


----追光逐电 光赢未来----
碳化硅作为一种宽禁带半导体材料,因其优 异的材料特性,如禁带宽度大、击穿场强高、饱 和电子漂移速度快、热导率高,可以满足功率电 子技术对高温、高功率、高压、高频及抗辐射等 恶劣工作条件的新要求。近年来随着新能源汽 车市场的迅猛发展,碳化硅功率器件在新能源车 领域的应用加速,碳化硅功率器件市场迅猛发 展,汽车电子应用成为当前碳化硅电力电子器件 市场发展的主要驱动力。未来随着全球能源低碳 转型,在输电和配电网中将大量采用柔性交/直 流输电技术,必将带来碳化硅器件需求的爆发式增长。这也对高质量、低缺陷密度碳化硅外延材料提出了更高的要求,碳化硅外延材料缺陷 包括三角形缺陷、胡萝卜缺陷、划痕、小坑缺陷 等,近几年随着外延技术的不断发展,其中三角 形缺陷、胡萝卜缺陷等引起器件失效的致命缺陷 控制技术发展迅速并逐渐成熟。与此同时,小坑 缺陷成为当前研究的热点。H.Fujiwara等人报道了小坑缺陷可能导致器件漏电流增大,对器件 性能的长期可靠性有影响。T.Katsuno等人发现在衬底螺位错对应位置的小坑缺陷会引起器件 漏电流增大。N.Ohtani等人在小坑缺陷处发现 了电流高度局部化,可能是小坑缺陷引起漏电流 增大的 原 因。W.Y.Chen等人研究了不同的 4H-SiC外延生长参数对表面小坑缺陷密度的影 响。W.L.Lu等人和L.X.Zhao [9]分析了小坑缺 陷可能与衬底中的位错相关,并且受碳硅比、生 长前预 刻 蚀、生 长 温 度 等 的 影 响,W.L.Lu等人通过调整碳硅比和氯硅比有效地降低了小坑 缺陷密度。截止目前,小坑缺陷的形成机理并不完全明确,有待进一步研究。
本研究基于单片水平式碳化硅外延设备,在6 英寸 (1英寸=2.54cm)偏4°碳 4H 化硅衬底上生长 -SiC外延层,深入研究了小坑缺陷的起源,从晶体位错理论基础角度初步解释了小坑缺陷 的形成机理,探索了外延工艺参数对小坑缺陷密度的影响,通过优化外延生长的碳硅比和工艺温度等工艺 件,实现了低小坑缺陷密度的高质量4H-SiC外 延材料生长,以满足电力电子器件市场对高质量碳化硅外延材料的应用需求。
本实验采用单片水平式碳化硅外延设备,在商 用6英寸<1120>方向偏4°n型4H-SiC衬底上进 行同质外延生长,选用相同厂家同一晶锭和相近编 号的衬底进行对比实验,排除衬底差异带来的实验 偏差。外延生长过程在高温低压环境下进行,反应 室典型生长温度为1550~1650 ℃,反应室压力 为50~150mbar (1mbar=100Pa)。生长过程中 采用三氯氢硅 (TCS)作为硅源,乙烯 (C2H4) 作为碳源,氢气 (H2)作为载气,高纯氮气 (N2) 作为n型掺杂源。外延层生长厚度统一为10μm, 掺杂浓度8×1015cm-3,优化碳硅比是通过调整 C2H4 流量,固定TCS流量来实现。
采用表面缺陷测试仪的形貌通道和光致发光 (PL)通道对衬底和外延片表面缺陷进行形貌表征和数量统计,PL通道选用波长为365nm 的激发 光;采用原子力显微镜 (AFM)对外延片表面粗 糙度进行分析表征;使用傅里叶红外光谱仪和汞探 针电容电压 (CV)测试仪对6英寸4H-SiC外延层厚度、掺杂浓度和二者的分布趋势进行测试。
2.1 小坑缺陷产生机理研究
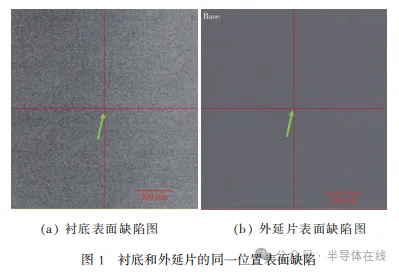
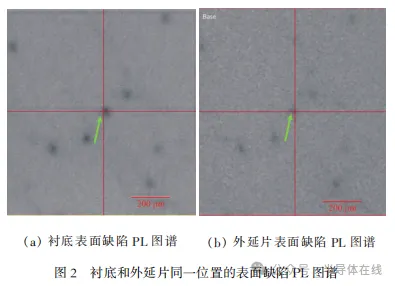
2.1 对同一晶片外延前后的表面形貌进行颗粒度测试,利用表面缺陷测试仪的同步定位功能,对比同 一位置的缺陷差异,探索外延片小坑缺陷与衬底缺 陷的对应关系。图1为同一晶片衬底和外延片同一 位置的表面高清图,图1 (a)为衬底表面形貌图, 图1 (b)为外延后的表面形貌图。从图中可以看 到,外延片表面存在小坑缺陷的位置 (箭头指示位 置)在衬底同一位置上未发现任何的微观缺陷,由 此说明小坑缺陷的产生不是起源于衬底表面的微观 缺陷。图2 (a)和 (b)分别为光致发光下的衬底 和外延片的PL图谱,其位置与图1为同一位置。从图2中可以观察到,在外延片小坑缺陷存在的位 置,在PL图谱下形貌为黑色圆点状,表面测试仪 表征为 PL_black缺陷;而在衬底的同一位置 PL图谱中, 的 同样存在对应的PL_black缺陷。这 说明在PL图谱下,外延片形成的小坑缺陷是起源 于衬底外延前同一位置的晶体内部缺陷,其在 P 4 L图谱 下 的 表 征 形 貌 均 为 PL _ black。因 为 H-SiC外延材料缺陷主要来源于衬底晶体内部缺 陷和外延过程形成的缺陷两类,结合图1和图 2,可以确定小坑缺陷不是来源于衬底表面的微 观缺陷,而是起源于衬底的晶体内部缺陷,可能 是在外延过程中由衬底的晶体内部延伸到外延层 形成的缺陷。
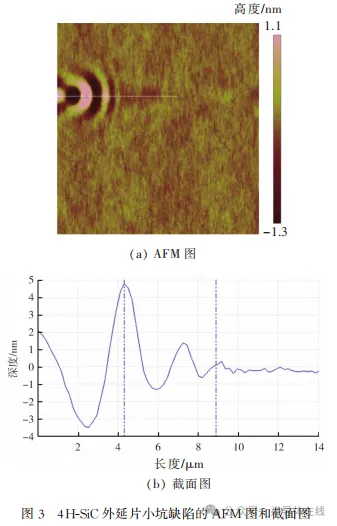
衬底内部的晶体缺陷,主要包括贯穿刃型位错 (TED)、贯穿螺型位错 (TSD)和 基 平 面 位 错 (BPD)等位错缺陷,BPD延伸到外延片表面的 形貌与小坑缺陷的凹坑形貌不符合,可以排除。为 了进一步确认小坑缺陷的起源,对小坑缺陷形貌进 行原 子 力 显 微 镜 测 试,扫 描 区 域 为 30 30μm,结 μm× 果如图3所示。在 AFM 图中,小坑缺 陷为4~5μm 宽、3~4nm 深的凹坑。根据 SiC衬底内部位错的差异性,T 4HSD是指近似平行 晶体c轴 于 延伸的螺型位错,其伯格斯矢量一般是 <0001>或<0001>加上一个垂直于c轴的分量。TED指近似平行于晶体c轴延伸的刃型位错,其 伯格斯矢量为1/3<1120> 。TSD和 TED在外 延片表面的形貌均表现为凹坑形貌,由于两者伯格 斯矢量的不同,在外延层中形成的凹坑缺陷大小不 一,TSD形成的凹坑缺陷远大于 TED形成的凹坑 缺陷。根据 AFM 图中凹坑尺寸和深度,可以初步 判断是TSD缺陷形成的凹坑,小坑缺陷是衬底中 的TSD生长到外延层中造成的,这也与文献 [8 9]中 TSD - 形成缺陷的 AFM 形貌相吻合。从图1 的表面缺陷测试结果可以看出,小坑缺陷周围并没 有其他缺陷或者晶体位错的存在,只是晶体内部单 一TSD在单晶结构中的位错延伸变化。根据晶体 位错理论基础,TSD 在外延生长过程中,沿近似 平行c轴方向进行原子排列堆积,其延伸方向与台 阶流生长方向近似垂直,台阶流生长过程中,TSD 充当了台阶流的钉位点,穿过 TSD的台阶边缘会 发生一定程度的螺旋生长,随着外延生长的结束,T 坑 S 缺 D 陷 在 。外 小 延 坑 层 缺 表 陷 面 的 局 形 部 貌 阻 和 断 尺 了 寸 台 可 阶 能 流 是 , 受 形成了小 c轴方向伯格斯矢量的影响,事实上,碳化 T 硅 SD 中 在 与 微管相关的螺位错在c轴上的伯格斯矢量可以大到 晶格常数的几十倍,微管在外延片上通常表现出更大的凹坑形貌。
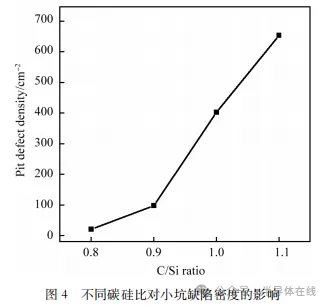
综上所述,利用表面缺陷测试仪的形貌测试、 P 的 L 表 测 面 试 缺 以 陷 及 进 同 行 步 测 定 试 位 、 等 对 功 比 能 和 , 分 对 析 同 , 晶 初 片 步 外 确 延前后 定了小 坑缺陷是起源于衬底内部的晶体缺陷;通过原子力 显微镜测试小坑缺陷形貌和尺寸,并结合 TSD和 TED的伯格斯矢量特性及其对应的凹 差异,进一步确定了衬底内部的 T 坑形貌尺寸 SD 过程中,延伸到外延层表面局部阻 在外延生长 断了台阶流,形 成了小坑缺陷。2.2 在 小 确 坑 定 缺 了 陷 小 和 坑 工 缺 艺 陷 参 的 数 来 关 源 系 之 研 后 究 ,为了降低小坑 缺陷的密度,针对不同的外延工艺参数进行实验。选定1630℃作为生长温度,将外延生长碳硅比分别设定为0.8、0.9、1.0和1.1,研究碳硅比变化 对小坑缺陷密度的影响。从图4中可以发现,随着 碳硅比的增加,小坑缺陷密度逐渐升高。当碳硅比 增加 到 1.1,小 坑 缺 陷 密 度 进 一 步 增 加 到 约 650cm-2,而当碳硅比降低到0.8,小坑缺陷密度 快速降低到约30cm-2,而且当碳硅比降低到0.9 以下时,小坑缺陷密度降低的趋势逐渐变缓。这说 明高碳硅比会造成外延片表面富碳的生长环境,促 进小坑缺陷的形成,降低碳硅比可以减少小坑缺陷 的形成,这也与文献 [7,9]的研究结果较为一 致。文献 [7]采用硅烷和丙烷作为生长源,中间 反应产物不同,因为缺少氯化物的存在,对碳硅比 的敏感度更高,碳硅比过高更容易导致硅滴在表面 聚集等问题的出现;文献 [8]采用温壁行星式反 应器进行实验,其生长速率比本实验低约1/4,受 气流输运方式和多片间热场分布影响,两者的碳硅 比存在明显差异;虽然三者存在碳硅比计算差异、 生长源差异等问题,但是结合本实验和文献 [7- 8]可以说明,随碳硅比的变化,外延生长时的表 面有效碳硅比降低可以减少小坑缺陷的形成,另 外,当碳硅比继续降低,会出现掺杂浓度过高和均 匀性变差等问题。目前,碳硅比变化影响贯穿型螺 位错在外延生长中形成小坑缺陷的具体机制还不明 确,有待进一步的探索研究。
根据已经优化的碳硅比实验,将碳硅比固定在 0.9,生长温度分别设定为1570、1590、1620和 1640℃,进行4H-SiC外延生长,研究生长温度 对小坑缺陷的影响,结果如图5所示。
由图5可见,在碳硅比为0.9条件下,随着生 长温度的升高,小坑缺陷密度在1570~1590 ℃ 范围 内 变 化 较 小,小 坑 缺 陷 密 度 范 围 为 17~ 25cm-2。温度从1590 ℃继续升高到1640 ℃, 小坑缺陷密度大幅升高。这与文献 [7]的研究结 果不一致,文献[7]与本实验的生长源不一样, 硅烷的Si—H 键能是377kJ·mol-1,丙烷 C—C 单键键能是348kJ·mol-1,本实验的TCS的Si— Cl键能是360kJ·mol-1,乙烯C=C双键键能是 611kJ·mol-1,文献 [7]的生长源键能明显大于 本实验生长源的键能,并且生长源的不同会引起后 续中间反应和中间产物的不同,这两方面可能导致 生长温度的影响有明显差异性,呈现出小坑缺陷形 成对生长温度的不同敏感性。针对本研究的温度实 验,在保证外延片表面富硅的条件下进行外延生 长,已经极大程度地降低了碳硅比对小坑缺陷形成 的影响。此时腔体的环境温度对衬底内部位错的刻 蚀作用,可能导致不同数量的内部位错延伸到外延 层。在1570~1590℃范围内,H2 在外延时的刻 蚀作用变化不大;当生长温度持续升高到1640 时, ℃ 高温下外延过程中 H2 的刻蚀作用逐渐增强,导致晶片在外延层表面附近被过度刻蚀,一 方面更多的贯穿型螺位错被刻蚀露头,另一方面高 温下的表面原子迁移变快,更多的贯穿型螺位错对 表面台阶流的钉扎作用加强,这两点促使外延层中形成了更多的小坑缺陷。此外,随着生长温度的升高,外延片的小坑缺陷分布呈现由中心向外部逐渐扩散延展的趋势,这也与外延片生长时的热场分布 规律一致,可以进一步证明温度升高引起的刻蚀加强,会导致小坑缺陷的增多。当生长温度继续降低,晶片表面沉积的有效碳硅比增加,会抑制外延生长过程中的台阶流生长;同时吸附原子在表面的迁移速率变慢,这两方面都将导致外延片三角 形缺陷等其他缺陷增多。

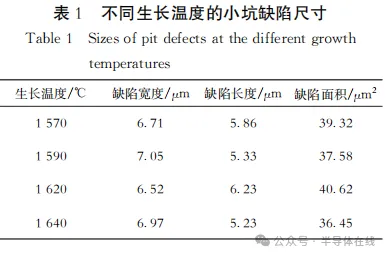
为了确认不同的生长温度对小坑缺陷形貌和尺寸的影响,对不同生长温度下的小坑缺陷典型尺寸进行统计,结果如表1所示。统计的小坑缺陷典型 尺寸与原子力显微镜测试的尺寸偏差1μm 左右。多个小坑缺陷之间的尺寸统计差异均在1μm 以 内,考虑测试统计的误差,可以判断不同温度下的小坑缺陷形貌没有明显的差异,其尺寸也较为接近,说明生长温度对小坑缺陷的形貌和典型尺寸没有明显的影响。
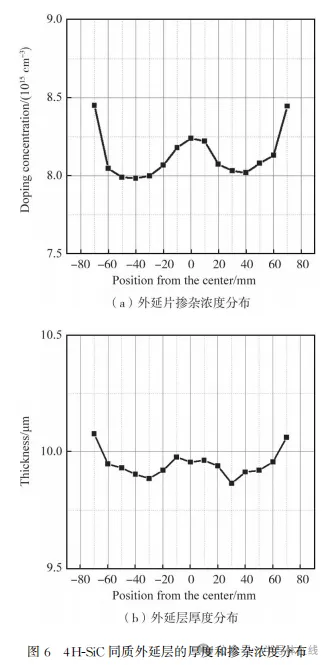
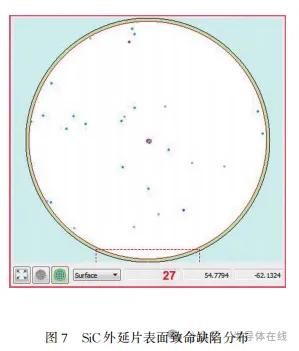
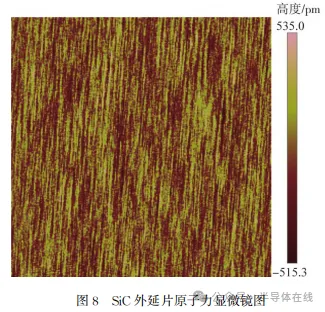
根据以上的碳硅比和生长温度优化实验,选定碳硅比为0.9、生长温度1590℃的外延工艺条件, 最终生长出了低小坑缺陷密度、高质量的4H-SiC 外延片,小坑缺陷密度可控制在25cm-2 以下,最低降至20cm-2 左右;小坑缺陷的工艺调整优化 未造成外延片的其他参数恶化,外延片均匀性、致命缺陷和表面粗糙度等参数均保持了较好的质量控制。外延层厚度分布和掺杂浓度分布如图6所示, 厚度不均匀性为 0.56%,掺杂浓度不均匀性为 1.81%,图7为4H-SiC外延材料的表面致命缺陷分布图,致命缺陷密度典型值小于0.4cm-2,图8 给出了外延材料典型原子力显微镜图,测试面积 10μm×10μm,外延片表面呈现清晰有序的台阶 流生长形貌,根据原子力显微镜测试结果计算得到表面粗糙度为0.135nm。
本文采用单片水平式碳化硅外延设备进行6英寸4H-SiC外延生长,分析了小坑缺陷的起源,初步探索了小坑缺陷的生长机理,并研究了碳硅比和 生长温度对小坑缺陷的影响。研究表明,低碳硅比 会在外延片表面形成富硅环境,抑制小坑缺陷的形成,通过降低碳硅比可以有效减少小坑缺陷。过高的生长温度会加剧外延生长过程的刻蚀作用,导致更多的贯穿型螺位错延伸到外延层表面,形成小坑缺陷。
综上所述,当碳硅比1590℃时,在6英寸为 0.9、生长温度为 4H-SiC衬底上生长出低小坑缺陷密度、高质量、高一致性的外延片,其小坑缺陷密度可控制在 25cm-2以下,最低降至 20cm-2左 右, 致命缺陷密度典型值小 于 0.4cm-2,外延层厚度和掺杂浓度的不均匀性分 别为0.56%和1.81%,10μm×10μm区域的表面 粗糙度为0.135nm,高质量的4H-SiC外延片可以满足碳化硅电力电子器件的应用需求。

申明:感谢原创作者的辛勤付出。本号转载的文章均会在文中注明,若遇到版权问题请联系我们处理。

----与智者为伍 为创新赋能----

联系邮箱:uestcwxd@126.com
QQ:493826566


