
-确认完毕。
注意:
1.装硅钢片时分清楚毛边,毛边朝下装入。
2.硅钢片须摇紧,不可插破线包。
3.硅钢片须摇平摇紧,不可交叉,不可重迭。
4.不可插破胶带、铜线和引线。
补片敲平:
•操作步骤:
-去除错片,歪片。
-补片,装满。
-将产品置于铁板上, 敲平。
-确认完毕:用手推硅钢片的角上,看是否有松动现象。
注意:
1.硅钢片须装满,敲平, E片不可翘起。
2.不可敲坏线包。
3.硅钢片须垂直插入以免插破模型。
其他:
•装铁带:铁带不可装倒,须敲平、敲紧。
•外观:
a.清除铜渣、锡渣、凡立水等脏物。
b.检查产品是否完整。
c.检查引线是否有破损。
d.标签是否正确。
e.检查铁带是否生锈。
变压器制作工法(高频类)
绕线:
•材料确认:
-BOBBIN规格之确认。
-不用的PIN须剪去时,应在未绕线前先剪掉,以防绕完线后再剪除时会刮伤 WIRE或剪错脚,而且可以避免绕线时缠错脚位。
-确认BOBBIN完整:不得有破损和裂缝。
-将BOBBIN正确插入治具,一般特殊标记为1脚(斜角为PIN 1),如果图面无注明,则1脚朝机器。
-须包醋酸布的先依工程图要求包好,紧靠BOBBIN两侧,再在指定的PIN上先缠线(或先钩线)后开始绕线,原则上绕线应在指定的范围内绕线。
•绕线方式:根据变压器要求不同,绕线的方式大致可分为以下几种:
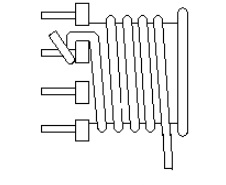
-一层密绕:布线只占一层,紧密的线与线间没有空隙.整齐的绕线,如下图:
-均等绕:在绕线范围内以相等的间隔进行绕线;间隔误差在20%以内可以允许,如下图:
-多层密绕:在一个绕组一层无法绕完,必须绕至第二层或二层以上,此绕法 分为三种情况:
a.任意绕:在一定程度上整齐排列,达到最上层时,布线已零乱,呈凹凸不平状况,这是绕线中最粗略的绕线方法 。
b.整列密绕:几乎所有的布线都整齐排列,但有若干的布线零乱(约占全体30%,圈数少的约占5%REF)。
c.完全整列密绕:绕线至最上层也不零乱,绕线很整齐的排列着,这是绕线中 最难的绕线方法。
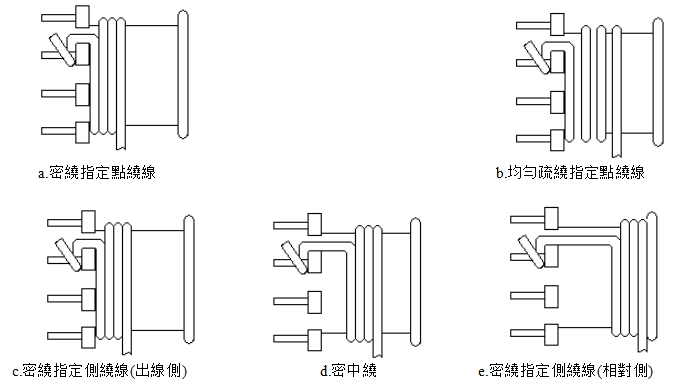
-定位绕线:布线指定在固定的位置,一般分五种情况,如下图:
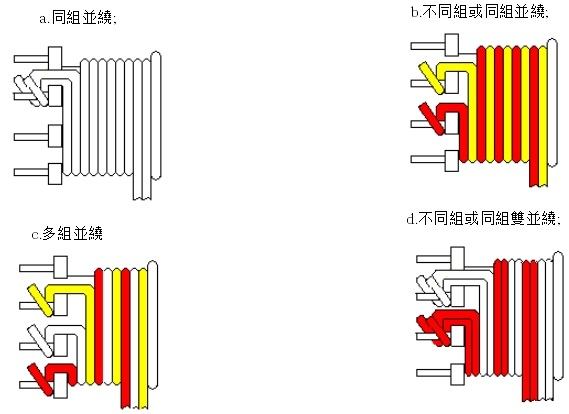
-并绕:两根以上的WIRE同时平行的绕同一组线,各自平行的绕,不可交叉.此绕法大致可分为四种情况,如下图:
•注意事项:
-当起绕(START)和结束(FINISH)出入线在BOBBIN同一侧时,结束端回线前须贴一块横越胶布(CROSSOVER TAPE)作隔离。
-出入线于使用BOBBIN之凹槽出线时,原则上以一线一凹槽方式出线,若同一PIN有多组可使用同一凹槽或相邻的凹槽出线,唯在焊锡及装套管时要注意避免短路。
-绕线时需均匀整齐绕满BOBBIN绕线区为原则,除工程图面上有特别规定绕法时,则以图面为准。
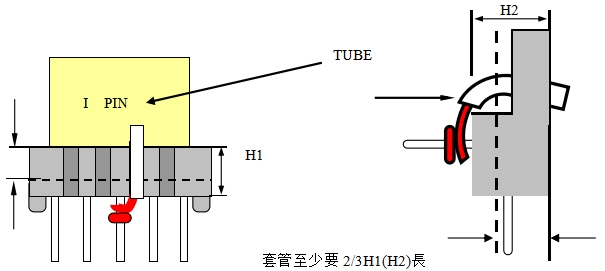
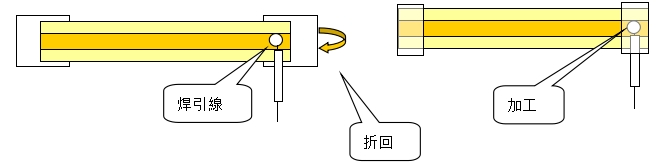
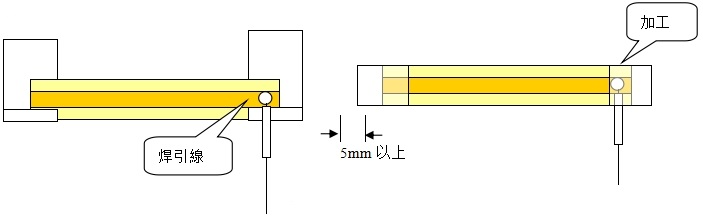
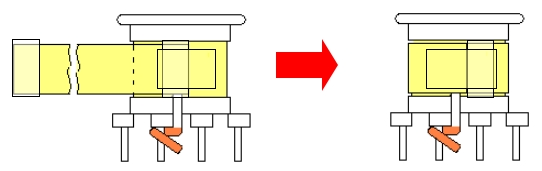
-变压器中有加铁氟龙套且有折回线时,其出入线所加之铁氟龙套管须与 BOBBIN凹槽口齐平(或至少达2/3高),并自BOBBIN凹槽出线以防止因套管过长造成拉力将线扯断。但若为L PIN水平方向缠线, 则套管应与 BOBBIN边齐平(或至少2/3长),如下图:
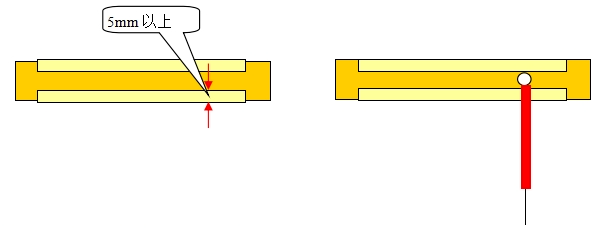
变压器中须加醋酸布作为档墙胶带时,其档墙胶带必须紧靠模型两边.为避免线包过胖及影响漏感过高,故要求2TS以上之醋酸布重迭不可超过5mm,包一圈之醋酸布只须包0.9T,留缺口以利于凡立水良好的渗入底层.醋酸布宽度择 用与变压器安规要求有关,VED绕法ACT宽度3.2mm包两边且须加TUBE.绕法:PIN端6mm/4.8mm/4.4mm/4mm; TOP端3mm/2.4mm/2.2mm/2mm 时不须TUBE.绕线时铜线不可上档墙,若有套管,套管必须伸入档墙3mm以上。
•引线要领:
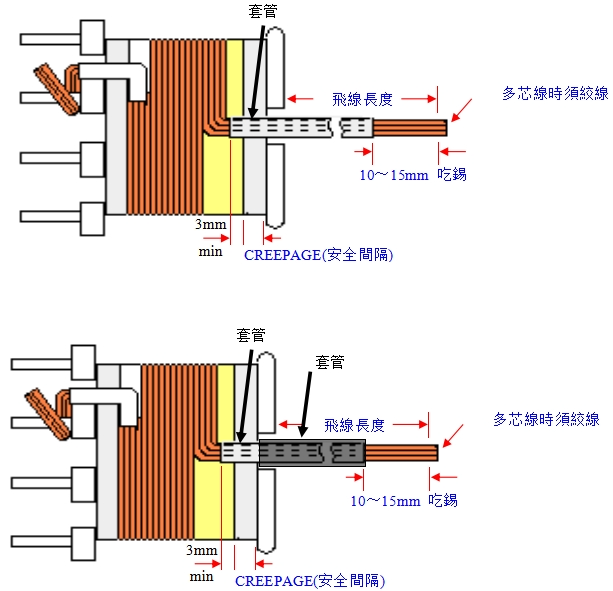
-飞线引线
引线、长度长度按工程程图要求控制,如须绞线,长度须多预留10%。
套管须深入挡墙3mm以上,如下图:
包铜箔:
•铜箔绕制工法:
-铜箔的种类及在变压器中之作用,我们以铜箔的外形分有裸铜各背胶两种:铜箔表面有覆盖一层TAPE的为背胶,反之为裸铜;以在变压器中的位置不同分为内铜和外铜.裸铜一般用于变压器的外铜.铜箔在变压器中一般起屏蔽作用,主要是减小漏感,激磁电流,在绕组所通过的电流过高时,取代铜线,起导体的作用。
-铜箔的加工
A.内铜箔一般加工方法:焊接引线→铜箔两端平贴于醋酸布中央→折回醋酸布(酣酸布须完全覆盖住焊点) →剪断酣酸布(铜箔两边须留1mm以上),如下图。
B.内铜飞宏加工方法,如下图:
C.外铜加工工方法,如下图:
•变压器中使用铜箔的工法要求:
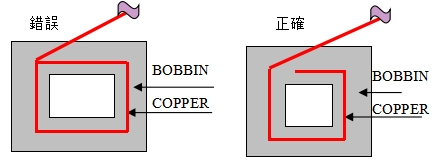
-铜箔绕法除焊点处必须压平外铜箔之起绕边应避免压在BOBBIN转角处,须自BOBBIN的中央处起绕,以防止第二层铜箔与第一层间因挤压刺破胶布而形成短路,如下图。
-内铜片于层间作SHIELDING绕组时,其宽度应尽可能涵盖该层之绕线区域面积, 又厚度在0.025mm(1mil)以下时两端可免倒圆角,但厚度在 0.05mm(2mils)(含) 以上之铜箔时两端则需以倒圆角方式处理。
-铜箔须包正包平,不可偏向一边,不可上挡墙。
-焊外铜
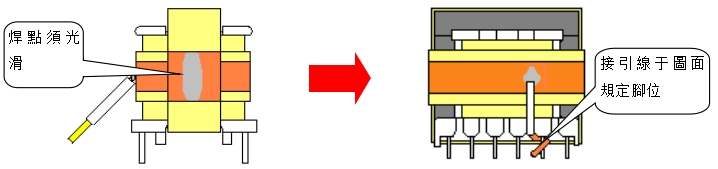
注意:1.铜箔焊点依工程图,铜箔须拉紧包平,不可偏向一侧。
2.点锡适量,焊点须光滑,不可带刺.点锡时间不可太可,以免烧坏胶带。
3.在实务上,短路铜箔的厚度用0.64mm即可,而铜箔宽度只须要铜窗绕线宽度的一半。
包胶带:
•包胶带的方式一般有以下几种:
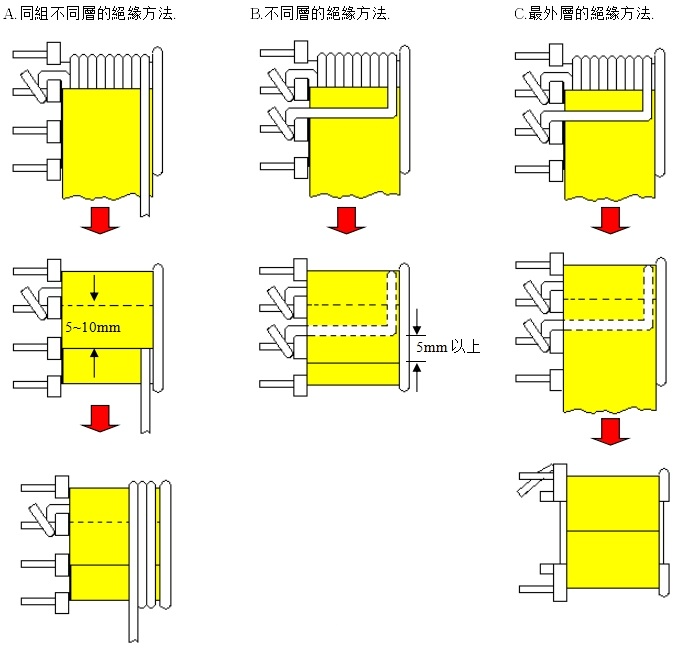
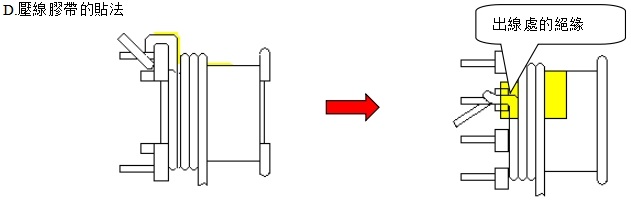
注意:胶带须拉紧包平,不可翻起刺破,不可露铜线.最外层胶带不宜包得太紧,以免影响产品美观。
压脚:
•压脚作业:
-将铜线理直理顺并缠在相应的脚上。
-压脚:用斜口钳将铜线缠紧并压至脚底紧靠档墙。
-剪除多余线头。
-缠线圈数依线径根数而定,如下图:
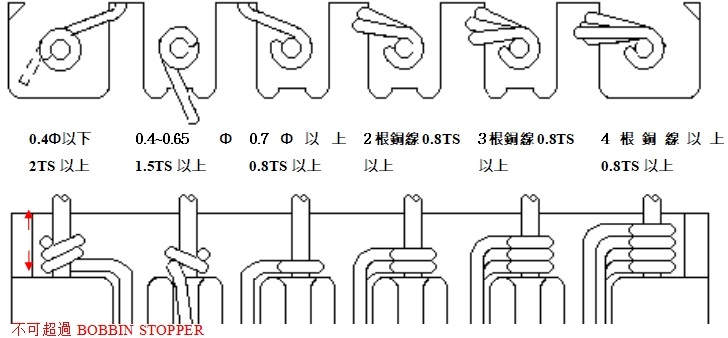
注意:铜线须紧贴脚根,预计焊锡后高度不会超过墩点; 不可留线头,不可压伤脚,不可压断铜线,不能损坏模型。
-铜线过多的可绞线,如下图所示:
-0.8T的缠线标准如下图所示:
焊锡:
•焊锡作业步骤:
-将产品整齐摆放。
-用夹子夹起一排产品。
-脚沾助焊剂。
-以白手捧刮凈锡面。
-焊锡:立式模型镀锡时将脚垂直插入锡槽(卧式模 型将脚倾斜插入焊锡槽),镀锡深度以锡面齐铜PIN底部为止,如下图所示:

•完毕确认:
-镀锡须均匀光滑,不可有冷焊,包焊,漏焊,连焊,氧焊或锡团,如下图所示:

A.PIN脚为I PIN(垂直PIN)时,可留锡尖但锡尖长不超过1.5mm。
B.PIN脚为 L PIN(L型PIN)时且为水平方向缠线时,在水平方向之PIN脚不可留锡尖,垂直方向PIN脚可留锡尖且锡尖长不可超过1.5mm。
C.PVC线之裸线部份(多股线)不可有刻痕及断股,且焊锡后不可有露铜或沾胶,或沾有其它杂质(如保丽龙. . .)。
D.助焊剂(FLUX)须使用中性溶剂。
E.锡炉度须保持在450℃~500℃之间,焊锡时间因线径不同而异,如下:
a.AWG#30号线以上(AWG#30,AWG#3.) 1~2秒。
b.AWG#21~ AWG#29号线 ……… .) 2~3秒。
c.AWG#20号线以下(如AWG20,AWG19) 3~5秒。
F.锡炉用锡条,其锡铅比例标准为60/40。每月须加一次新锡约1/3锡炉量。
G.每焊一次锡面须刮凈再第二次。
H.每周清洗锡炉一次并加新锡至锡炉满为止。
注意:1. 白包模型含锡油多,焊锡时间不可过长。
2.塑料模型不耐高温,易产生包焊或PIN移位。
3.不可烧坏胶带。
4.三层绝缘线须先脱皮后镀锡。
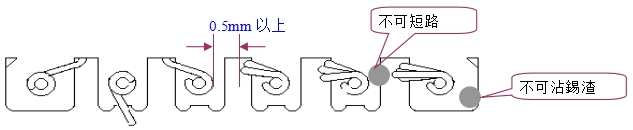
5.焊点之间最小间隙须在0.5mm 以上。
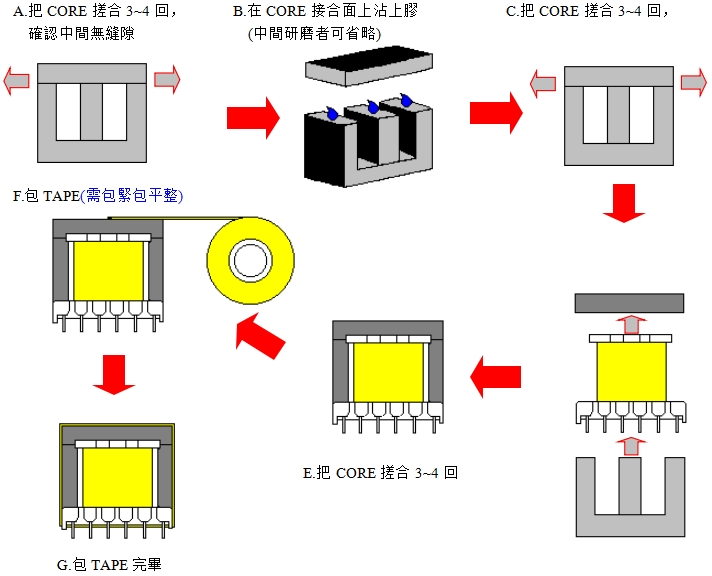
组装(CORE):
•铁芯组装作业:
-CORE确认:不可破损或变形。
-工程图规定须有GAP之CORE研磨,须加工之CORE加工。
-组装:如无特殊规定,卧式模型已研磨的铁芯装初级端,立式模型已研磨的 PIN端。
-铁芯固定方式可以铁夹(CLIP)或三层胶布(TAPE))方式固定之,且可在铁芯接合处点EPOXY胶固定,点胶后须阴干半小时再置于120℃烤箱中烘烤一小时。包铁芯之固定胶布须使用与线包颜色相同之胶布(图面特殊要求除外), 厂家需符合UL规格。
注意:铁芯胶布起绕处与结束处;立式起绕于PIN端中央,结束于中央;卧式起绕 于PIN1,结束于PIN 1。有加COPPER则起绕于焊接点,结束于焊接点。
•组装CORE之注意事项.:
-组装CORE时,不同材质的CORE不可组装在同一产品上。
-有加气隙(GAP)之变压器与电感器,其气隙(GAP)方式须依照图面所规定之气隙(GAP)方行之,放于GAP中之材质须能耐温130℃以上,且有材质证明者或是铁芯经加工研磨处理。
-无论是有加GAP或无加GAP的铁芯组合,铁芯与铁芯接触面都需保持清洁,否则在含浸作业后 L 值会因而下降。
-包铁芯之胶布宽度规定,以实物外观为优先着眼,次以铁芯宽减胶布宽空隙约0.3mm~0.7mm为最佳。
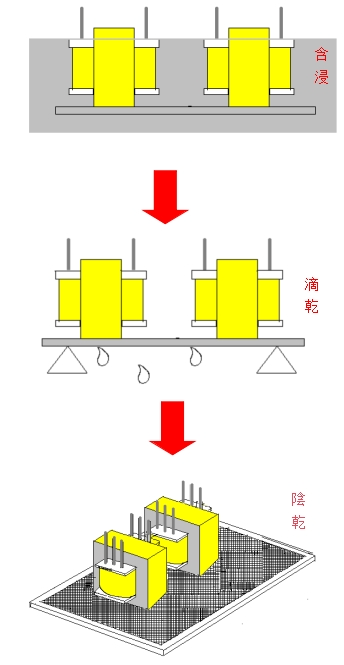
含浸:
•操作步骤:
-将产品整齐摆放于铁盘内。
-调好凡立水浓度:0.915±0.04。
-将摆好产品的铁盘放于含浸槽内。
-启动真空含浸机,抽气至40-50Cm/Kg,放入凡立水,再抽气至65-75Cm/Kg,须连续抽真空,破真空3-5次,含浸10-15分钟,视产品无气泡溢出。
-放气,放下凡立水,再反抽至65-75Cm/Kg一次,放气,待产品稍干后取出放置滤 干车上阴干。
-滤干10分钟以上,视产品无凡立水滴下。
-烘干:先将烤箱温度调至80℃,预热1小时 再将温度调至100℃,烘烤2小时最后将温度调至110℃,烘烤4小时拆样确认。
-将产品取出烤箱。
-冷却:用风扇送风加速冷却。
-摆盘后送至生产线。
注意:1.凡立水与稀薄剂调配比例为2:1。
2.放入凡立水时,凡立水高度以完全淹没产品为准,但凡立水不可上铜脚.(特殊机种除外)。
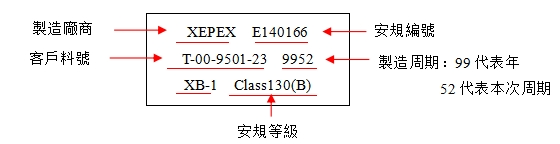
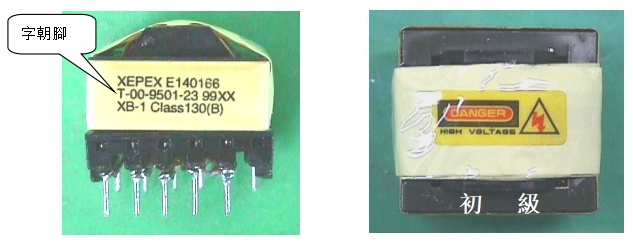
贴标签(或喷字):
-标签确认:检查标签内容是否正确,有无漏字错字,字迹是否清晰.检查标签是否过期.喷字时必须确认所设定的标签完全正确,如下图所示:
-贴标签时,将产品初级朝同一方向整齐摆放.喷墨时应将产品之喷印面朝喷头,摆放于输送带上,产品必须放正。
-工程图规定须有GAP之CORE研磨,须加工之CORE加工。
-贴标签:料号标签及危险标签须依图面所规定的置及方向盖印或黏贴。标示"DANGER" "HIGH VOLTAGE"及闪电符号标签应贴付于变压器之上方中央位置。其贴示方向以箭头如下图,方向朝变压器初级绕组为作业要求。

注意:1.标签须贴正贴平,贴完后须用手单击,使之与产品完全接触。
2.标签不可贴错、贴反、贴歪或漏贴。
外观:
•操作步骤:
-确认产品是否完整。
-模型是否有裂缝,是否断开。
-铁芯是否有破损。
-胶带是否刺破。
-套管是否有破损,是否过短。
-是否剪错脚位。
•清除脏物:
-变压器本体严格的保持洁净,以提高产品价值感。
-含浸后变压器铁芯四周不得残留余胶(凡立水固体状)以免变压器无法 平贴PCB,或黏贴标签时无法平整。
-清除铜渣锡渣。
•卧式铁芯在含浸凡立水后不能有倾斜现象(线包不可超出BOBBIN)。
•合PCB板:
-有STAND-OFF之变压器,插入PCB时可允许三点(STAND-OFF)平贴PCB即可。
•铁芯不可有松动现象。
•脚须垂直光滑,不可有松动及断裂现象,且不能有刻痕。
•PIN须整脚,不可有弯曲变形或露铜氧化,PITCH则以图面上规定或实套PC板为准,BOBBIN之PIN长以图面上所规定为准。
•检查焊锡是否完整。
•检查标签是否正确,是否有贴错、贴反或漏贴。
•检查打点是否清晰,位置是否正确,有无打错、打反或漏打。
电气测试:
•电感测试:
-测试主线圈的电感量.半成品测试时,须将电感值域范围适当缩小。
•圈数测试:
-测试产品的圈数,相位,电感值。



 产品软硬件方案合集
产品软硬件方案合集 AD封装合集EMC知识合集PADS封装合集PADS快问快答合集不用开发板学习STM32合集必看必读系列经典PPT合集电子元器件基础及选型合集趣味试用系列PCB知识库合集
AD封装合集EMC知识合集PADS封装合集PADS快问快答合集不用开发板学习STM32合集必看必读系列经典PPT合集电子元器件基础及选型合集趣味试用系列PCB知识库合集 点在看,鼓励一下小编!
点在看,鼓励一下小编!