 戳蓝字“汽车技研”即可关注我们!
戳蓝字“汽车技研”即可关注我们!

热处理工艺是指将金属材料加热到一定温度,保持一段时间,然后以适当的速度冷却的过程。其目的是改变金属材料的组织和性能,以满足不同的使用要求。汽车车身制造中常用的热处理工艺包括退火、正火、淬火和回火。
退火:将金属材料加热到一定温度,然后缓慢冷却,以消除内应力、降低硬度、提高塑性和韧性。退火通常用于汽车车身的一些零部件,如钢板、铝板等。
正火:将金属材料加热到一定温度,然后在空气中冷却,以提高硬度和强度。正火通常用于汽车车身的一些结构件,如车架、车门等。
淬火:将金属材料加热到一定温度,然后快速冷却(如水冷或油冷),以提高硬度和耐磨性。淬火通常用于汽车车身的一些耐磨件,如齿轮、轴承等。但淬火会使零件产生很大的内应力,使零件变形和开裂,因此淬火后需要进行回火处理以消除内应力。
回火:将淬火后的金属材料加热到一定温度,然后在空气中冷却,以消除内应力、提高韧性和塑性。回火通常用于汽车车身的一些重要零部件,如发动机曲轴、连杆等。
在汽车车身制造中,选择合适的热处理工艺可以提高车身的强度、刚性和耐久性,同时也可以降低车身的重量和成本。
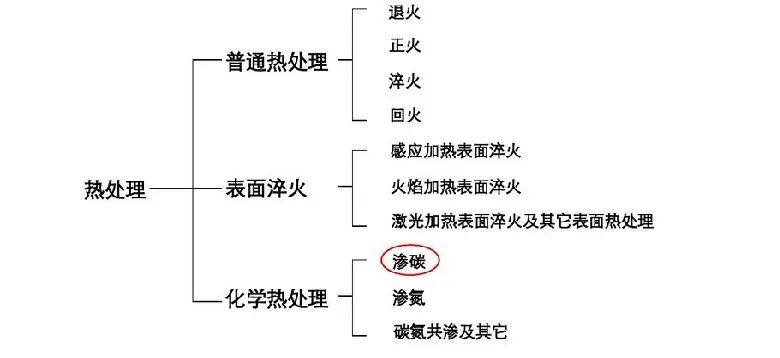
根据加热和冷却的方案不同,常用热处理的方法主要如下:
热处理工艺主要目的:
改善力学性能:通过适当的热处理可以提高材料的硬度、强度、韧性、耐磨性等力学性能,使其更好地适应不同的工作要求。例如,淬火可以显著提高钢的硬度和耐磨性。
调整组织结构:可以改变材料内部的晶粒大小、相组成等组织结构,从而优化材料的性能。比如,退火可以使晶粒细化,改善材料的塑性和韧性。
消除残余应力:材料在加工过程中往往会产生残余应力,这可能导致变形或开裂等问题。热处理能够有效消除或降低这些残余应力,提高材料的稳定性。
提高耐腐蚀性:某些热处理工艺可以改善材料的耐腐蚀性,例如某些不锈钢通过特定的热处理来增强其抗腐蚀能力。
改善加工性能:使材料更容易进行后续的切削、锻造、焊接等加工操作,提高加工效率和质量。
获得特殊性能:如通过热处理使材料获得磁性、超导性等特殊性能,以满足特定的应用需求。

零部件制造过程示意图
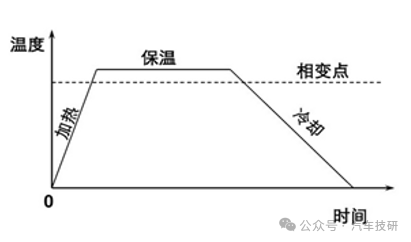
热处理工艺曲线是指在温度-时间坐标系中表示的热处理工艺过程,它反映了材料在加热、保温和冷却过程中的温度变化以及各个阶段所需要的时间。通过观察和分析热处理工艺曲线,可以了解材料在热处理过程中的组织转变和性能变化,从而优化热处理工艺参数,提高材料的性能。
不同的热处理工艺曲线适用于不同的材料和性能要求。以下是一些常见的热处理工艺曲线示例:
退火曲线:包括加热、保温和缓慢冷却三个阶段,目的是消除内应力、细化晶粒、改善组织,提高材料的塑性和韧性。
正火曲线:与退火类似,但冷却速度稍快,通常在空气中冷却,目的是提高材料的硬度和强度。
淬火曲线:包括快速加热到相变温度以上、保温和快速冷却(如水冷或油冷)三个阶段,目的是使材料获得高硬度和耐磨性。
回火曲线:是在淬火后进行的,将材料加热到一定温度,保持一段时间,然后冷却。回火的目的是消除淬火产生的内应力,提高材料的韧性和塑性。
在实际应用中,热处理工艺曲线的制定需要考虑材料的种类、性能要求、加热设备、冷却介质等因素,并通过实验和测试进行优化和调整。
零部件热处理工艺流程
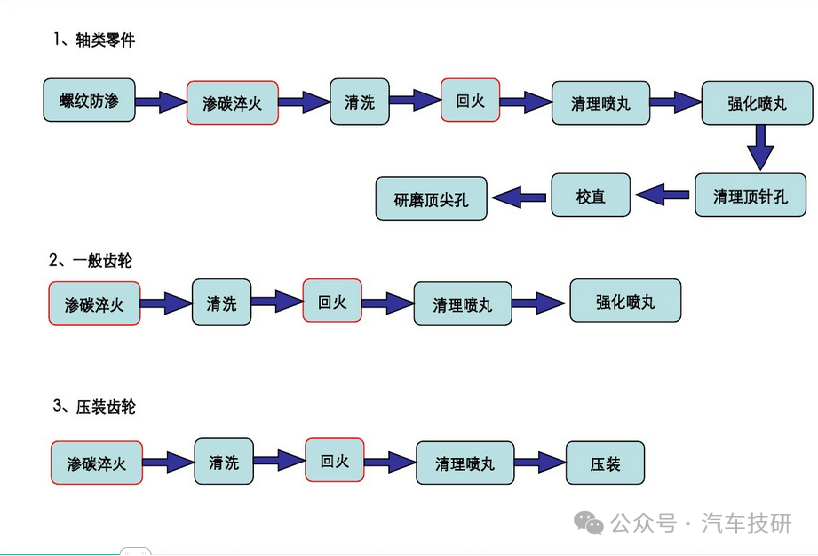
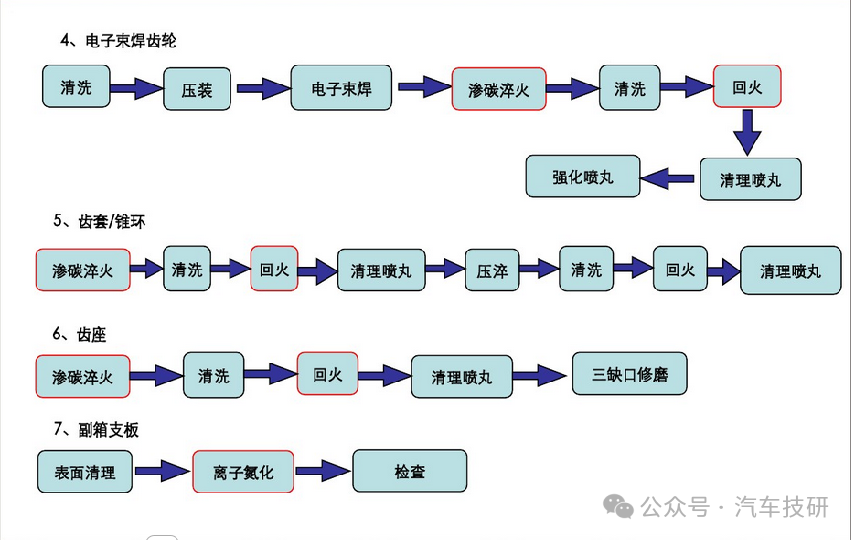
渗碳是一种常见的热处理工艺,主要用于提高钢铁材料的表面硬度和耐磨性。以下是渗碳的一般工艺流程:
清洗:将零部件表面的油污、锈迹等杂质清洗干净,以确保渗碳过程的顺利进行。
渗碳:将零部件放入渗碳炉中,在高温下使碳原子渗入零部件表面,形成高碳层。渗碳温度通常在 900°C 至 950°C 之间,渗碳时间根据零部件的尺寸和要求而定。
扩散:在渗碳后,将零部件在高温下保持一段时间,使碳原子从表面向内部扩散,形成一定深度的渗碳层。扩散时间也取决于零部件的尺寸和要求。
淬火:对渗碳后的零部件进行淬火处理,以提高其硬度和耐磨性。淬火介质可以是水、油或盐水等。
回火:淬火后,对零部件进行回火处理,以消除淬火应力,提高其韧性和塑性。回火温度通常在 150°C 至 250°C 之间,回火时间根据零部件的尺寸和要求而定。
检验:对渗碳后的零部件进行硬度、耐磨性、金相组织等方面的检验,以确保其质量符合要求。
渗碳处理可以使零部件表面具有高硬度和耐磨性,同时内部保持良好的韧性和塑性,从而提高零部件的使用寿命和可靠性。渗碳广泛应用于汽车、机械、航空航天等领域的零部件制造中。例如,汽车发动机的活塞环、齿轮、轴等零部件通常都需要进行渗碳处理。
渗碳的原理是通过将低碳钢或低合金钢置于富碳环境中,使其表面吸收碳原子,从而提高表面的碳含量。这个过程通常在高温下进行,一般在 900℃至 950℃之间。
在渗碳过程中,碳原子从表面向内部扩散,形成一个碳浓度梯度。随着碳原子的不断渗入,钢的表面逐渐形成一层高碳层,称为渗碳层。渗碳层的深度和碳含量可以通过控制渗碳时间和温度来调节。
渗碳的目的是提高钢的表面硬度和耐磨性,同时保持心部的韧性和塑性。这是因为高碳层具有较高的硬度和耐磨性,而心部的低碳钢或低合金钢则具有良好的韧性和塑性。
渗碳处理广泛应用于汽车、机械、航空航天等领域的零部件制造中。例如,汽车发动机的活塞环、齿轮、轴等零部件通常都需要进行渗碳处理,以提高其耐磨性和使用寿命。

以下是一个简单的渗碳过程示例:
将低碳钢零部件放入渗碳炉中,并将炉内温度升高到渗碳温度。
向炉内通入富碳气体(如甲烷、丙烷等),使零部件表面与富碳气体接触。
在高温下,碳原子从富碳气体中分解出来,并扩散到零部件表面。
随着碳原子的不断渗入,零部件表面逐渐形成一层高碳层。
渗碳时间结束后,将零部件从渗碳炉中取出,并进行淬火和回火处理,以提高其硬度和耐磨性。
需要注意的是,渗碳过程需要严格控制温度、时间和气氛等参数,以确保渗碳层的质量和性能。同时,渗碳后的零部件还需要进行后续的加工和处理,以满足实际使用要求。
渗氮是一种在高温下将氮原子渗入金属表面的热处理工艺,目的是提高金属的硬度、耐磨性、耐腐蚀性和疲劳强度。渗氮处理通常在 500℃至 600℃的温度范围内进行,具体温度取决于被处理材料的种类和所需的性能。
渗氮过程一般包括以下步骤:
表面准备:在渗氮之前,需要对金属表面进行清洁和预处理,以去除油污、锈迹和其他杂质,确保表面光洁度。
装炉:将待处理的金属部件放入渗氮炉中,并确保炉内气氛为氮气或含有一定比例氮气的混合气体。
升温:启动渗氮炉,将温度升高到渗氮所需的温度。
保温:在设定的温度下保持一定时间,使氮原子充分渗入金属表面。
冷却:渗氮处理结束后,通常采用缓慢冷却或炉冷的方式,以避免产生过大的内应力。

渗氮处理的优点包括:
提高硬度和耐磨性:渗氮后金属表面形成坚硬的氮化层,显著提高了硬度和耐磨性,延长了部件的使用寿命。
良好的耐腐蚀性:氮化层可以提高金属的耐腐蚀性,特别是在一些恶劣环境下的应用。
提高疲劳强度:渗氮处理可以减少金属表面的缺陷和应力集中,从而提高疲劳强度。
保持尺寸稳定性:渗氮处理对金属部件的尺寸影响较小,有利于保持高精度的零件尺寸。
渗氮处理广泛应用于机械制造、汽车工业、航空航天等领域,常用于处理齿轮、轴类、模具等关键部件,以提高其性能和可靠性。例如,汽车发动机的气门、活塞环等部件常采用渗氮处理来提高其耐磨性和耐腐蚀性。