

入群:如需申请内外饰、车身、座椅等专业群请微信GSAuto0001验证信息后要求进群。
征稿:关于汽车新材料、新工艺、新技术的文发送至gearshare@163.com
社群推荐:GSAuto联盟|座椅技术专家委员会招新了
主要生产工艺流程简介:
将塑料粒子或 BMC 原料加入到注塑机料筒,注入相应模具内成型,将成型的产品取下,经修整后根据产品不同的需求再经 PC 硬化或 BMC 底涂或真空镀铝,或经 BMC 底涂、真空镀铝后得到镀铝反射器,最后分别将各部件与外购的零部件等进行装配,除汽车尾灯装配过程中需要焊接,其他车灯装配过程用密封胶粘结,装配完成后检测,检测合格后包装进入仓库。
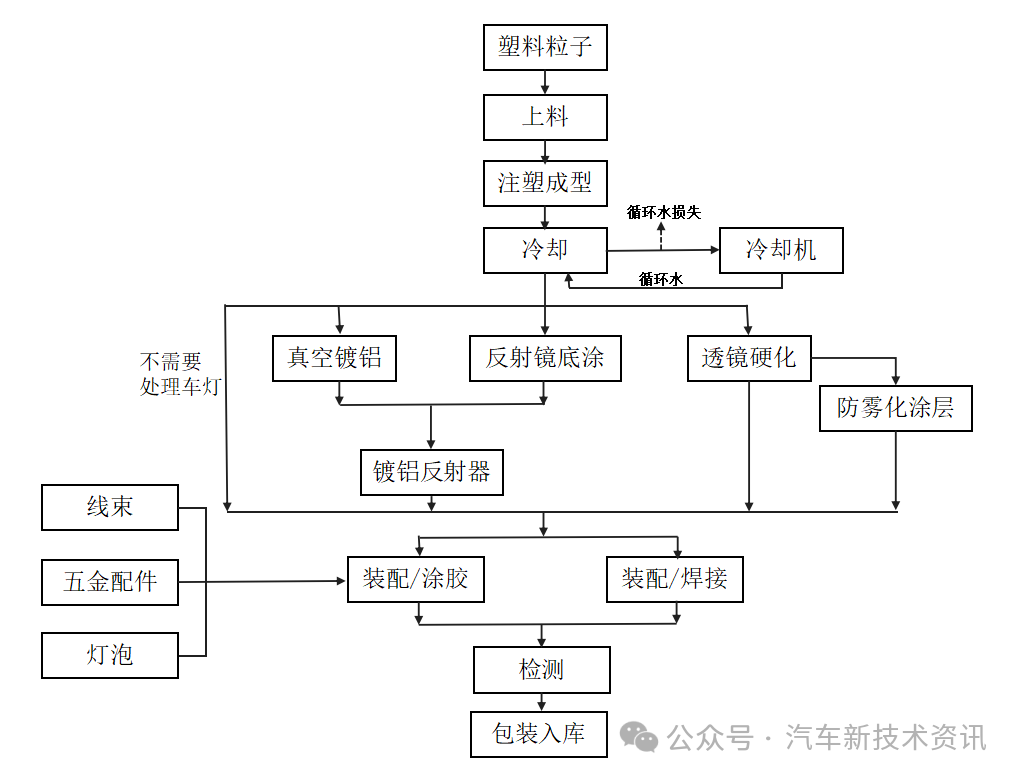
车灯生产工艺流程图
重点工序介绍:
主要用于汽车前灯和雾灯反光镜制造
原料为注塑热固性材料,即 BMC 材料,BMC 材料成分主要包含 60-70%碳酸盐,10-20%玻璃纤维和 10-15%的不饱和聚脂。
采用标准注塑机,具体如下:散装 BMC 材料在 20°-50°C 温度下注塑成型,温度达到 150-170°C 时,BMC 材料获得交联结构,注入相应模具内。
经间接冷却水循环冷却后成型,注塑模具是自动打开和脱模,经人工修整去除多余塑料,检验合格后即为成品,人工修整产生的边角料和检验产生的不合格产品经破碎机破碎后,由供应商回收。
将塑料颗粒导入一体化注塑机料斗,用电加热至 220℃-300℃使塑料颗粒熔融,注入相应模具内,经间接冷却水循环冷却后成型,将成型的产品从模具上取下,经人工修整去除多余塑料,检验合格后即为成品,人工修整产生的边角料和检验产生的不合格产品经破碎机破碎后,由供应商回收。
对聚光圈和反射罩进行表面镀铝,在真空镀铝机内进行。将铝丝缠绕在钨丝电极棒外→需镀膜的塑料件安装在夹具上送入镀膜机真空室内→面门关闭→抽粗真空到 3.0×10-2Pa、离子清洗塑料件表面→抽高真空到 0.1~4.0×10-3Pa、预热钨丝蒸发源→铝蒸镀、关高压阀→等离子重合外氧化硅保护膜→大气回填→开门取出已镀膜的塑料件。
工艺介绍:主要是对 BMC 注塑成型的反光镜进行喷涂。
①打磨:对反射镜注射成型件进行打磨,达到去毛刺的目的。
②清洗工艺:清洗工艺是用含有清洗剂的水对反射镜去毛刺后遗留杂物喷射清洗的过程。清洗过程详见图。
清洗过程如下,分为四个清洗槽,第一清洗槽采用清洗剂清洗,清洗剂类型为洗洁精,清洗剂作用去除工件表面杂质,第二个、第三个和第四个清洗槽分别用经过滤膜过滤的水冲洗,作用是去除静电和增加表面活性。
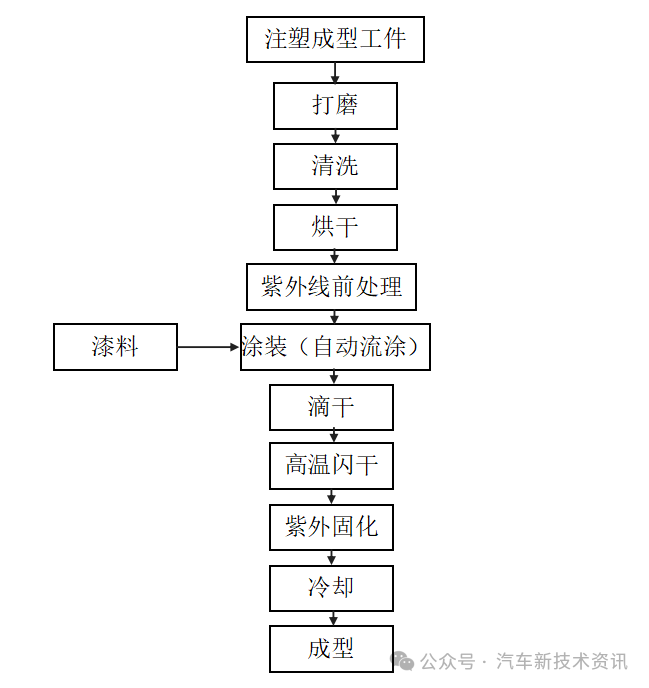
反射镜底涂生产工艺流程图
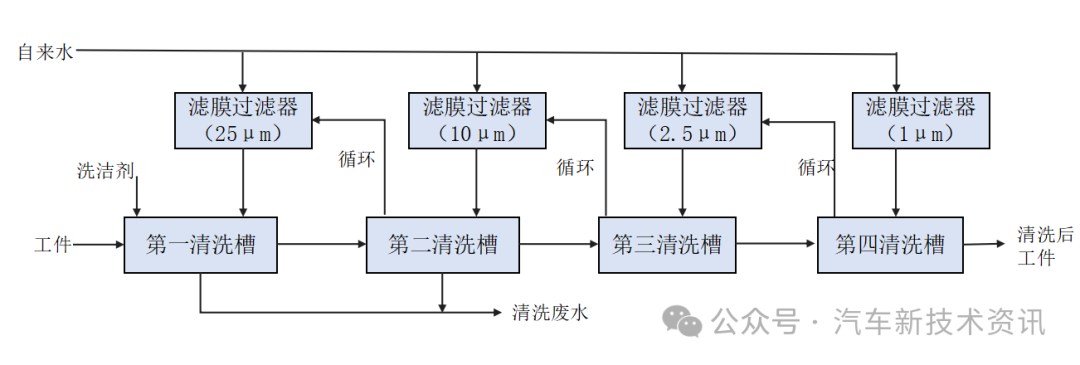 项目清洗工艺流程图
项目清洗工艺流程图
③烘干工艺:工件通过清洗工艺后,进入烘干系统。烘干系统采用一个燃烧器装置,燃烧天然气,形成热空气经过盘管后通过 15 米高的烟囱排放;同时在烘干炉中设置风机,风机将空气循环流经盘管后,热空气对清洗后的工件烘干, 烘干温度在 120°C 左右。
④流涂工序:工件烘干后随传送带进入流涂工序。
涂装(自动流涂系统):自动流涂由流涂槽、涂料搅拌器、电控及泵管系统组成。采用排污泵进行流涂循环,搅拌采用防爆电机,安全可靠、无泄露、高效无堵塞,具有涂料搅拌均匀、流涂涂敷快、涂层厚度均匀等特点。利用装有过滤网的流涂槽,在网上放置待浇涂的工件,涂料由泵输入高位槽中,浇涂时要求上下均匀,工件表面多余的涂料滴落经过滤网仍能流入盛漆槽中,再用泵从槽内压回高位槽内以便继续循环使用。
高温闪干工艺:闪干工段的室内温度为 80℃,加热时间为 2-3min,是由锅炉热蒸汽提供的热量,为间接加热。
紫外线固化:工件进入紫外线区域,以照度为 3300-5500mj/cm2 的紫外线照射涂膜表面 3-10min,使涂料固化成膜。
⑤冷却:利用冷却水降低过滤空气的温度,进行冷却,将高温固化后的工件冷却温度至 25-30℃。
⑥下件:人工下件。 所有过程中的温度、湿度是受控制的,并且每个过程必须达到空气净化的要求,空气来自室外经过过滤器过滤的空气。
透镜硬化生产工艺流程图
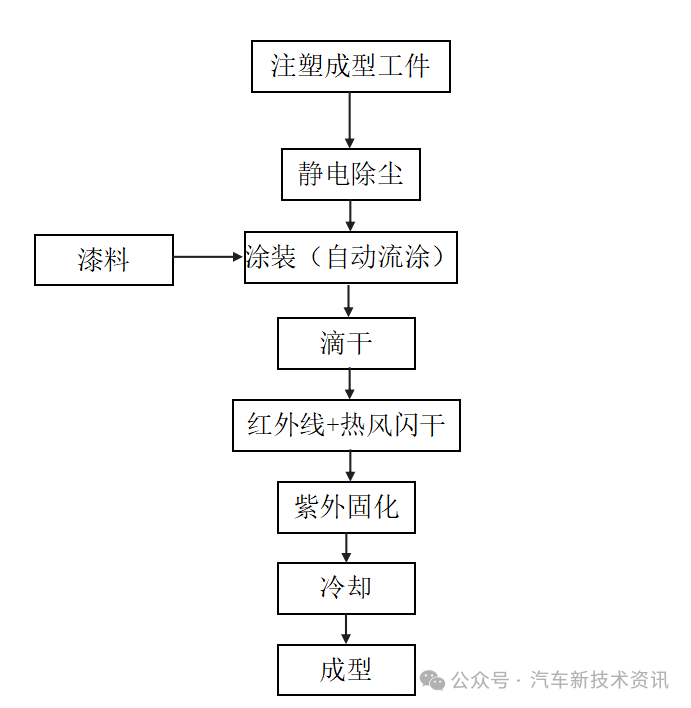
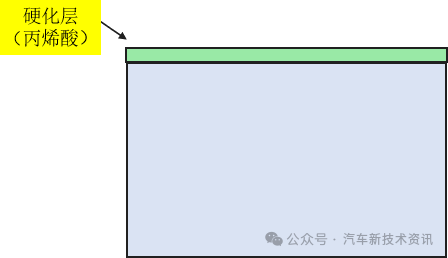
工艺介绍:透镜硬化是汽车前大灯制造过程的一部分,主要针对车灯外部进行喷涂处理,聚碳酸酯透镜必须得到保护,免受划痕、气候因素的影响。因此表面覆上一层油漆从而使透镜硬化而得到保护。如下图:
先通过除静电吹尘抽风工作台对工件进行除尘,然后进入自动流涂工序。
涂装(自动流涂系统):自动流涂由流涂槽、涂料搅拌器、电控及泵管系统组成。采用排污泵进行流涂循环,搅拌采用防爆电机,安全可靠、无泄露、高效 无堵塞,具有涂料搅拌均匀、流涂涂敷快、涂层厚度均匀等特点。利用装有过滤网的流涂槽,在网上放置待浇涂的工件,涂料由泵输入高位槽中,浇涂时要求上下均匀,工件表面多余的涂料滴落经过滤网仍能流入盛漆槽中,再用泵从槽内压 回高位槽内以便继续循环使用。
红外线+热风闪干工艺:第一阶段红外+热风预热闪干阶段,红外是采用波长为 2.4-2.7μm 的远红外加热,热风是由锅炉热蒸汽提供的热量,为间接加热。闪干工段的室内温度为 65-80℃,加热 2-3min。
紫外线固化:第二阶段是紫外固化阶段,以照度为 3300-5500mj/cm2 的紫外 线照射涂膜表面 3-10min,使涂料固化成膜。
冷却:利用冷却水降低过滤空气的温度,进行冷却,将高温固化后的工件冷却温度至 25-30℃。
下件:人工下件。 所有过程中的温度、湿度是受控制的,并且每个过程必须达到空气净化的要求,空气来自室外经过过滤器过滤的空气。
①自动流涂
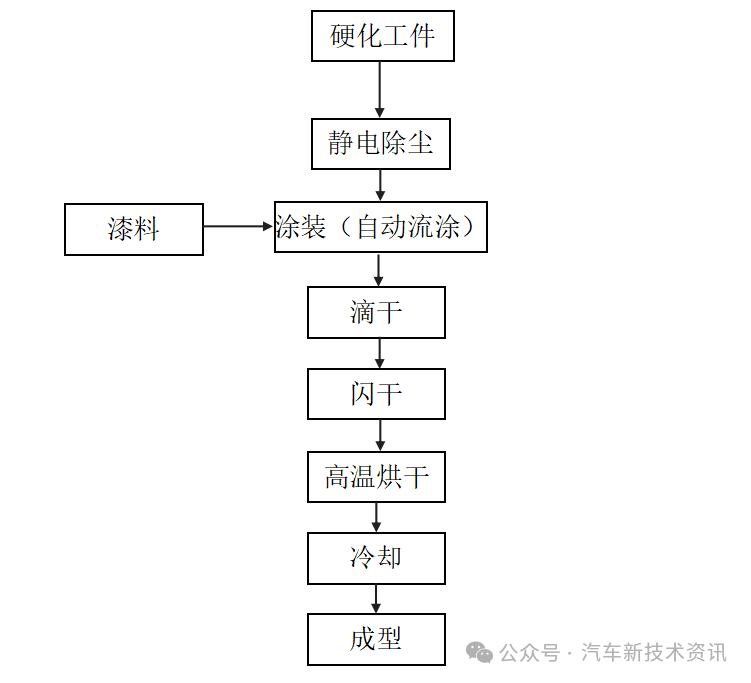
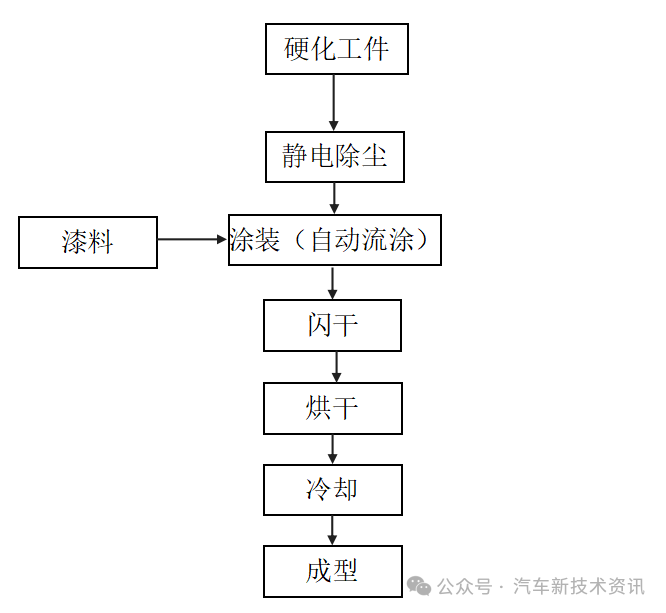
自动流涂防雾化涂层生产工艺流程图
工艺介绍:先通过除静电吹尘抽风工作台对工件进行除尘,然后进入自动流涂工序。
涂装(自动流涂系统):自动流涂由流涂槽、涂料搅拌器、电控及泵管系统组成。采用排污泵进行流涂循环,搅拌采用防爆电机,安全可靠、无泄露、高效无堵塞,具有涂料搅拌均匀、流涂涂敷快、涂层厚度均匀等特点。利用装有过滤网的流涂槽,在网上放置待浇涂的工件,涂料由泵输入高位槽中,浇涂时要求上下均匀,多余的涂料经过滤网仍能流入盛漆槽中,再用泵从槽内压回高位槽内以便继续循环使用。
闪干:在 50-55℃,预加热 5min,为电加热。
高温固化:在 120-130℃加热 25-35min,使涂料固化成膜,为电加热。
冷却:利用冷却水降低过滤空气的温度,进行冷却,将高温固化后的工件冷却温度至 25-30℃。
下件:人工下件。
所有过程中的温度、湿度是受控制的,并且每个过程必须达到空气净化的要求,空气来自室外经过过滤器过滤的空气。
②自动喷涂
自动喷涂防雾化涂层生产工艺流程图
工艺介绍:先通过除静电吹尘抽风工作台对工件进行除尘,然后进入自动喷涂工艺:
涂装(ABB 自动喷涂系统):自动喷涂是由喷涂机器人、涂料搅拌器、电控及泵管系统组成。喷涂机器人借助于空气压力将漆料分散成均匀而微细的雾滴, 涂施于工件表面。
闪干:在 50-55℃,预加热 5min,为电加热。
高温固化:在 120-130℃加热 25-35min,使涂料固化成膜,为电加热。
冷却:利用冷却水降低过滤空气的温度,进行冷却,将高温固化后的工件冷 却温度至 25-30℃。
下件:人工下件。
所有过程中的温度,湿度是受控制的,并且每个过程必须达到空气净化的要求,空气来自室外经过过滤器过滤的空气。
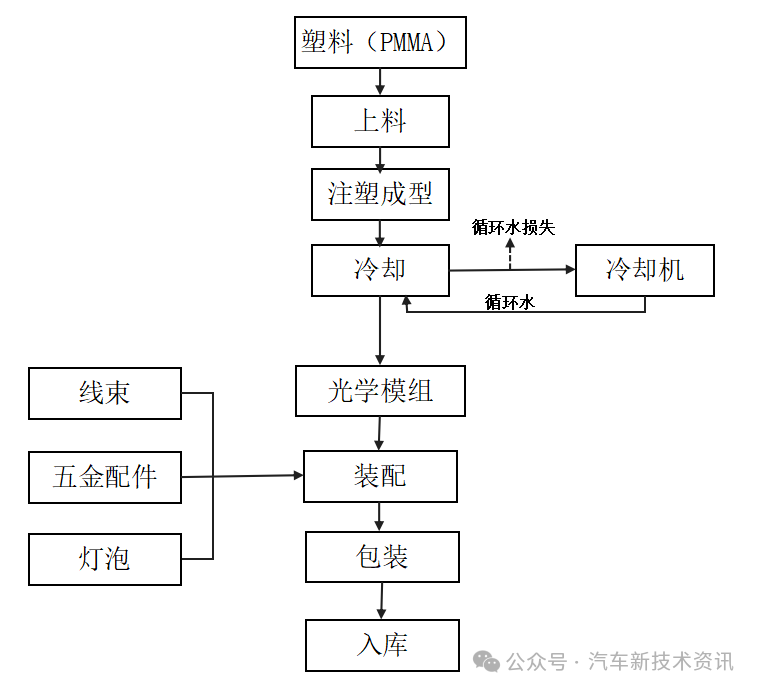
LED 模组生产工艺流程图
主要生产工艺流程简介:
上料:项目生产原料主要为PMMA塑料粒子通过人工上料加入到上料桶内, 模塑过程需要控制的温度有料筒温度55℃。
注塑:上料后通过自动输送系统将塑料粒子输送到注塑机内,利用塑料成型模具制成各种形状的塑料制品,塑化温度为220-240℃。成型充模时间一般约为 10-15秒。
冷却:注塑后的塑料品在离开注塑机机头后,应立即进行冷却定型,冷却的方式采用循环冷却水冷却,冷却时间性一般约在30~120秒钟之间。
组装:成型后的光学模组(LED 透镜),与外购线束、灯具、五金件进行组装成型,成品经检验后包装。
如需获取完整资料,请转发朋友圈积攒5个或者扫描下方二维码加入中国汽车智能制造百人会知识分享社区,添加管理员微信GSAuto0001,备注【制造】
如需进入汽车智能制造微信群(焊装、涂装、机加工、铸造、总装、动力总成工艺等),请添加管理员微信GSAuto0001申请
直接下载:请扫描下方二维
说明:来源智能车俱乐部,由干货小Q整理,转载请注明出处【智享汽车新材料】,如涉及版权等问题,请您告知,我们将及时处理。如需申请内外饰、车身、底盘、座椅、焊接、涂装、总装、机加工等专业群请添加微信GSAuto0001验证信息后要求进群。
【中国汽车智能造百人会】大众汽车采购零部件询价&定点流程
【中国汽车智能制造百人会】汽车质量管理体系流程图(干货)
【中国汽车智能制造百人会】通用汽车法宝:BIQS 供应商制造质量体系
【中国汽车智能制造百人会】汽车座椅CMF设计的材料和装饰工艺分析
【中国汽车智能制造百人会】上汽新零件前期质量开发策划手册|45页可下载
【中国汽车智能制造百人会】汽车座椅CMF设计的材料和装饰工艺分析
【中国汽车智能制造百人会】长安汽车供应商质量能力认证体系及长安福特资料
【中国汽车智能制造百人会】怎样运用FEMA分析汽车零部件潜在失效风险
【中国汽车智能制造百人会】上汽大众供应商项目质量管理要求手册
【中国汽车智能制造百人会】FMEA工具在汽车涂装工艺中的应用
【中国汽车智能制造百人会】SQE必学,通用汽车供应商管理16步法!
【中国汽车智能制造百人会】BYD 比亚迪验厂资料:供应商质量体系审核清单!
【中国汽车智能制造百人会】通用汽车供应商质量体系BIQS: 迈向先进制造业的稳健制造质量系统,值得学习!
【中国汽车智能制造百人会】BMW潜在供应商准入流程
【中国汽车智能制造百人会】长安产品开发流程(CA-PDS)总体概述|35页可下载
【中国汽车智能制造百人会】汽车整车耐久性试验规范开发策略-上汽通用泛亚技术中心|17页可下载
【中国汽车智能制造百人会】通用GDT培训资料|101页可下载
【中国汽车智能制造百人会】德国汽车工业质量管理|51页可下载
【中国汽车智能制造百人会】架构造车时代的收益及未来车身发展畅想-吉利领克|34页可下载
【中国汽车智能制造百人会】6Sigma经典案例-降低不良品改善|82页可下载
【中国汽车智能制造百人会】架构造车时代的收益及未来车身发展畅想-吉利领克|34页可下载
【中国汽车智能制造百人会】VDA6.3-2023--过程审核|154页可下载
【中国汽车智能制造百人会】基于纯电动汽车平台的总装底盘整体式合装工艺设计
【中国汽车智能制造百人会】芯片制造工艺流程
【中国汽车智能制造百人会】汽车模具制造成本浅析
【中国汽车智能制造百人会】锂电十大关键设备之七:方壳装配线设备
【中国汽车智能制造百人会】丰田新产品开发及项目管理
【中国汽车智能制造百人会】丰田精益管理七大任务流程图
【中国汽车智能制造百人会】日产联合新产品质量步骤(ANPQP)详解
【中国汽车智能制造百人会】广州本田汽车开发流程
【中国汽车智能制造百人会】质量管理体系架构如何设计:6大要素+9大模块!
【中国汽车智能制造百人会】沃尔沃汽车全球产品开发流程介绍
【中国汽车智能制造百人会】沃尔沃汽车Phased PPAP流程
【中国汽车智能制造百人会】白车身关键点的质量控制
【中国汽车智能制造百人会】长安福特马自达FEMA(中英文)
【中国汽车智能制造百人会】德国大陆8D问题解决方法培训资料
【中国汽车智能制造百人会】一文梳理IATF16949汽车业质量管理体系
【中国汽车智能制造百人会】汽车内外饰产品设计中DFMEA的作用
【中国汽车智能制造百人会】吉利汽车全流程竞争力质量管理体系(G-TQS)
【中国汽车智能制造百人会】电动侧滑门设计关键要求
【中国汽车智能制造百人会】上海汽车PPAP培训
【中国汽车智能制造百人会】汽车产品设计FMEA分析流程
【中国汽车智能制造百人会】质量阀
【中国汽车智能制造百人会】上汽大众MEB电动车平台制造工厂--五大工艺全景解读
【中国汽车智能制造百人会】一文详解汽车项目开发APQP全流程解析
【中国汽车智能制造百人会】浅谈汽车底盘工艺轻量化设计
【中国汽车智能制造百人会】吉利汽车APQP培训教材
【中国汽车智能制造百人会】法雷奥valeo供应商质量管理
【中国汽车智能制造百人会】长城汽车冲压工艺讲解
【中国汽车智能制造百人会】吉利NPDS开发流程讲解
【中国汽车智能造百人会】吉利SQE中心3A评审手册
【中国汽车智能造百人会】特斯拉成本控制的“极佳”定律(附特斯拉产业链供应商)
【中国汽车智能造百人会】吉利NPDS流程和PPAP介绍
【中国汽车智能造百人会】特斯拉Model3轻量化技术路线及整体解决方案
【中国汽车智能造百人会】乘用车车门开闭品质设计与开发
【中国汽车智能造百人会】图解华为技术评审体系精华
【中国汽车智能造百人会】汽车铸造技术浅谈
【中国汽车智能造百人会】零部件巨头法雷奥QRQC内部培训资料
【中国汽车智能造百人会】法雷奥失效模式及后果分析
【中国汽车智能造百人会】新版吉利供应商质量管理培训教材
【中国汽车智能造百人会】大众、通用、上汽项目各阶段提交资料一览
【中国汽车智能造百人会】华为研发质量管理培训教材
【中国汽车智能造百人会】延锋新项目开发培训教材
【中国汽车智能造百人会】奔驰动力总成项目质量门管理流程
【中国汽车智能造百人会】上汽通用项目开发流程介绍
【中国汽车智能造百人会】一汽大众外协件生产准备阶段管理流程介绍
【中国汽车智能造百人会】大众(FAW&SVW)汽车开发流程简介
【中国汽车智能造百人会】吉利新产品开发流程
【中国汽车智能造百人会】蔚来汽车质量卓越合作伙伴手册
【中国汽车智能造百人会】蔚来三电核心零部件生产线细节探秘
【中国汽车智能造百人会】固态电池生产工艺解析
【中国汽车智能造百人会】铝车身连接工艺方法大全
【中国汽车智能造百人会】盘点汽车车身多种激光焊接工艺
【中国汽车智能造百人会】深挖比亚迪CTB技术(一文读懂CTP、CTC、CTB)!
【中国汽车智能造百人会】电机制造工艺对产品质量起“决定性”作用!细数电机制造工艺的关键技术要求
【中国汽车智能造百人会】一体化压铸为何如此火热?解析背后的产业链!
【中国汽车智能造百人会】一文了解新能源汽车电驱动总成制造技术
【中国汽车智能造百人会】比亚迪电芯生产工艺全览
【中国汽车智能造百人会】半导体工艺全流程之光刻工艺
【中国汽车智能造百人会】关于汽车涂装工艺,看这篇文章就够了!
【中国汽车智能造百人会】制造业人工智能8大应用场景
【中国汽车智能造百人会】汽车铸造技术浅谈
【中国汽车智能造百人会】车身制造工艺及设计应用
【中国汽车智能造百人会】丰田拟引入一体化压铸技术
【中国汽车智能造百人会】比亚迪电芯生产工艺全览
【中国汽车智能造百人会】八大基本半导体工艺一览
【中国汽车智能造百人会】全面解析智能工厂
【中国汽车智能造百人会】新能源汽车:扁线电机定子转子工艺及自动化装备
【中国汽车智能制造百人会】2022零碳时代的产业再造—“零碳红利”释放中国制造新动能财-新智库
【中国汽车智能制造百人会】智能制造里程碑:灯塔工厂引领中国制造转型升级-工业富联
【中国汽车智能制造百人会】宝马供应商手册
【中国汽车智能制造百人会】2022智能制造软件市场研究及选型评估报告-海比研究院-69页
【中国汽车智能制造百人会】上海大众模具设计标准-通用结构设计V1.0-141页PDF
【中国汽车智能制造百人会】2022主要国家和地区推动制造业数字化转型政策研究报告
【中国汽车智能制造百人会】机器视觉行业专题:加速渗透的新兴赛道,伴随高端制造共成长
【中国汽车智能制造百人会】汽车工艺设计及验证
【中国汽车智能制造百人会】数据智造未来:制造业数据建设白皮书-帆软数据应用研究院
【报告3964】先导智能 以锂电装备为引领,打造全球领先的智能制造整体解决方案 上海证券
【报告3962】数字孪生智能制造范式 -影响未来十年的先进制造技术和实践
【报告3960】2022轻量化发展白皮书
【报告3598】长城整车开发手册
【报告3955】华为供应链管理
【报告3953】中国信通院刘阳《工业数字孪生加快推动制造业高质量发展》
【报告3952】中国制造业数字化转型研究报告 艾瑞股份
【报告3950】2022智能制造软件市场研究及选型评估报告
【报告3948】“内循环”系列报告之三:“内循环”下产业升级,制造核心资产崛起-中信证券
【报告3945】智能制造的理想终局:工业4
【报告3944】汽车顶盖设计及生产工艺流程
【中国汽车智能智能百人会】第1期资料包---10车企整车研发流程文档
【报告3938】GVDP-整车开发流程2.0介绍
【报告3935】汽车座椅制造工艺
【报告3931】中国智能制造百人会-《中国智能制造发展研究报告:系统解决方案》
【报告3930】碳中和背景下韩国汽车产业政策及现代汽车集团发展战略
【报告3528】刀具行业深度报告:60年发展,国产替代正当时-20211101-国元证券|36页PDF可下载
——关注“智享汽车新材料”,分享更多精彩干货文章!


免费投稿请发送邮件到:gearshare@163.com
(欢迎行业内人士踊跃投稿,将你们的文章分享给大家)
▼加入智享汽车圈知识星球,获取汽车行业海量干货
