全文字数
9500
字
阅读时间
25
分钟
信息技术IT对工业企业的影响力正在日益增长,这使得自动化架构也开始向IT方向转变。IT正在向超融合架构进化,而且几乎所有功能都在软件中实现。同样可见的是,自动化架构正在经历蜕变,从基于硬件的控制系统转向虚拟化。这种趋势最早表现在分布式控制系统DCS和数据采集监控SCADA系统中,而现在也同样深刻地影响着可编程控制系统PLC领域。非时间关键型的软件,早已被整合到服务器或云中。而在通用平台上,虚拟化PLC系统已经被证实可以运用在生产实际当中,而且具备广阔的潜力。在此基础上,即使安全型PLC,也开始大步向虚拟化迈进。
流程自动化系统加速虚拟化进程
虚拟化和虚拟机在DCS和流程自动化领域的应用并不新鲜。所有主要的DCS供应商都允许客户使用虚拟机支持DCS的人机界面、工程软件工具和其他应用。采用虚拟机可以替代十几台甚至几十台的PC机提供操作界面和其他服务。更大的好处是,它使得系统在整个生命周期中,都更容易维护和技术支持,因此,采用虚拟技术对最终用户和供应商都有巨大的利益。DCS向虚拟机的过渡,暂时还没有扩展到DCS中的控制器。不过供应商已做好了其他的准备,例如为其控制器软件开发了专门的软件版本用于操作员培训模拟器等应用。直到最近还没有将专用功能DCS控制器的纯软件版本实现商业化,其中的症结主要是源自DCS控制器严格的高可用性要求。目前供应商的解决方案是通过冗余硬件和专用软件的组合来满足这一点。然而,供应商的犹豫似乎开始瓦解。多家DCS供应商现在已经公布了路线图,包括他们未来DCS控制器的虚拟化。很明显,未来DCS控制器将是物理机和虚拟机的组合。
开放流程自动化论坛OPAF(Open Process Automation Forum)的成员和非成员,都在大力追求虚拟控制器。OPAF的O-PAS标准在部署选项方面是非常开放的。O-PAS兼容系统能够采用广泛的实现手段,无论是从专用功能的控制设备,还是完全虚拟化的基于服务器的工业控制器软件。图1示出O-PAS规范中的软件部署选项有以下5类:裸机,配有原生操作系统的计算设备,配有原生操作系统的容器,配有超级管理程序(hypervisor)和隔离内核(separation kernel)的虚拟环境,以及配有超级管理程序和隔离内核的容器。
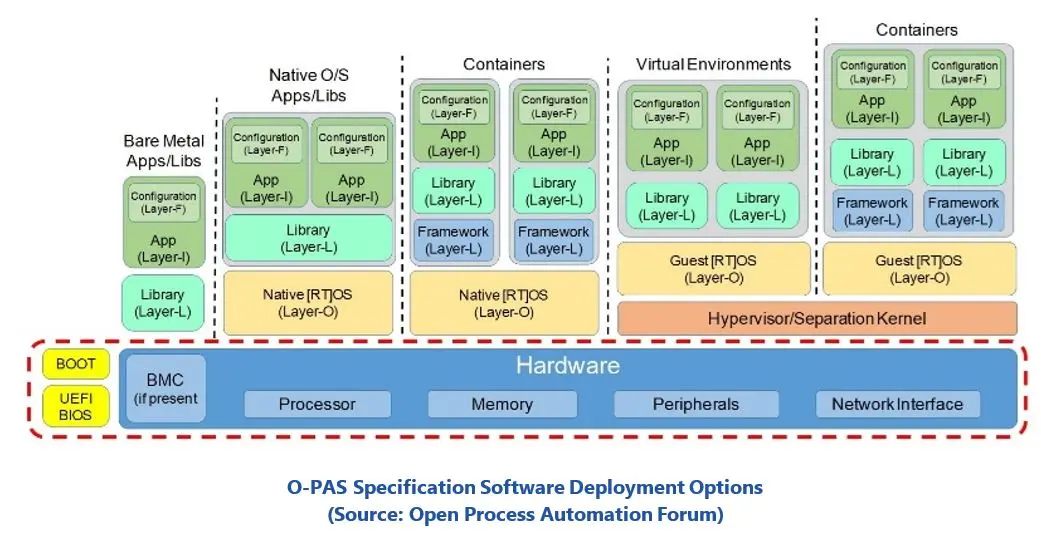
图1:O-PAS规范中五类软件部署选项(图源:OPAF 网站)
如果一个工程师对O-PAS技术体系架构的应用程序和服务类型的分级模型FILO模型有了解,那么对这种软件部署的选项就会理解更深。为了实现把不同供应商的软件和硬件组件无缝集成,OPAF尽了很大的努力。不但制定了相应的标准、严格的认证程序,还做了互操作性、互换性、应用程序和组态文件的可移植性的实验及测试。在其技术架构中规定了应用程序和服务类型的分级模型FILO Model(见图2)。在O-PAS标准中,应用程序是由程序、相关组态和数据组成的不可分割的单个组件,它执行一组相关的协调功能。
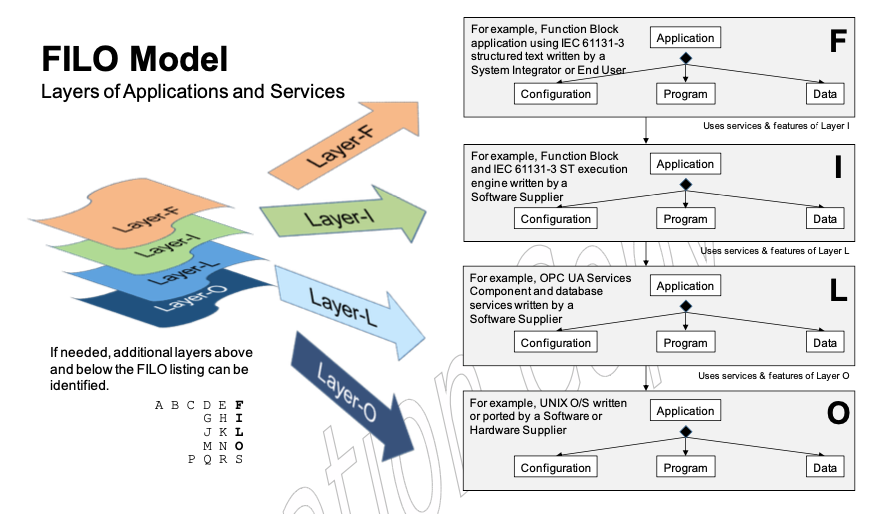
图2:O-PAS标准中应用程序类型的分层定义的FILO模型(图源:OPAF 网站)
Layer-F层应用程序是通过O-PAS规范定义的O-PAS可移植组态规范定义的应用程序。这些包括功能块、报警应用块、IEC 61131-3程序和IEC 61499-1的应用;还包括O-PAS标准中定义的基本组态信息。Layer-F应用程序/组态还包括遵循相同可移植组态结构的Layer-F库,例如Layer-F应用程序可用的功能块库。Layer-I应用程序是用典型的IT编程语言(如c#、c++、Python、GO、ADA等)定义的应用程序,这一层次的应用程序通常对Layer-F应用程序和组态信息进行操作。而且这一层次的应用程序通常是平台相关的,因为它们已被编译为针对特定CPU体系结构和操作系统的二进制格式。Layer-L应用程序是用典型的IT语言(如c#、c++、Python、GO、ADA等)定义的程序库或服务程序,它们为Layer-I层的应用程序提供服务。Layer-L层应用程序通常也是与平台相关的,因为它们已被编译为针对特定CPU体系结构和操作系统的二进制格式。Layer-O层应用程序通常是底层的操作系统,它为Layer- L层和Layer-I层的应用程序提供操作环境。在O-PAS技术体系结构中,这被标识为平台操作系统,或者运行在超级管理程序内核之上的操作系统。
埃克森美孚O-PAS现场试验项目由日本横河电机作为系统集成商,在虚拟机和VMware软件产品上进行了广泛的试验。2024年开始在现场部署的系统配置目前尚未正式宣布,然而它可能会广泛使用虚拟化。作为OPAF成员的DCS供应商ABB和施耐德电气,已经与虚拟化软件供应商和Red Hat(红帽)建立了合作关系。ABB与红帽的合作关系已经持续了一年多。而施耐德电气与Red Hat和英特尔合作,则完整地展示了概念验证系统。两大DCS供应商(艾默生和霍尼韦尔)目前在OPAF中并不活跃。然而,两家供应商都宣布了控制器虚拟化路线图,并且与O-PAS的愿景非常相似。霍尼韦尔已经与VMware合作多年,在其Experion DCS中实现基于PC的工作站的虚拟化。2023年,霍尼韦尔在其北美用户组会议上宣布,虚拟化将扩展到一些在其Experion Control HIVE环境下运行的Experion C300控制器。这些控制器将作为VMware软件环境中的虚拟设备运行。
流程自动化系统的巨头们,已经开始为进入战场做好了准备。同样在工厂自动化领域,也出现了活跃的力量。
虚拟PLC异军崛起
虚拟PLC是指在商用现货的服务器上由实时管理程序管理的虚拟机中运行的软PLC。在软件定义的自动化中,虚拟PLC可以用与传统 PLC相同的方式来控制工业资产设备。位于边缘的服务器可以托管多个虚拟PLC来实时控制工业资产设备。虚拟PLC可以由云端进行管理和监控。硬件和软件的分离不仅为系统的扩展提供了方便的坚实基础,而且还有助于克服专有PLC硬件的供应链挑战。标准服务器硬件的广泛可用性提供足够的资源来共同完成PLC、人机界面(HMI)和编程终端的功能。
设在慕尼黑以SDA(Software Define Automation)命名的初创公司,两年前开创了一种软件定义自动化解决方案。它将传统的PLC硬件虚拟化,在此基础上对其进行管理;并且投入了工业自动化的现场应用。图3是SDA公司的虚拟PLC的系统结构图。托管虚拟PLC的服务器设置在工业边缘端,与车间和作为云端的数据中心通信。在SDA公司的方案中,在满足确定性的实时要求设备控制的同时,将云和车间耦合,为进一步实施基于软件的PLC操作和数据收集,以及使用先进的机器学习算法提供了前提。
在这个解决方案中,围绕云基的现有PLC管理软件(SDA TechOps),由Git赋予授权启动的PLC代码版本和协同软件(SDA DevOps),以及在边缘服务器上对PLC予以虚拟化的软件(SDA Virtual PLC),共同来实施虚拟化的PLC系统。经过大量测试确定,上述虚拟化的PLC系统实时控制的扫描时间在5-10毫秒之间,可以满足除多轴协调运动控制任务之外的大多数的控制任务。虚拟PLC通过提供更大的灵活性、更好的资源使用、可扩展性和更低的成本,帮助克服基于硬件的PLC的局限性。
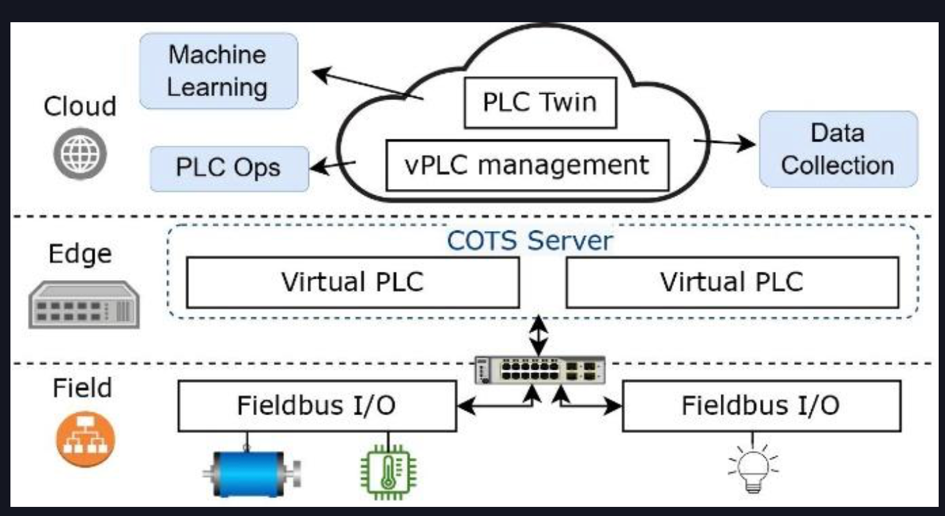
图3:德国SDA公司实施虚拟化的PLC系统结构(图源:SDA 网站)
西门子在汉诺威工业博览会上首次展示一个完整的虚拟PLC。Simatic S7-1500V扩展了现有的Simatic产品组合,并满足特殊市场(例如PLC计算的虚拟托管)需求。在未来产品范围内将包括硬件控制器和虚拟PLC。
新的Simatic S7-1500V已成为西门子工业体系Industrial Operations X的一个部分。这是一种不断增长的、可互操作的产品组合,面向生产工程、执行和优化。西门子正在将其与数字平台相捆绑,将其添加到西门子Xcelerator(开放的数字业务平台)的产品组合中。通过Industrial Operations X,西门子不断将IT和软件功能集成到自动化领域,从而加快了从自动化生产向高度适应性生产的过渡。
西门子的战略决心,值得关注。作为传统PLC的市场领导者,它推出虚拟PLC的重要性不可低估。众所周知西门子从硬件销售中赚取了大量利润,因此一款可以在任何硬件上运行的“软”版控制器必然会对该公司的市场地位产生冲击。然而,虚拟PLC不仅仅是纯粹的软PLC。相反,随着向虚拟化架构的转变,西门子已经感受到了工业自动化领域的变革之风。他们需要为一些用户提供了未来自动化架构的一部分。
这种新的体系结构支持类似IT的环境,在这种环境中,自动化软件和硬件像IT资产一样集中部署和管理,以便根据不断变化的需求使用数字孪生和资产管理工具快速灵活地配置、监控和更改体系结构。通过虚拟化控制器,重点从控制单个设备资产的任务转移到在广泛网络部署的自动化资产中发挥高效的作用。这正是在动荡的市场、技术劳动力短缺和日益稀缺的资源的大环境下,满足工业企业追求更加灵活地构建自动化生产的迫切需求的有力举措。
在西门子推出其首款虚拟PLC S7-1500V的同时,德国菲尼克斯的PLCnext也发布了虚拟化PLC next Virtual Control的解决方案。这些信息并不足以说明虚拟PLC已经被广泛接受。这是因为尽管软件定义的自动化架构有很多好处,不过也出现很多阻力。
一方面许多机器制造商缺乏实现软件定义架构的能力;另一方面虚拟化听起来很有吸引力,但仍然有许多应用更适合于采用控制硬件的场景,其明显的优点是:低成本,不需要复杂的工作,不必过于担心知识产权保护的问题。对于大量的多轴协调运动控制的复杂控制(如机器人、数控机床等),目前虚拟化的解决方案还不能提供复杂运动控制任务所需的性能;而这些复杂控制恰恰能测试纯硬件PLC的性能极限。
按照西门子的说法,S7-1500V可执行一般的通用运动控制任务,但对于多轴协调运动控制,西门子建议使用传统的PLC和专用技术模块(T-CPU)。这就回答了虚拟化PLC会不会取代传统的PLC的严峻问题:在可预见的未来不会!从长远的视角观察,传统PLC和虚拟PLC将无限期共存。
那么,什么是虚拟PLC的合理的应用场景呢?虚拟PLC将如何改变自动化呢?
首先可以肯定的是,虚拟PLC不会完全取代传统PLC的专用硬件,在今后的智能制造应用中,每当用户决定在最适合的地方部署具体的解决方案时,传统PLC和虚拟PLC将共存,并各司其责。其次,在容器化的软件环境中,虚拟化的PLC在易于部署、可管理性、可扩展性和灵活性等方面比传统PLC具有许多优势。然而,只有当用户迁移到真正像IT一样的架构,并培训员工来设计和操作它们时,才能实现这些好处。由此可见,这或许是一个渐进的过程。再次,虚拟PLC只是自动化体系结构端到端解决方案的一部分,该体系结构还包括基础设施、机器应用程序和第三方的组件等等,对此需要有清醒的认识和评价。
虚拟PLC将如何改变工业自动化
虚拟PLC的概念,容易引发了很多疑问。值得明确的是,虚拟PLC并非经典PLC的直接替代品,有许多应用仍将是经典PLC的领域。然而,虚拟PLC也会创造不少新的机遇。
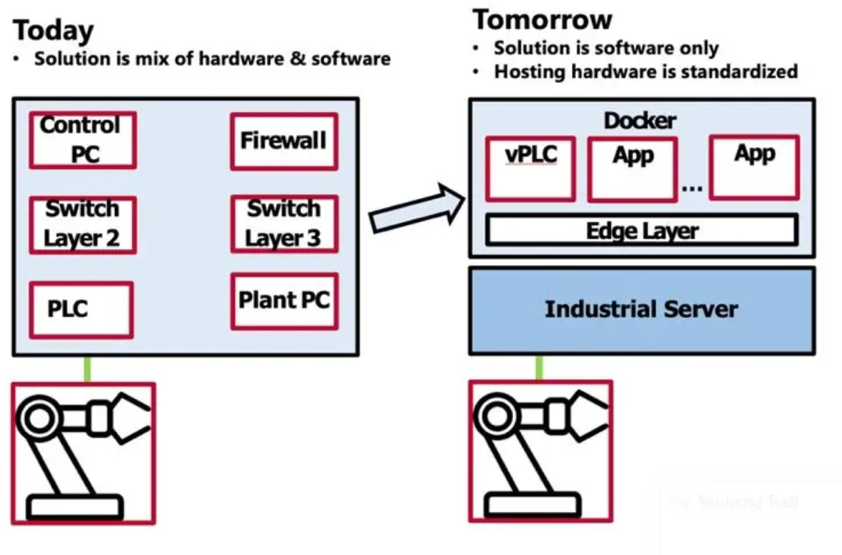
图4:虚拟PLC是未来软件定义自动化架构中的重要使能角色(图源:IEB网站)
虚拟PLC系统最有特色的性能是虚拟部署。用户可以在APP商店中购买和下载虚拟PLC软件,然后部署在工业边缘的容器中。边缘平台通常支持来自不断增长的产品和解决方案生态系统的应用和设备,包括来自第三方的应用和设备。
工业边缘专用平台(譬如Siemens Industrial Edge)提供部署和监控自动化资产和服务性能的工具,使应用程序和设备能够轻松地相互通信,同时保持较小的占用空间。传统的PLC是手动部署的,通常需要手动设置参数,而虚拟PLC则像IT资产一样使用通用IT工具自动配置、供应和管理资产。这就是所谓的通过“编排”进行部署。自动化应用工程师在学习了一定的IT技能后,可以在软件定义和物理设备的混合配置中部署和监控机械设备、生产线和整个工厂的整个控制器。对于可能拥有数百个PLC的大型制造工厂,由虚拟PLC系统对自动化资产集中管理,其可能节省的潜在成本是巨大的。
虚拟PLC运行在服务器上,如果在单台托管服务器上安装多个虚拟PLC,用户可以降低资本成本。那么一台服务器上可以安装多少个PLC,有什么限制呢?目前已投用的虚拟PLC集群系统中,每台服务器上装有10到20个虚拟PLC的计算集群,这被认为是现实的。这些虚拟PLC的控制功能主要是逻辑控制和顺序控制,也可以执行通用运动控制的功能,但不适于执行具有确定性性能的硬实时多轴协调的运动控制。这种系统的可扩展性和灵活性远远超过经典的PLC系统,在需要扩展或改变时只需改变使用的虚拟PLC实例的数量,而不是安装或移除硬件。
机器制造商和工业自动化系统的供应商为PLC代码开发投入了大量资金。在由经典PLC转向虚拟PLC时,并不需要重起炉灶,虚拟PLC通常支持现有的代码和数据结构,允许用户利用他们现有的知识产权和熟悉的工程工具。例如,Simatic S7-1500V的配置就像带有西门子TIA Portal的传统PLC一样,因此用户可以继续使用为几代西门子PLC开发的现有代码。这也可以减轻用户由传统PLC更改为虚拟PLC过程中的风险。同时也支持逐步实施由传统PLC更改为虚拟PLC的过程。
虚拟PLC部署在工业边缘,可以在服务器的公共环境中集中监控应用程序和设备,为OT和IT的融合以及促进开放性和数据共享带来一系列优势。例如,用户可以使用数据驱动的洞察力来操作和维护制造设备,这些深度的洞察可以帮助优化流程,甚至在意外停机和故障发生之前进行预测。这些功能可以通过运行在同一边缘平台上的其他应用程序进一步增强。
总之,虚拟PLC是成熟的离散控制市场的新发展,但虚拟部署控制器的出现是数字化转型中行业更大图景的重要部分。随着越来越多的实际应用,在IT环境中部署自动化系统的业务用例将变得更加引人注目。虚拟PLC遵循IT行业长期以来确定的在软件定义功能的趋势,并将这一趋势应用于关键的实时控制。虚拟PLC的重点不是取代传统的PLC,而是利用现代IT工具和开发的所有优势,在数据中心环境中部署和管理PLC功能。
安全控制器的虚拟化
以往都是用硬件结构实现符合IEC 61508国际标准的功能安全SIL 3级别的安全控制器。图5表示用硬件实现的功能安全的结构,其中一个通道其独立的CPU处理输入操作数,另一个通道其独立的CPU处理经过多样化变换(即编码)的输入操作数,这两个独立通道的输出经过比较器的校验,如果结果完全一致,证明处理结果无误,作为输出去执行控制。将安全控制系统抽象为虚拟PLC,将会大大降低了购置、调试、扩展、维护和退役的成本。
但是,对于以前需要双通道硬件才能达到IEC 61508规定的SIL3的功能安全应用能够虚拟化吗?又如何实现虚拟化呢?
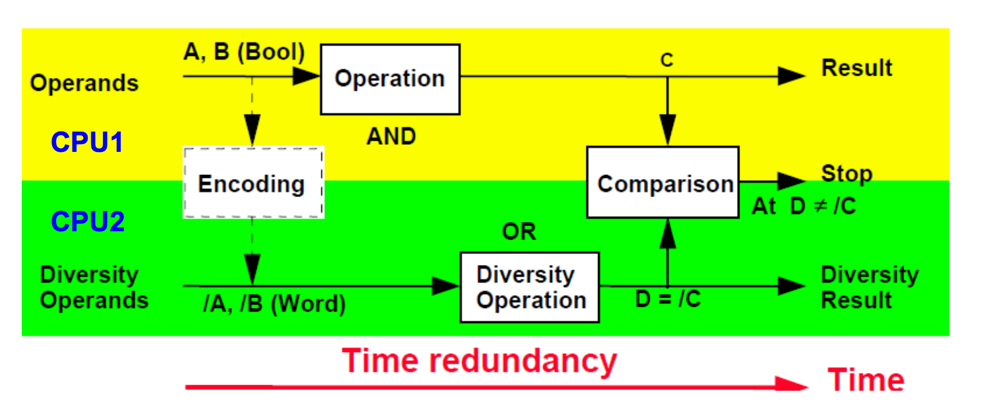
图5:两通道硬件实现的SIL 3功能安全原理图
德国的SIListra Systems GmbH公司开创性地解决了这一难题。图6给出了其基本的工作原理。在虚拟控制系统中,双通道功能是通过基于编码处理的多样化编码实现的,冗余地检查控制信息,以检测原生程序数据和控制流中的错误。为此,应用软件的处理分为两个逻辑软件通道,第一个通道执行原生的用IEC 61131-3编程语言编写安全应用程序,经过编译转换为二进制代码。第二个通道将原生程序经过SIListra Transformer变换算法程序(实际上是一种多样化处理的编码)的处理所生成的程序,也经过编译变换为另外的二进制代码。这两个代码执行后生成两个输出结果,经过求和校验以及控制流检查,两个通道的输出被合并产生安全输出。
从软件冗余中可以查看控制信息,检测出程序数据和控制流中的错误。在冗余通道使用编码处理算法执行相同的安全应用程序,与执行原生通道处理安全应用程序,在一个CPU内核中的一个进程依次运行,并不断进行自我比较。此外,还可在运行期间对安全应用进行细粒度监控。
SIListra Systems GmbH 的这一创新成果已获得TÜV南德意志集团的批准,并已颁发了第一批SIL3级产品认证证书。目前正在虚拟CODESYS控制器中实施,并在奥迪的工厂运用。CODESYS将这种成熟的方法与虚拟环境相结合,实施并认证了完全独立于硬件的安全控制系统。
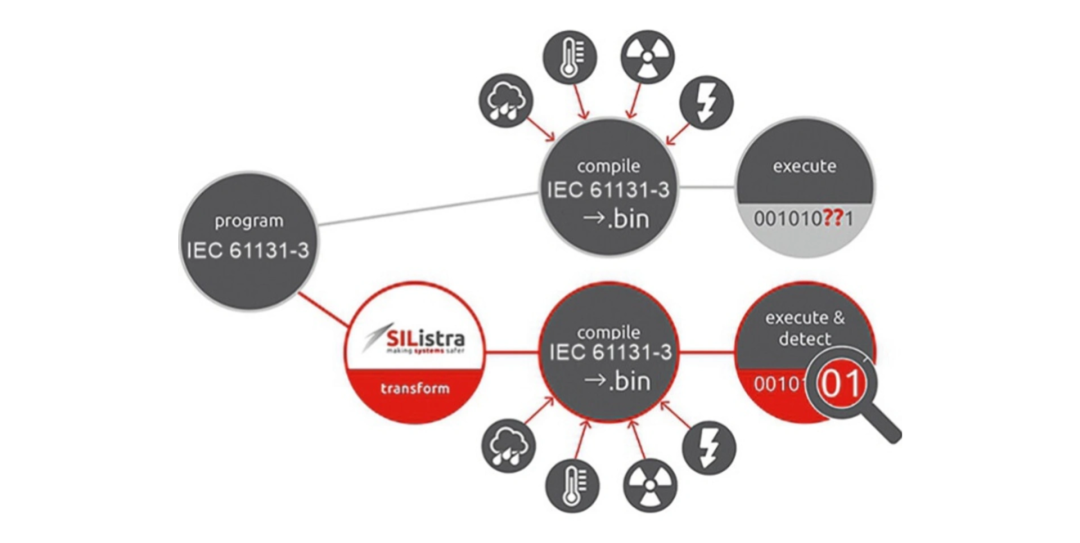
图6:两通道软件实现的功能安全SIL 3虚拟安全控制器原理图(图源:SIListra网站)
图7揭示出从运行时(runtime)的视角看虚拟安全PLC在一个的扫描周期中所执行的循环功能,将这些功能划分为三个阶段:输入阶段、多样化处理阶段和输出阶段。输入阶段从输入端口取得的原生输入数据包送入原生通道,此外原生输入数据包经过编码生成输入编码数据包,编码过程无需了解输入数据包的包结构或者协议,但必须对此数据包按字节逐个进行编码。在输入阶段不对输入数据包进行校验,而在多样化处理阶段对两个代码通道完成校验。在多样化处理阶段,两个通道必须相互独立,可以并行运行,也可以顺序运行。输入数据包校验必须在此阶段分别在两个通道进行,如果发现出错立即传递到处于应用级别的输出数据包中。原生通道对原生输入数据包进行计算和检验,计算结果得到原生不完整输出数据包(例如不包括求和校验),仅在双通过的合并阶段才计算最终的完整输出数据包。多样化编码通道对输入编码数据包进行计算和校验,计算结果得到编码完整输出数据包;采用动态的控制流签名(control-flow signature)来检验控制流出错。在输出阶段对这两个通道的输出结果进行合并求和检验,其结果送入输出端口执行(详见图7)。
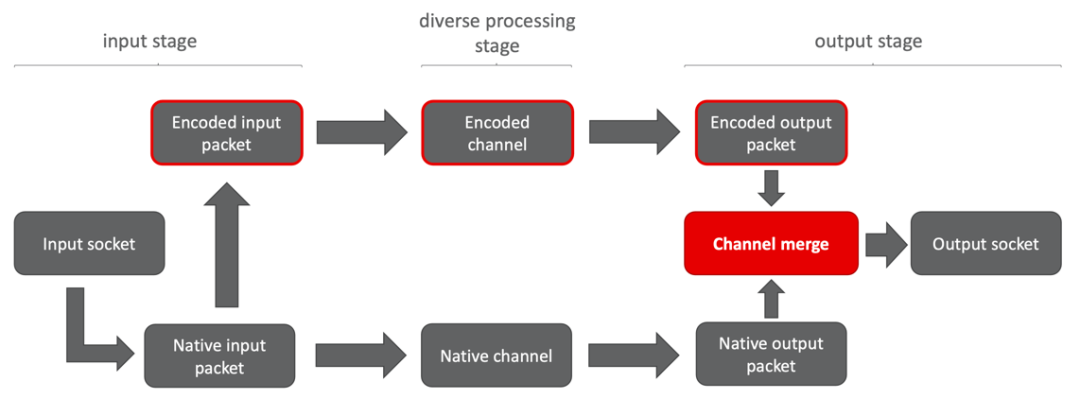
图7:虚拟安全控制器运行时执行的循环功能(图源:SIListra网站)
在输出阶段,原生数据输出包和编码数据输出包先各自进行冗余码循环检验(CRC),同时对编码输出数据包进行控制流检查(control-flow check,CFC),然后进行通道合并,这样便可以获得无差错的输出数据包。控制流检查(CFC)是一种监视程序执行流的有效方法,它将程序划分为若干基本块,并为每个块分配预先计算的签名。然后,在程序执行期间获取运行时签名,并比较这两个签名,以确定是否发生了非法跳转。可以通过多种方法生成基本块的签名,例如,在编译时为给定块代码的每个基本块唯一的全局静态签名,然后在程序执行期间重新计算运行时签名。若在程序执行期间发生了一个控制流出错(CFE),导致在基本块内非法跳转,在这种情况下,执行的指令序列与编译时获得的指令序列不同,故在预先计算的和重新计算的签名之间出现分歧。因此,可以通过比较签名在基本块的末尾检测到该CFE。一般而言,CFE是由硬件组件(如程序计数器、地址电路或存储器子系统)中发生的瞬态和永久性故障引起的,这些故障将影响处理器中指令执行顺序的正确性和可预测性。
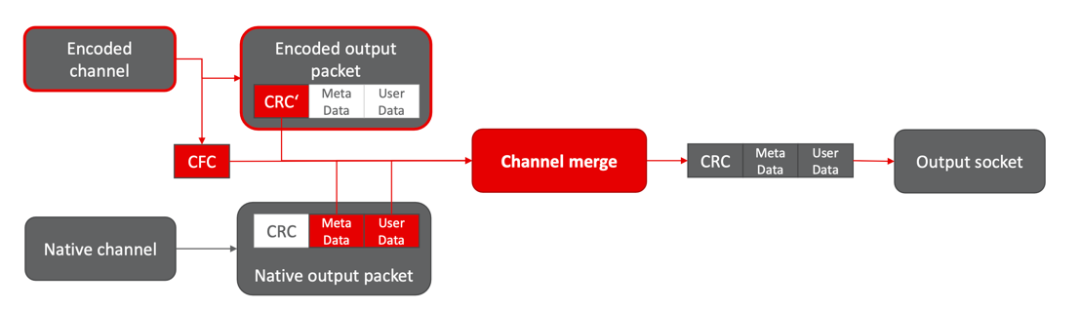
图8:在通道合并阶段实施求和校验(图源:SIListra网站)
通过将控制技术抽象化,机器和设备制造商以及此类系统的运营商可以节省大量成本,例如在采集、调试、扩展和维护方面的成本。在基于容器或超级管理程序技术的虚拟控制系统中,软件定义控制功能并提高安全性。欧盟的法规和法律要求采取防范危险的措施(包括设计措施和安全控制技术)来保护人员。后者符合IEC 61508等规定的最新技术水平,通常符合SIL 3标准。
令人瞩目的虚拟化生产项目
德国奥迪公司选择Böllinger Höfe汽车工厂作为其工艺生产全面虚拟化的试点,运用就地服务器集群,凭借高度虚拟化的流程和人工智能解决方案,渴望创造效率、可持续性和工艺的奇迹。对奥迪来说,这个项目关乎未来,它为奥迪及其母公司大众,乃至整个汽车行业展示了一条新的前进道路。
这家工厂生产高质量但量产较少的汽车,如电动奥迪e-tron GT和奥迪R8运动型跑车,因此说这是奥迪生产实验室高级经理亨宁·洛泽(Henning Loeser))和他的团队创新想法的完美试验台,一点也不为过。团队的目标是在无需实物原型的前提下以创纪录的速度完成从设计到生产的全过程。其中包括从虚拟现实(VR)生产计划,到与思科(Cisco)合作的超融合基础设施和超低延迟网络,将所有的生产资源安全地连接在一起。
虚拟现实原型只是一个开始。在奥迪的基于IT的工厂自动化解决方案Edge Cloud 4 Production(EC4P)的支持下,该工厂的数千台设备包括现有设备(如摄像头、机器人、物联网传感器和现场总线)并不需要进行全面检修改造就能安全运行投入两条产线的量产,并得到思科的关键网络和安全支持。ARC咨询集团的研究主管Harry Forbes评价说,奥迪e-tron GT的生产说明了这种新模式的可能性,其结果将成为未来制造业的典范。整个工业自动化行业都在朝着这个方向发展。ARC认为,奥迪的团队在虚拟化的生产项目上的成功实施,放眼全球也是一骑绝尘,遥遥领先。
思科是奥迪虚拟化生产平台边缘云的关键组成部分。网络是将单个PLC、HMI、IPC和其他离散硬件资源迁移到中央超融合环境的关键。图9显示了一个简化的体系结构,它说明了构成的主要组件及其连接性。
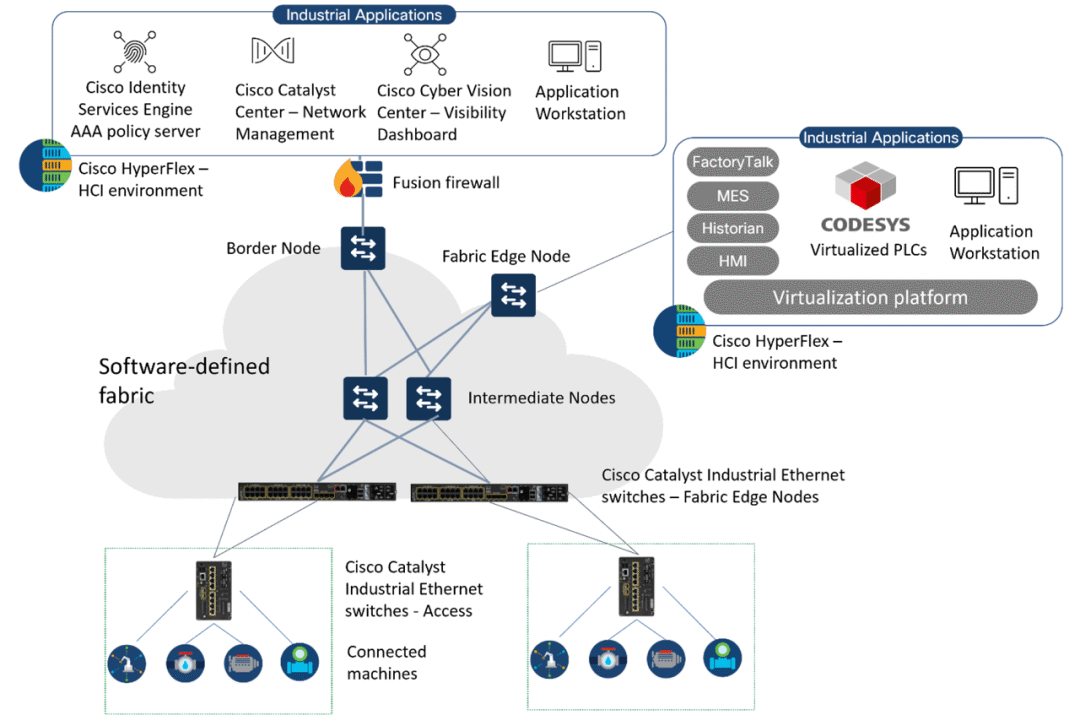
图9:为工业控制系统虚拟化定义的软件定义网络架构(图源:IEB网站)
在图9的架构中主要的构成部分有:1)提供高容量分组交换和无损韧性的工业以太网交换机,用以实现控制系统应用与受控机器的不间断连接。2)智能网络管理系统,由软件定义结构,并确保网络始终处于就绪状态;对网络的所有功能(从设备接入、初始化组态和持续组态、性能监控、主动排除故障、网络安全策略,以及维护网络性能和安全所需的功能)进行管理。3)AAA策略存储库和服务器,确保安全的网络访问并执行安全策略;它允许机构控制对其网络的访问和可访问的资源。4)在工业交换机中运行的可见性应用程序,有助于识别连接的资产、识别网络流量和发现安全漏洞;使用这种级别的可见性,可根据ISA/IEC 62443定义区域和通道,并使用策略服务器和工业交换机强制执行分段。5)集中式超融合基础设施,将计算、网络和存储集成到一个系统中,为包括虚拟化在内的应用提供算力。6)虚拟PLC符合IEC 61131-3标准的集成开发环境(IDE),包含各种文本和图形编辑器,用于控制逻辑编程。
由上可知,网络是实现工业控制系统虚拟化的一个关键,为实现有效的虚拟化策略网络需要满足: 精确定时,工业协议,弹性和可靠性,安全性以及通信基础设施的可扩可缩等基本要求,这也是实现虚拟化工业控制系统的难点所在。工业控制系统要求具有确定性响应的实时性能,由于系统控制的物理设备一旦因为网络延迟可能导致严重问题,加之虚拟化可能会增加延迟,因此保证网络的确定性是解决这些不可接受问题的基础。传统上,通过Level 2工业网络进行工业控制系统与机械设备的通信,Level 2网络连接的优点是的网络跳数(network hops)少,以及避免路由导致更多的延迟。而在虚拟化的工业控制系统中,用集中的计算环境取代控制器集群必须采用Level 3网络,数据包要在机械设备和控制应用程序之间经过路由传送,这就要求Level 3网络不仅需要对处于欧Level 2的设备直接进行通信,而且还需要满足严格的定时和丢包要求。用路由的Level 3网络代替Level 2网络,在机器和控制应用程序之间增加了新的链接和网络功能,这使制造过程面临中断的风险。因此网络需要足够的韧性和弹性才能够承受链路和设备故障,确保业务的连续性。随着连接的工业资产越来越多,对网络的依赖程度越来越高,确保虚拟化环境中的操作就需要网络的高度安全性。网络的解决方案还必须提供详细的可见性,能够发现漏洞,对网络进行细粒度分割,并持续监控连接的设备是否存在任何违规行为。此外,网络基础设施应该是可伸缩的,以适应对虚拟化系统不断增长的需求。这包括考虑网络容量、交换机和路由器的可伸缩性,以及根据需要添加、删除和重组态虚拟机的能力等要素。
结语
在工业自动化领域中率先运用虚拟化技术是DCS系统,主要应用于人机界面、系统工程工具和仿真培训等方面,近年来开始考虑向实时控制器迁移。而PLC系统运用虚拟化技术还是最近这两年的创新,进展很快,已在生产实际中投用,而且PLC领域已经普遍认定这是PLC一个重要的发展趋势。
形成鲜明对比的是所谓的云化PLC却很少能投入实际生产运用中。实际上虚拟化PLC和云化PLC都是借助于服务器实施的,而主要的区别是在云-边-端的体系结构中实施虚拟化PLC安装在边缘端,云化PLC则在云端。处于工业边缘的虚拟化PLC执行实时控制,还十分方便为OT与IT和工业互联网进一步深度融合。这一架构已在德国奥迪的Böllinger Höfe工厂借助基于IT的工厂自动化解决方案EC4P让两条生产线投入量产。与此同时,用软件定义的安全PLC控制器不但通过了功能安全SIL 3等级的认证,还在此工厂中使用。
鉴于虚拟PLC运用一台物理服务器实施10-20个的虚拟PLC的实例,适合于生产线或车间的PLC集群控制,也不能满足复杂的多轴协调运动控制的要求,因此有一个基本判断是传统PLC的应用将与虚拟PLC的应用无限期地共存。还应注意的是虚拟PLC的I/O需要通过现场网络连接,网络一旦出现10ms的停顿或其它故障都会使控制系统发生问题,导致生产运行的非计划停车。
随着越来越多的主供应商的关注,和众多生产项目的跟进,虚拟化越来越成为未来自动化的趋势。新型的工业自动化系统正在以IT和OT的高度融合,而引人期待。
(全文完)

图书推荐阅读:
《供应链攻防战》读懂中国制造
《质量简史》浓缩百年质量观
《灰度创新:无边界制造》告别微笑曲线
《五菱之光:一部造车史》还原创奇
《工业软件简史》六十载进化风云
《智能制造术语解读》制造强国
《美国制造创新研究院解读》深入剖析
《工业互联网创新之路》实践常州模式
相关阅读:
林雪萍 | 大出海 日本情报如何支撑海外商业帝国
林雪萍|从日本看中国企业大出海之道
林雪萍 | 我在匈牙利看中国企业大出海
林雪萍 | 我在德国看中国企业大出海
林雪萍 | 我在越南看中国企业大出海
林雪萍 | 我在泰国看中国企业大出海
林雪萍 | 冰激凌大出海 赤道上卖出第一名
林雪萍 | 大出海,中国在这个赛道上意外地强势领先
林雪萍 | 做聪明的船长 中国制造大出海
林雪萍 | 亚洲4.0 中国制造再出海
《对话》| 林雪萍 中国外贸“新三样”与新制造
《对话》| 林雪萍 隐形冠军 看见中国制造脊梁
《对话》| 林雪萍 出发!去欧洲:中国出海新发现
作者简介
彭 瑜:上海工业自动化仪表研究院,PLCopen中国组织
往期专辑推荐 | ||
供应链 | 灰度创新 | 工业软件 |
全球制造战略 | 美国制造创新 | 工业互联网 |
工业新概念 | 企业战略 | 先进制造 |
数字工厂转型 | 纺织 | 工业4.0 |
智能制造 | 数字人才教育 | 国际展会 |

喜欢这篇文章?请关注,并分享
为方便查看,可应用公众号置顶功能