
汽车端子连接器在汽车线束领域里属于关键零件,也是直接决定连接器信号和电力传输的重要节点。近几年我国的汽车工业可以说是迅猛发展,其背后所带动的汽车零配件领域的逐步完善,也影响了汽车连接器向可靠性和精细化发展。汽车端子作为汽车连接器传输电力的标准更不容忽视。通过对以往连接器端子在使用过程中存在的问题总结发现,影响端子传输能力的分别有以下几种因素:端子的材料、端子的设计结构、端子的表面品质以及端子的压接等。
一、端子的材料
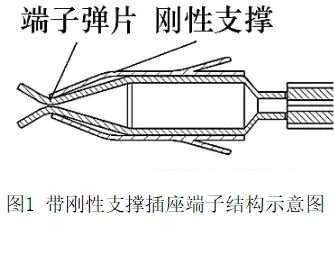

对于上述描述中的带刚性支撑的端子结构图(2),目前广泛应用于连接器行业,刚性支撑结构的提升,大大提高了导电贴合面的正压力,增加了产品的导电可靠性。
二、结构的设计
结构的设计本质上还是要依托在节约成本的前提下去开源,设计出既能最大程度减少原材料的支出,并且保持端子的电力传输。如此难度增加,像连接器端子最容易影响电力传输的部位就是它的“瓶颈”机构,瓶颈指端子导电面中的最小截面处结构。该结构直接决定端子的载流能力,端子展开图如图(3)所示。
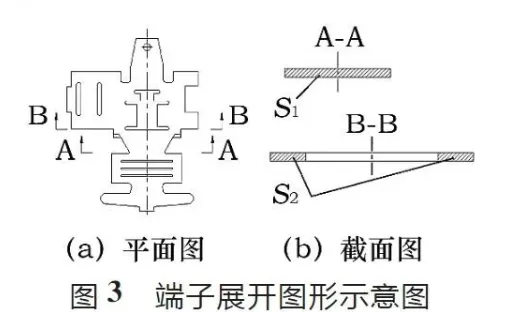
由图3b不难看出,S1的截面面积要大于S2,故相比较于S1,截面B-B处为瓶颈状态。在设计的过程中,要使该截面必须满足端子的导电需求。
三、表面镀层
镀锡是目前连接器采用的一种比较常见的电镀工艺,该工艺有以下缺点:首先,将镀层锡加热到高温或长时间存放(即使在室温条件下),会导致其可焊接性降低和接触电阻增加。这种现象主要源于镀层和基金属之间金属互化物的养护作用。其次,连接器镀层接触材料与镀金属相比,其表面的摩擦力更大,从而导致了连接器的插入力增加,这种缺陷在多线连接器的使用中尤为明显。所以对于多线连接器的电镀,尽可能选择一些新的电镀工艺。在实现连接传输的同时,降低连接器的插入力。例如,目前的镀金工艺就是一个比较好的电镀工艺。
从微观物理观点来看,任何外观光滑的物体表面都是粗糙,凹凸不平的,因此端子的接触面其实并不是面接触,而是一个个的点接触。此外,一般金属表面都覆盖着不导电的氧化膜和其它种类的膜层,因而在实际接触面内,只有少部分膜层可以被压破或者电压击穿。而只有这些地方才可以实现真正意义上的电接触,这些接触点我们称之为“导电斑点”。而大部门的接触是通过膜层接触的。所以当电流通过两接触件的接口时,电流将集中流过那些极小的导电斑点,因而在导电斑点附近的电流线就必然发生收缩。这也就导致了电流线在导电斑点附近发生收缩,使电流流过的路径长度增加,有效的导电面积减小,因而出现局部的附件电阻,称之为“收缩电阻”。提高端子表面的光洁度,也可以提高端子的传输性能。
就目前来看,检验镀层品质的标准有:①检验镀层的厚度。该种方法是通过控制镀层的厚度来判断镀层的品质。②通过相应的盐雾实验进行检验
四、端子弹片正压力
连接器端子正压力是指产生在连接器插头端子和插座端子接触表面并垂直于该接触表面的力,它是影响连接器性能的一个重要指标。该因素直接影响端子的插入力、电性能等。
在端子使用过程中,主要存在的问题是端子与端子之间的插入力控制不稳定,究其原因为端子弹片的正压力不稳定造成,从而引起端子接触面电阻增加,导致端子的温升增加,引起连接器的烧蚀和导电功能丧失等一系列问题,严重时会引起由于热量的增加而烧车等严重后果。
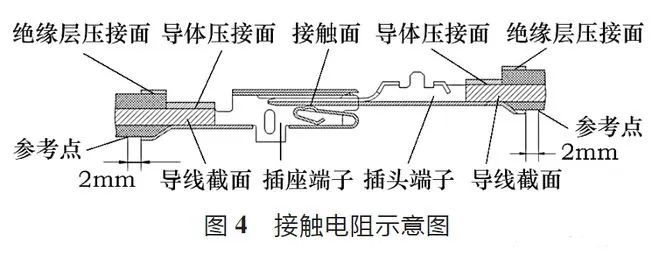
端子正压力主要影响连接器接触电阻。按照QC/T417规定[1],接触电阻是指连接器接触点之间的电阻值。它包括了端子的固有电阻、导体压接产生的电阻、参考点电线的电阻以及插头端子与插座端子弹片在接触中产生的电阻(图4)。固有电阻主要由端子材料决定,压接电阻由产品的压接品质控制,参考点电线的电阻由导线自身决定,插头端子与插座端子弹片在接触中产生的电阻,对端子的导电特性和端子的温升数值影响严重,在设计时应重点考虑。
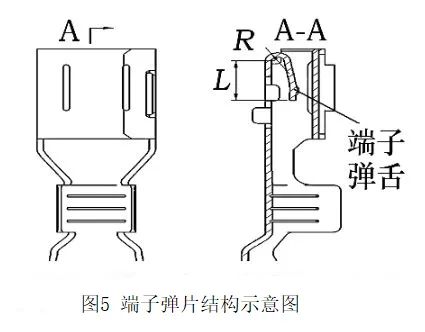
端子的正压力取决于端子弹舌的弹性,该数值直接受折弯半径R以及弹舌的悬臂长度L影响,在设计过程中要特别注意,端子弹片结构见图5.
五、尾部压接
压接品质讲直接影响端子的传输品质。压接啮合长度及其压接高度对压接品质影响很大。较紧密的压接其机械强度及其电气性能要好于较松的压接,所以应严格控制压接截面的尺寸。影响端子与导线压接效果的因素有很多。任何一种端子,它适应的线径都有一定的范围,而线径是影响压接品质的一个重要因素。
其次导线本身也是值得研究的地方,国内外的产品都有各自不同的特点,在实际的生产中,应遵循以下原则:1、导线的线径要符合端子的尾部2、导线剥头部分的长度要适中3、选择合适的压接模具4、端子压接后要进行拉托里试验
检验端子压接方式为:检验端子的压接剖面和端子的拉脱力。剖面可以直观判断压接的效果,压接结果不得出现漏铜丝和触底等缺陷,拉脱力可以判断压接的可靠性。
六、总结
通过以上对端子电性能的因素分析,不难看出,影响端子电性能的因素多种多样,既有设计前期的选材,也有结构设计的合理性,以及后续产品压接等。所以,在该类产品的设计过程中,应多角度分析问题,找出最优的设计方案。
来源:佰事汽车
-END-