今日光电
有人说,20世纪是电的世纪,21世纪是光的世纪;知光解电,再小的个体都可以被赋能。追光逐电,光赢未来...欢迎来到今日光电!

----追光逐电 光赢未来----
在评估部件表面时,可以通过眼睛或指尖摩擦来评估表面粗糙度。常见的表达方式包括“有光泽”、“无光泽且粗糙”、“像氧化的银”或“像镜子”。这些术语所表示的差异是由部件表面不规则性的变化引起的。表面的光泽度或粗糙度是一个重要的特征,可以量化。表面不规则性可能是机械加工有意造成的,但也可能是由于机械加工过程中电机振动引起的刀具摆动、刀具边缘的质量或机械加工材料的性质等因素造成的。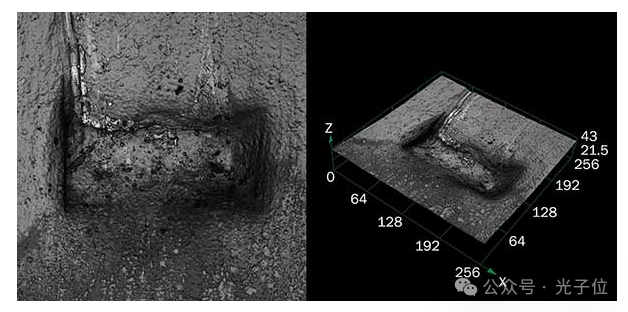
图1 使用激光共焦显微镜创建的印刷电路板连接器的2D图像(左)和3D图像(右)
不规则的形式和大小各不相同,并且它们被叠加在多层中。这些不规则性的差异会影响表面的质量和功能。不规则性会影响最终产品的性能,如摩擦、耐用性、工作噪音、能耗和气密性。测量表面粗糙度的原因
机加工表面上不规则的形状和大小对表面的质量和性能有重大影响。精细表面不规则性的量化和管理对于保持高产品性能是必要的。量化表面不规则性意味着通过高度、深度和间隔来评估它们。然后通过预定的方法对其进行分析,并根据工业量标准进行计算。表面不规则性的形式和大小以及成品的使用方式决定了表面粗糙度的作用是有利还是不利。例如,将要涂漆的表面应易于油漆粘附,驱动表面应易于旋转并耐磨。重要的是要管理表面粗糙度,使其在质量和性能方面适用于部件。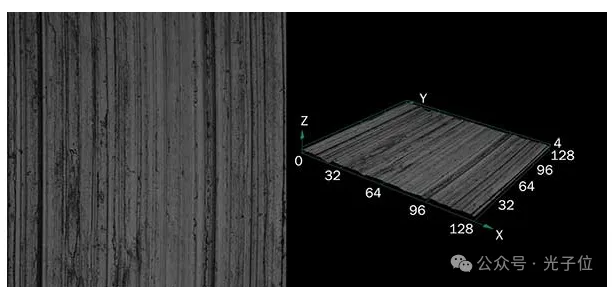
图2:使用激光共聚焦显微镜创建的抛光金属表面的2D图像(左)和3D图像(右)
已经建立了许多关于表面粗糙度的测量和评估的参数。随着加工技术的进步和对更高质量产品的需求,数字仪器,尤其是激光共焦显微镜的性能不断提高。现在可以评估更多不同表面的表面粗糙度,包括涂漆塑料、金属配合表面、太阳能电池板和电路板。两种测量方法
表面粗糙度测量方法包括线性粗糙度测量(轮廓法类型),其测量样品表面的单条线上的粗糙度,以及面粗糙度测量,其测量表面的采集区域上的粗糙度。多年来,线性粗糙度测量一直是行业标准,但近年来,由于激光共聚焦显微镜的进步,人们对收集更大表面采样面积的表面粗糙度测量的期望有所上升。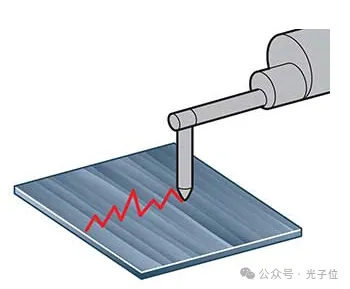
图3 使用触针进行线性粗糙度测量
使用线性粗糙度测量(轮廓法类型),沿任意直线测量表面的粗糙度。测量长的连续尺寸,通常使用接触探头进行粗糙度测量。线性粗糙度测量符合ISO等国家标准。用于表面粗糙度测量的激光扫描
使用面粗糙度测量(面法类型),在任意矩形范围内测量表面的粗糙度。区域粗糙度测量使用更大的表面采样面积,提供更准确的表面状态描述。激光扫描仪通常用于进行表面粗糙度测量。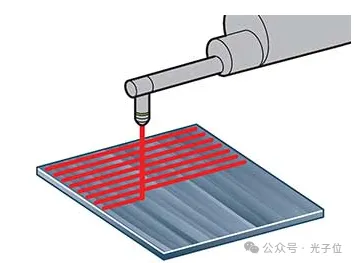
图4 用激光扫描仪进行的区域粗糙度测量
接触式和非接触式测量仪器
用于测量表面粗糙度的仪器大致可分为两种类型:接触式和非接触式。对于接触型,触针的尖端直接接触样品的表面(图3)。当触针在样品上移动时,它与样品表面的粗糙度一起上升和下降。触针中的这种移动被拾取并用于测量表面粗糙度。触针与样本表面紧密移动,因此数据非常可靠。领先的非接触方法涉及光。从激光共焦显微镜、焦点检测系统或干涉仪等仪器发出的光被反射并读取,在不接触样品的情况下进行测量(图4)。由于它们是非接触的,这些系统不会对样品造成伤害,甚至可以测量柔软或粘稠的材料。
图5 接触式粗糙度仪
三维非接触观察
使用激光共聚焦显微镜,可以很容易地进行亚微米分辨率的非接触式3D观察和表面特征测量。在分析和测试配合金属的表面时,尤其是在航空航天、卫星设计、汽车生产和军事设备生产领域,这种性质的测量非常重要。例如,如果发动机部件将定期接受高RPM,则必须以极高的分辨率进行表面分析,以确保安全性、可靠性和性能。激光共聚焦显微镜的其他优点包括快速图像采集和大面积高分辨率显微镜图像,这有助于节省宝贵的测试和生产时间。
图6 激光共焦显微镜(焦点检测系统)
一般接触式触针的尖端半径约为2至10μm,这会导致粗糙度数据被触针的尺寸“过滤”。相比之下,激光共焦显微镜的激光光斑半径仅为0.2μm,因此它可以测量接触式触针无法进入的表面粗糙度(图5)。激光共焦显微镜的高精度
使用接触式仪器,很难测量细导线等狭窄区域(图7)。然而,使用激光共焦显微镜,可以准确地确定定位,并且很容易对小目标区域进行表面粗糙度测量(图8)。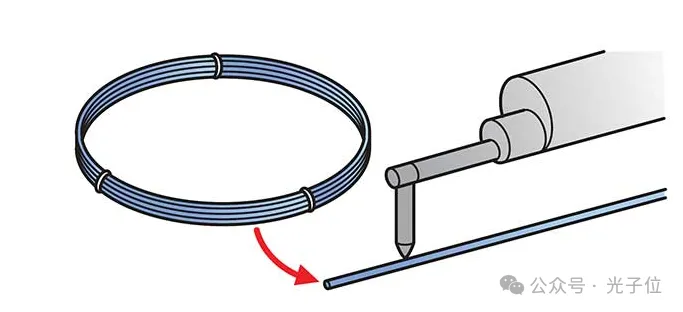
图7 将触笔放在直径只有几十微米的导线表面上是非常困难的。、
激光共聚焦显微镜用于测量在很大程度上分为两类:使用高分辨率强度图像的水平测量和使用高度图像的3D测量。在使用强度图像进行水平测量期间,测量精度的最重要决定因素是扫描机构的振荡角的控制。当今许多最新的激光共焦显微镜都是使用标准样品定期校准的,以确保长时间的稳定测量。(扫描光学系统中经常使用的检流计反射镜使用线圈进行位置检测,因此需要一些时间才能稳定。)由于共焦光学系统中焦点位置周围的强度急剧变化,聚焦是影响测量结果可重复性的因素之一。当用激光共聚焦显微镜确定分离样品表面上图案的线宽时,希望使用相对较快的X轴方向,该方向不容易受到振动和其他干扰的影响,用于测量(特别是因为X轴和Y轴具有不同的速度)。在X方向上使用微机电系统(MEMS)反射镜以提高速度和精度。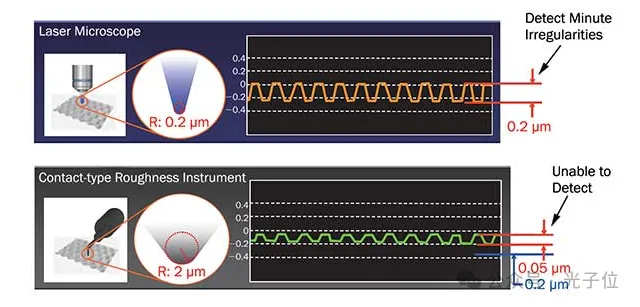
图8 激光共聚焦显微镜与接触式粗糙度仪
三维测量
3D测量精度的驱动因素是Z驱动机构,它可以使物镜和样品相对于彼此移动。在Z方向上驱动物镜所附接的旋转鼻架的方法或在Z方向上将样品定位在其上的XY台驱动的方法是Z驱动机构的可能实现方式。如果使用激光共焦显微镜测量样品的高度,则必须通过在Z方向上移动来找到每个像素的最高强度。因此,行进机构必须在最高放大倍率下以大约10nm的分辨率精确地移动。高精度的线性导轨和进给螺杆一起使用,在大多数情况下使用脉冲电机或其他设备以几毫米的增量驱动,通常具有几纳米的分辨率精度。共聚焦光学系统和高精度的Z轴驱动机构允许激光共聚焦显微镜与最高放大倍率的物镜一起使用,并在Z方向上分辨率低至几纳米。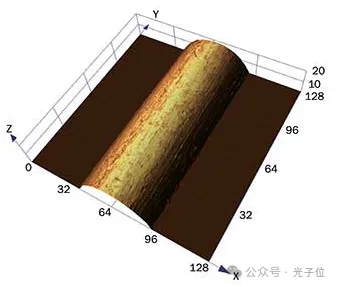
图9 激光共聚焦显微镜的观察图像。极细金属丝(φ50µm),物镜放大100倍
种植牙粗糙度
在包括医疗植入物和设备制造在内的许多行业中,使用高度图像进行3D表面测量至关重要。在牙科植入物的情况下,植入物根部的表面粗糙度是重要的,因为粗糙度增加了整个表面积,这反过来又增加了植入物的稳定性。牙科植入物的金属部分通常经历多个处理阶段以增加粗糙度,包括喷砂、酸蚀、阳极氧化和抛光。种植牙的最佳表面粗糙度在1到10微米之间。在日本,牙科植入物制造商需要使用激光共焦显微镜验证表面粗糙度的测量结果。不具有适当的粗糙度可能导致植入物与患者口腔的附着力差。许多较新的先进激光共焦显微镜在测量牙科植入物表面的粗糙度时提供了高水平的精度和精密度。例如,一个模型可以测量陡峭的角度,从而可以准确、精确地测量不同几何形状的形状(图10)。利用长工作距离物镜,显微镜允许样品表面和显微镜透镜之间有更多的分离,从而可以准确地检查较大的物体,如牙科植入物。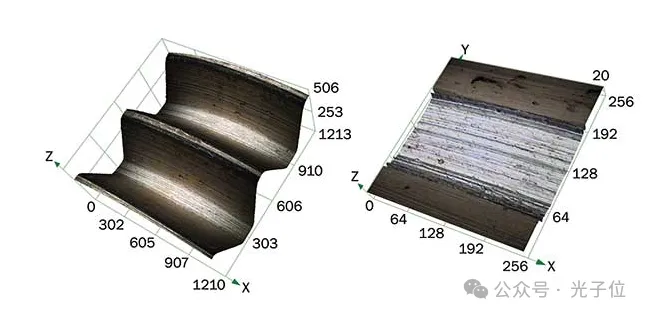
图10 牙科植入物表面测量
总结
此外,最新的激光共焦显微镜能够通过超高分辨率测量和高像素密度进行3D观测。不同的目标为用户提供了工作距离的灵活性,该工作距离能够容纳更大的物体。高倾斜灵敏度提供了对复杂和陡峭的侧面不规则进行精确测量的能力。激光共焦显微镜广泛应用于一系列行业和应用的质量控制、研究和开发,为3D表面粗糙度测量树立了新的标准。随着对提高测量精度和更广泛的观测适用性的需求不断增长,这些仪器不断发展,以促进更快、更容易的测量和更高质量的成像。优点包括快速非接触、无损测量;精确测量XY轴上的亚微米距离;优越的Z轴测量;样本范围广;高角度测量能力;履约担保;广泛的测量类型;逼真的表面再现;以及清晰的3D图像。
申明:感谢原创作者的辛勤付出。本号转载的文章均会在文中注明,若遇到版权问题请联系我们处理。

----与智者为伍 为创新赋能----
【说明】欢迎企业和个人洽谈合作,投稿发文。欢迎联系我们诚招运营合伙人 ,对新媒体感兴趣,对光电产业和行业感兴趣。非常有意者通过以下方式联我们!条件待遇面谈联系邮箱:uestcwxd@126.com
QQ:493826566




