


概要
一百多年的汽车行业历史是一部不断创新和改善的产业进化史,也是不断向更高效率、更低成本的生产模式进化史。生产模式的变革是一系列技术、工艺创新融合生产流程再造和优化的复杂过程,并非由某一个技术创新所能带来,是一个从量变到质变的过程。
第一次变革-福特流水线替代手工制造。1908 年福特 Model T 问世,并在 1914 年建成的流水线上生产。福特生产效率得到了大幅提升,1923 年 T 型车销量达到顶峰,单一车型年销量超过 200 万辆。T 型车价格也不断下降,从 1910 年的 780 美元降至 1914 年的 360 美元。工艺、设备等创新使得零部件标准化成为可能,这是流水线模式成型的重要一环。通过不断分工,将生产流程切割成小的生产单元,然后按照串联的先后顺序推进。福特流水线模式缺点也明显,产品的单一化与用户需求多样化的矛盾日益突出,各生产环节存在的浪费等。
第二次变革-丰田的精益制造对流水线模式的改善。丰田在快速更换模具等重要技术创新使得流水线生产满足了小批量,多样化生产需求。丰田推出准时化生产(Just in Time),努力打消各个环节产生的库存,打通从客户、工厂、供应链各个环节。以客户订单为起点,所有环节都杜绝生产超出订单需求的量。不同于流水线模式的生产单元相互割裂,各环节融合一起共同为提质增效努力。精益制造最终在效率提升和降低不良率上成绩显著,丰田汽车不仅在国内市场取得较大市场份额,丰田全球汽车销量也于 2005 年超越了福特。
特斯拉、丰田对新生产模式的探索-第三次变革呼之欲出:汽车精益生产模式经历半个多世纪的演化或许再次来到了变革的时点,当前各车企的制造从流程上分成冲压、焊接、涂装和总装四个部分,成串联模式,这种模式仍然存在可消除的“浪费”。
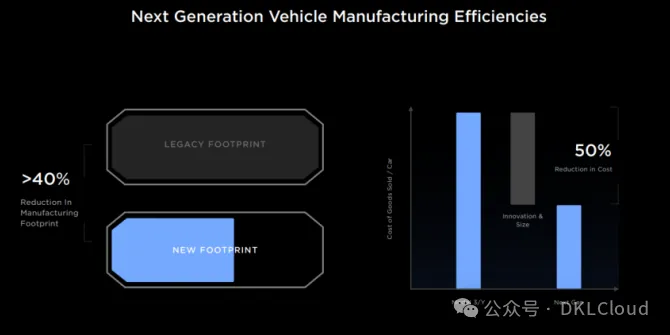
特斯拉 unbox 方案:2023 年 3 月,特斯拉召开投资者日,展示了他们的新生产模式 unbox,借力一体化压铸和电池底盘一体化实现汽车零部件数量的大幅减少,特斯拉将汽车车身的组装从原来的串联模式改成并联+串联,车身被拆分成 6 大部分(unbox),六大部分采用并联模式,同时进行组装。按照特斯拉的测算,unbox 模式将提升 44%的操作工密度,减少工人的无效移动,同时时空效率提升 30%。Unbox 模式将使新的工厂投入下降超过 40%。与现在的 Model 3 和 y 相比,下一代特斯拉车型成本下降 50%。
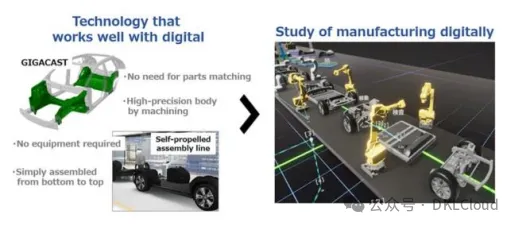
丰田的 Giga casting& Self-propelling 方案:2023 年 6 月,丰田展示了其下一代电动车的部分生产线装备状态。为了确保电动车的盈利能力,丰田需要在技术和制造两个领域共同发力。
1)引入一体化压铸,使得电动车车身结构简单。
2)解构车身,丰田将汽车分成前中后三个部分。与 unbox 相似,丰田称新的模式可以使组装工作在一个开放的空间进行,有利于提升组装效率。
3)Self-propelling 组装线:丰田将在下一代生产车间取消传输机,通过安装在工厂的传感器和控制系统与车身上的传感器结合,实现对车辆运行控制。传输机设备的取消将有利于工厂的灵活布局。丰田新一代电动车在开发费用在 2026年下降 30%,未来下降 50%。工厂投资下降 50%
新的技术创新尤其是一体化压铸、电池底盘一体化及人形机器人等的运用使得第三次变革成为可能:一体化压铸的应用使得汽车结构更加简化,汽车零部件数量减少。电池包与汽车底盘的融合设计成为行业的趋势,2020 年特斯拉电池日发布了其电池包底盘的设计方案,该方案将有效减少 370 个零部件。特斯拉在 2022 年的 AI Day 上所发布的最新版 Optimus 人形机器人。汽车组装环节目前存在大量的机械性工作(如拧螺丝),unbox 模式下,组装空间被打开,将有利于自动化率的提升。
以下是深度分析:
1. 第一次变革:福特流水线大规模生产模式取代手工制造
1.1 流水线生产模式:标准化、大规模
一百多年的汽车行业历史是一部不断创新和改善的产业进化史,也是不断向更高效率、更低成本生产模式的进化史。生产模式的变革是一系列技术、工艺创新融合生产流程再造和优化的复杂过程,并非由某一个技术创新所能带来,是一个从量变到质变的过程。
汽车工业初期-手工制造的非标准化、小批量和低效率:在福特 1914 年汽车装配流水线运作之前,汽车主要以手工制造。据《改变世界的机器》(詹姆斯.沃麦克、丹尼尔.琼斯、丹尼尔.鲁斯),“手工制造方式的产量十分低,每年生产大概 1000 辆或者以下的汽车,其中只有少数汽车是按照同样的设计图纸制造。即使在 50 辆汽车中,也不可能有两辆汽车会一模一样、毫厘不差,因为手工艺技术本身就存在差异”。在实施流水线生产之前,1906 年福特年产量也仅为 100 辆。手工制造非常依赖具备专业技能的工人,这类人员数量制约了这种生产模式的进一步发扬光大。
零部件的标准化使得流水线模式成为可能:1794 年,英国机械师莫兹利发明了装有滑动刀架的车床,开创了机器制造机器的时代,促进了制造工业的规模化与标准化生产。1850 年代,美国普遍开始标准化部件的机器制造,被称为“美国制造体系”。这一体系的核心就是“通用制”或零部件可换体系,使得在缺少技术精湛的专业工人的情况下,提高生产效率成为可能。
福特流水线的诞生:1908 年福特 T 型车问世,并在 1914 年建成的流水线上生产。福特生产效率得到了大幅提升,从 1906 年的 100 辆,到 1921 年每分钟生产一辆汽车,直到 1925 年平均每 10 秒生产一辆汽车的速度。我们认为福特流水线的实施至少得益于以下两个方向的创新:
工艺、设备等创新使得零部件标准化成为可能:零部件标准化是重要的一环,在此之前,工人需要对零部件进行再加工后,才能组装。先进的机床、加工设备的推出,使得标准零部件即相同精度、尺寸的零部件生产成为可能。工人只需要将加工好的标准零部件组装起来,省去了大量的锉平等再加工环节。同时,福特还在减少零部件数量上做了较多创新,如福特的四缸发动机的气缸体由一个单一复杂的铸件组成。而当时行业的普遍的做法是分别铸造每个缸体,然后将四个气缸体拴在一起。
生产流程切割:通过不断分工,将生产流程切割成小的生产单元,然后按照串联的先后顺序推进。每个工位仅完成固定,单一的任务即可。这样就大幅减少了对技术工人的依赖,而且通过不断重复同样的动作以提升生产效率。在流水线之前,福特一个装配工的平均周期时间(完成一项工作直到开始重复这个工作前的时间),总共为 514 分钟,1914 年引入流水线后,组装工人的周期时间缩短到 1.19 分钟。
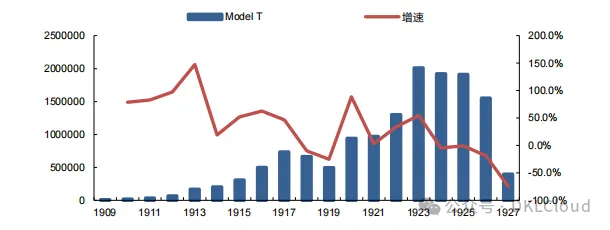
与手工制造相比,福特流水线取得了显著的成绩。福特在各个领域的组装效率都全面领先于手工制造。借助于流水线生产模式,福特销量取得了快速增长,1923 年 T 型车销量达到顶峰,单一车型年销量超过 200 万辆。同时 T 型车价格也不断下降,1910 年 T 型车的售价为 780 美元,1911 年降至 690 美元。流水线模式下,1914 年 T 型车价格降至 360 美元。
图1:福特流水线
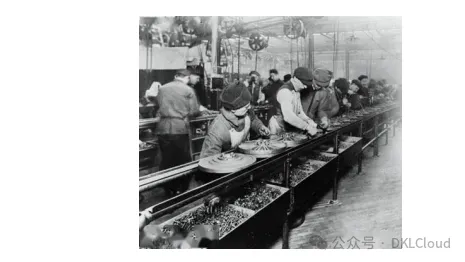
图2:手工生产与大批量生产组装工厂对比(1913 与 1914)单位:分钟
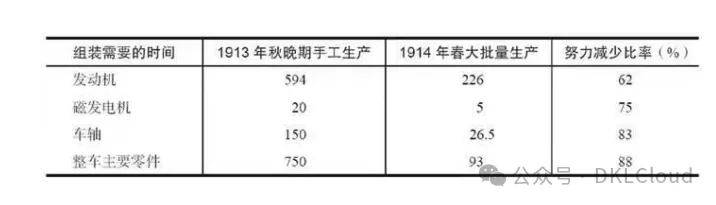
图3:福特 T 型车的销量 单位:辆
1.2 流水线大规模生产的局限性:单一性、浪费
流水线大规模生产强调产品的标准化,将大量的同一型号的零部件安装顺序组织起来,通过标准化流程生产以提升效率,降低成本。这种过于追求标准化忽视了用户的多样化需求。不断切割形成小的生产单元在串联的生产流程下,容易在各个环节间产生了“浪费”。这些浪费成为阻碍流水线模式进一步提升生产率的阻力。
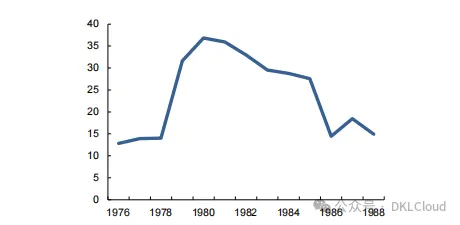
产品的单一化与用户需求多样化的矛盾:福特流水线工厂建成后,长期只生产一款 T 型车,T 型车是个典型的标准化产品,用户的个性化需求几乎得不到满足。在汽车普及初期,用户是产品的被动接受者,矛盾尚不突出。随着汽车保有量的提升,产品单一化与用户的多样化需求的矛盾日渐突出。尤其 20 世纪 70 年代爆发的石油危机,石油价格大幅增长,美国用户对节能汽车的需求大幅增加,但流水线模式很难快速提供多样化产品。
图4:福特 T 型车 1909-1914 年

图5:20 世纪 70 年代石油危机下布伦特原油价格 美元/桶
各生产环节存在“浪费”:首先,上一个工序未完成或停滞的情况下,会导致下个工序难以开展。工厂为了保障流水线顺利进行而允许不良零件流通到下一个工序,采用在最后环节返工的模式。这种模式带来不良率的提升,大量返工进一步导致了工时的浪费。其次,流水线生产方式设备缺少灵活性,各个生产单元间都设有缓冲库存,以避免生产流水线停止。过剩的库存就需要配套的库房、搬运工及设备和库存管理人员的投入,而这些都成了生产效率进一步提升的阻力。
2. 第二次变革:丰田精益制造对流水线模式的持续改善
2.1 精益制造是对流水线模式的改善
精益制造诞生的背景:精益制造是以丰田为代表的日本车企主导的生产模式变革,丰田汽车成立于 1937 年,当时福特大规模流水线生产模式已经成熟,但这种生产模式并不适合日本,主要体现在:
日本汽车市场规模小,且需求更多样:日本国内汽车市场规模较小,根据丰田汽车官网,上世纪 50-60年代,日本国内汽车销量从不足 3 万辆到 1961 年的接近 50 万辆。而 1923 年的福特 T 型车年销量已经超过了 200 万辆。且日本国内汽车需求多样,政府官员专用的豪华轿车、送货到超市的大货车以及适合日本家庭的小型轿车。日本市场规模难以复制福特的大规模流水线生产方式。
日本也同样缺少大批量劳工:尤其是二战后,日本经济复苏,日本缺乏大规模流水线生产模式需要的大量劳工人员。
图6:日本国内汽车销量 1950-1961 年 单位:辆
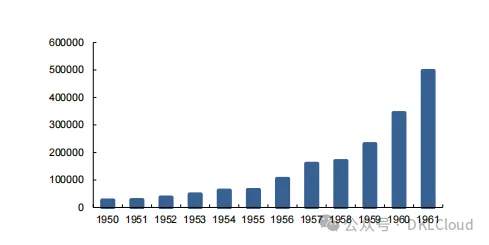
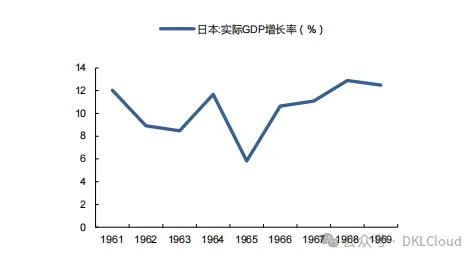
图7:日本 20 世纪 60 年代的经济高速增长
精益制造在几个重要方向上实现对大规模流水线生产方式的改善:
小批量,多样化生产:与流水线的单一、标准化不同,丰田开创的精益生产模式可以实现多批次、小批量生产,从而满足用户的多样化需求。其中快速更换模具是重要的技术创新,得益丰田的大野耐一的多年专研,20 世纪 50 年代后期,丰田已经实现将换模时间从一天缩短至 3 分钟。
准时化生产(Just in Time):丰田努力打消各个环节产生的库存,杜绝过量生产造成的浪费。该模式要求上游工序生产的零件只够供应下一步骤立即的需求。当下游工序容器内的零部件用完时,容器就会被送回到上一道工序,以避免上游工序的过量生产。
以价值流打通从客户、工厂、供应链各个环节:客户订单是这个价值链的起点,拉动整个价值链条的启动,所有环节都杜绝生产超出订单需求的量。不同于流水线模式的生产单元相互割裂,各环节融合一起共同为提质增效努力。
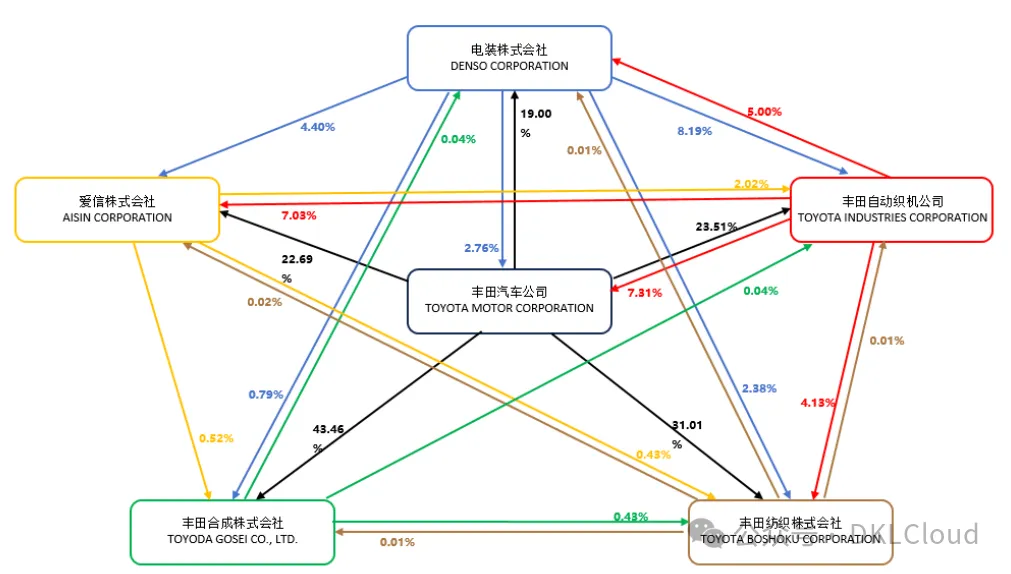
精益制造的贯彻执行需要打破企业边界,并且是长期持续的过程:与欧美车企相同,丰田汽车于 1949 年陆续剥离汽车零部件业务,成立电装(丰田一级供应商,产品包括汽车空调系统、动力传动系统、安全系统等)、丰田合成(丰田一级供应商,产品包括橡胶密封件、内饰件总成、安全气囊等)、丰田纺织(丰田一级供应商,产品包括座椅、内外饰件等)等。但与欧美车企不同,丰田汽车并非把他们等同于第三方供应商,而是采用紧密的交叉持股实现供应链系统的利益绑定。这种供应链体系是丰田将精益制造理念拓展至供应商的组织保障。丰田汽车与供应商企业共同致力于汽车生产各环节的降本增效,同时各供应商之间还可以开展技术、制造工艺的交流。
图8:丰田汽车与供应链公司的交叉持股
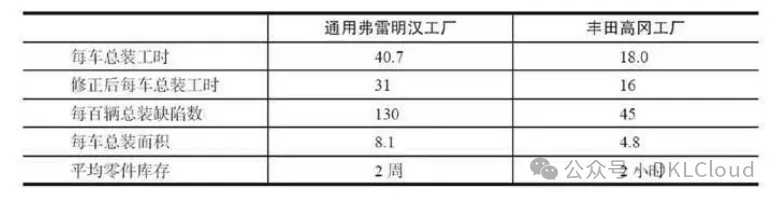
丰田取得的成就:精益制造最终在效能提升上的成绩显著,据《改变世界的机器》,丰田的精益制造工厂在总装环节的效率明显领先于同时期的通用汽车,而且产品不良率也大幅低于通用。丰田汽车不仅在国内市场取得较大市场份额,丰田全球汽车销量于 2005 年超越了福特。据丰田官网,丰田在日本国内市场份额,从1960 年的 37%稳步提升到 70 年代的 40%以上,2010 年达到了 48%。丰田在海外市场更是彰显了强势的竞争力,海外销量从 1975 年的 90 万辆到 2007 年 684 万辆。由于缺少更早期的数据,仅上世纪 90 年代看,丰田汽车表现出更高的资产周转效率,尤其是 90 年度前五年,丰田的总资产周转率明显快于福特。
图9:丰田在日本的汽车市场份额(%)
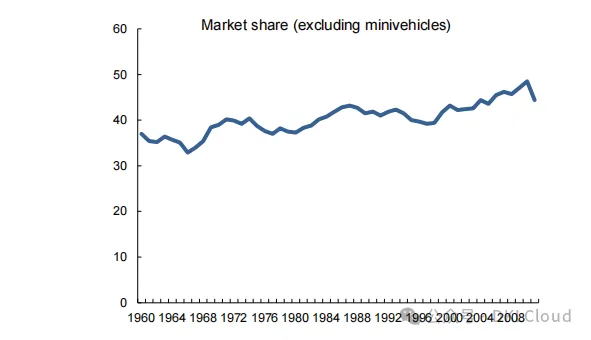
图10:丰田汽车与福特汽车总资产周转率对比(%)
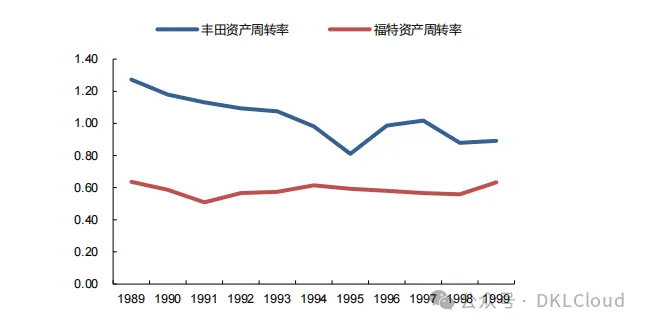
图11:丰田汽车日本及海外销量 单位:辆
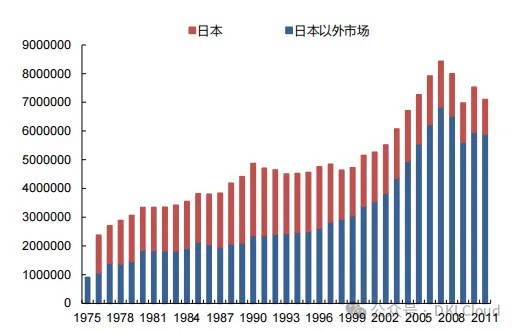
图12:丰田汽车与福特汽车销量对比 单位:辆
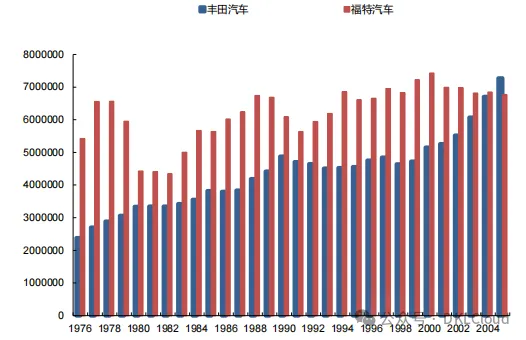
图13:丰田高冈工厂与通用弗雷明汉工厂对比
2.2 精益制造是持续不断的改善过程
汽车价值链条中存在的浪费需要车企持续不断的进行改善,这种持续性体现在以下两个方面:
部分浪费现象受制于当前工艺等技术限制,现阶段无法完全避免。随着技术等不断进步,这类浪费有望根除。从技术层面上,精益制造也是一个持续不断的过程。
精益制造模式需要打破企业边界,以客户订单为起点,工厂制造、设计、供应商共同参与的过程。因此,丰田精益制造最早发生在制造环节,不断深入到销售系统(渠道、订单系统等)。并扩展到一级供应商,不断渗透至二级供应商和三级供应商。
3. 第三次变革呼之欲出
冲-焊-涂-总的生产流程:丰田汽车的卓越表现使得精益制造得以在全球传播,但是各个企业受制于不同组织结构,经营战略等执行效果差异。但总体上,当前各车企的生产从流程上分成四大环节,冲压、焊接、涂装和总装,四大环节成串联的流水线模式。
冲压:典型的冲压产品有四门、两盖、翼子板左右、侧围左右、顶盖等。
焊接:通过各种焊接工艺将冲压车间形成的冲压件形成一个完整的白车身。
涂装:将焊接产线生产的白车身整体进行电泳、喷漆。
总装:将已经喷漆后的白车身进行内饰件、动力总成、底盘系统等进行安装,最终形成完整车辆。
图14:冲-焊-涂-总四大工艺
3.1 特斯拉、丰田对新生产模式的探索
特斯拉 unbox 生产工艺:2023 年 3 月,特斯拉召开投资者日,展示了他们的新生产模式 unbox。行业目前的总装车间是由焊接形成白车身(box)经过涂装喷漆后开始,总装线采用串行模式在狭小的车身空间(box)中完成。当前的总装线上,存在几个主要的待改善点:
冗长的串联模式,上一个工序未完成,下一个工序就无法开启。一个环节出问题将导致流程阻塞。
车身空间(box)狭小,大幅制约安装效率,总装环节自动化率低于其他几个环节。
白车身在通往下一个工序的运输过程中存在着工时浪费。
一些重复工序的浪费,如焊接工序结束,需要将车门安装到车身上,进入涂装环节。涂装结束,进入总装需要将车门拆卸下来,以方便工人进出安装内饰件,然后再装上车门。
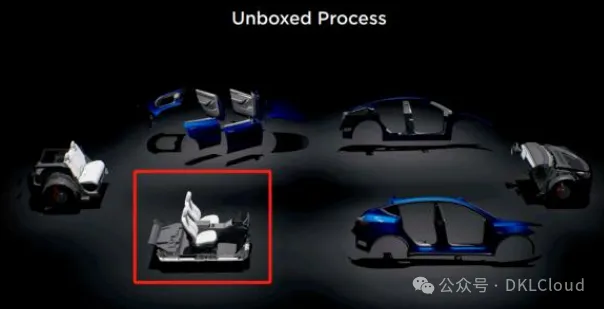
Unbox 的解决方案是借力一体化压铸和电池底盘一体化实现汽车零部件数量的大幅减少,将汽车车身的组装从原来的串联模式改成并联+串联。特斯拉将车身拆分成 6 大部分(unbox):
车尾部分:包括后车轮系统、后地板、后排座椅
底盘部分:将电池包作为底盘,并将座椅安装至底盘上
车头部分:包括前车轮系统、仪表台总成、前机舱(一体化压铸实现)
左侧围:一体化冲压,A、B、C 柱
右侧围:同左侧围
四门两盖+车顶:前后四个车门、前后行李箱盖,均采用冲压车型
图15:目前的汽车制造工艺的串联架构
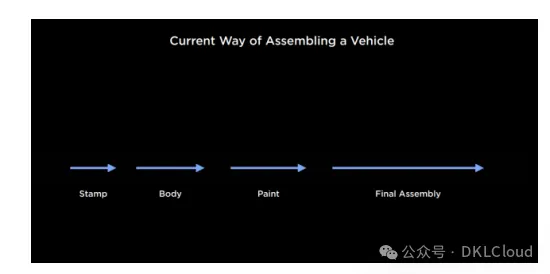
图16:汽车总装车间图示

图17:目前总装产线中车辆传递至下一个工序

图18:unbox 的并联与串联架构
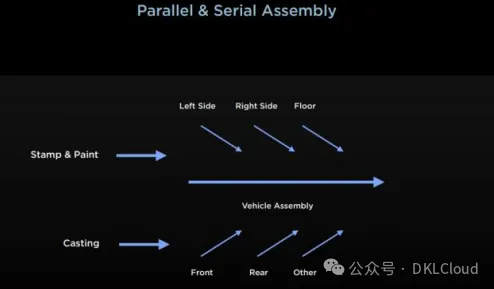
图19:Unbox 将汽车解构为 6 个部分
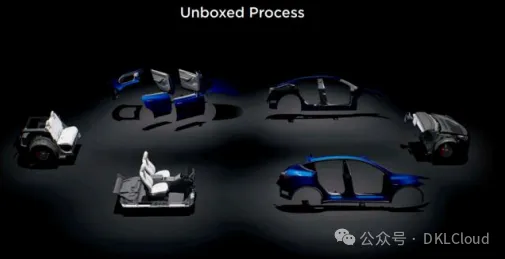
图20:unbox 的效能
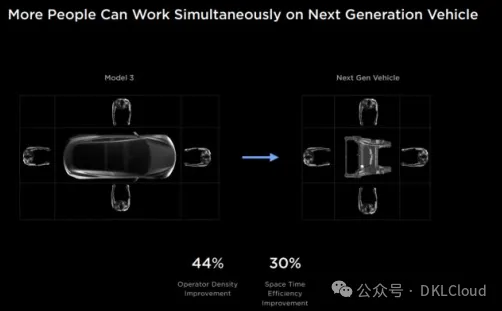
Unbox 将明显提升效率,降低成本:六大部分采用并联模式,同时组装。六个部分同时进行的好处在于大幅提升工时效率。对于涂装,在 unbox 模式中,仅需要对必要的部件进行涂装,如四门两盖等,而不需要整个车身涂装,这将减少涂装产线的投入。另外,总装线变成了完全开放空间,提升了操作便利性,将更有利于自动化率的提升,以及后期机器人的使用。按照特斯拉的测算,unbox 模式将提升 44%的操作工密度,减少工人的无效移动,同时时空效率提升 30%(图 20)。Unbox 模式将使新的工厂投入下降超过 40%,与现在的 Model 3 和 y 相比,下一代特斯拉车型成本下降 50%。
图21:unbox 模式的效能提升
丰田汽车下一代电动车的生产模式:2023 年 6 月,丰田举办的 technical workship 上宣布了下一代电动车的部分生产装备状态。为了确保电动车的盈利能力,丰田需要在技术和制造两个领域共同发力。
Giga casting(一体化压铸):使得电动车车身在结构上变得简单。其中,丰田继续发挥他在换模领域的优势,可以将压铸模具更换周期缩短至 20 分钟,以减少操作中的浪费。
解构车身:丰田将汽车分成前中后三个部分,与 unbox 相似,丰田称新的模式可以使组装工作在一个开放的空间进行,有利于提升组装效率。
Self-propelling 组装线:丰田将在下一代生产车间取消传输机的概念,通过安装在工厂的传感器和控制系统与车身上的传感器结合,实现从外部对车辆运行控制。传输机设备的取消将有利于工厂的灵活布局。能显著减少工厂投入。
数字技术的大量运用:Giga casting 和 Self-propelling 装配线等技术与数字化相兼容,数字化技术将积极应用于工厂设计,包括工艺研究和改进。
图22:丰田的一体化压铸工艺
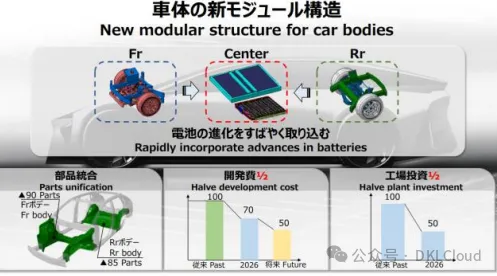
图23:丰田汽车前中后三个部分

图24:丰田 Self-propelling 组装线
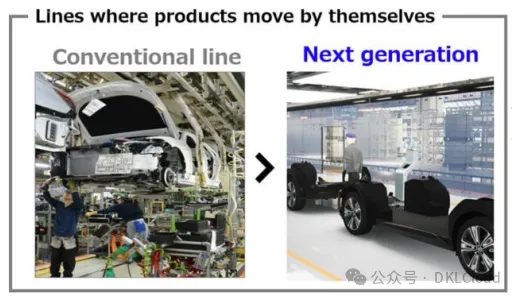
图25:数字技术的运用
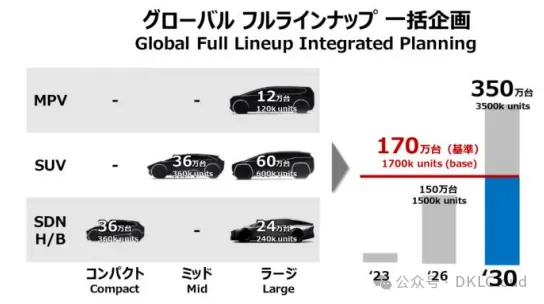
丰田将于 2026 年全面推出下一代电动车,2030 年丰田纯电工厂将提供 350 万辆(电动车目标)的 170 万辆。新一代电动车在开发费用在 2026 年下降 30%,未来下降 50%。工厂投资下降 50%(图 22)。
图26:丰田汽车电动车规划
3.2 新生产模式的促成因素
正如前文所述,生产模式的变革是一系列技术、工艺创新融合生产流程再造和优化的复杂过程。电动车时代,汽车结构在发生变化,原有复杂的动力系统变为三电系统,电池与汽车底盘实现一体化设计,大型压铸件的工艺创新、自动化、数字化技术的不断进步,汽车精益制造模式经历半个多世纪的演化或许再次来到了变革的时点。
3.2.1 一体化压铸的运用
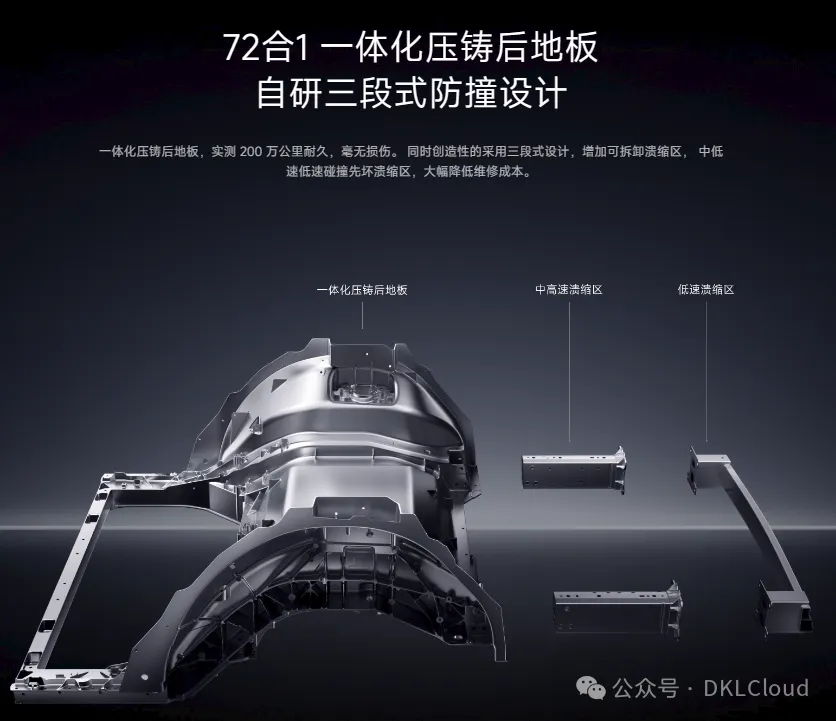
一体化压铸的应用使得汽车结构更加简化,汽车零部件数量减少。如特斯拉 Model y 通用运用一体化压铸的后地板和前机舱成功实现从原来 171 个零部件减少到 2 个大压铸零部件。极氪 009、小米 su7 和小鹏汽车也采用了一体化压铸工艺,减少零部件数量。
图27:特斯拉后地板一体化

图28:极氪 009 采用的一体化后车身
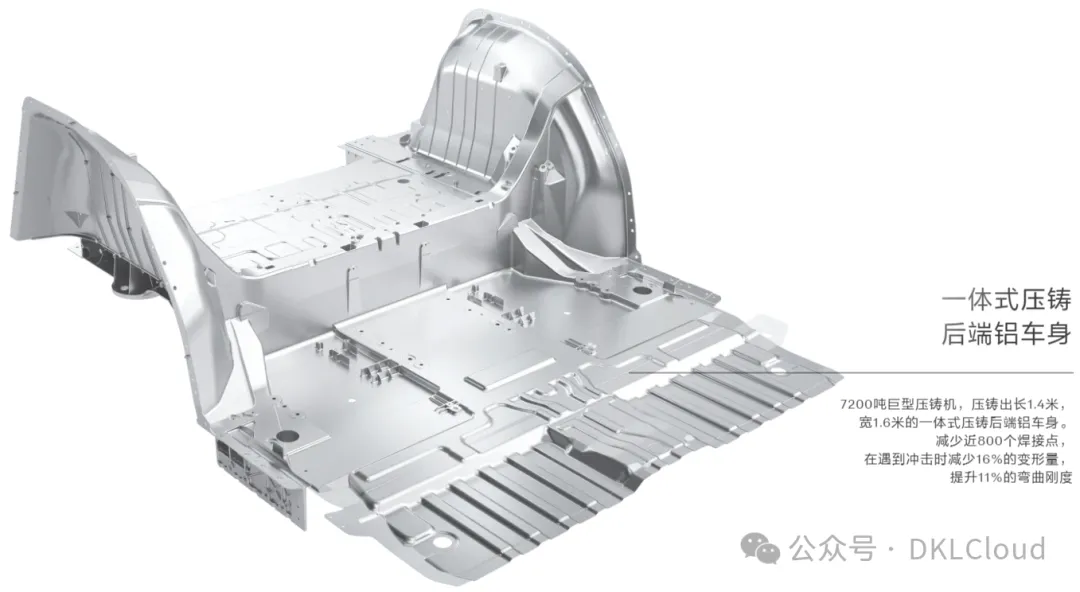
图29:小米汽车的一体化压铸
目前一体化压铸在车身上运用主要是后地板和前机舱。一体化压铸工艺的实现得益于大型压铸设备及铝合金材料端的进步。
大吨位压铸机的不断进步:我们通过压铸机设备商 IDRA 推出产品的节奏就能看出这一趋势,1966 年IDRA 推出第一台 2000T 的设备、1973 年推出 3200T 的设备、1993 年推出 4000T 的设备。在 2020 年,IDRA 收到了世界上第一份 6200 吨和 8000 吨压铸机的订单,同时 IDRA 也是第一获得 9000T 压铸机订单的企业。9000T 压铸机用于制造 SUV 和皮卡等产品的大型压铸件。
合金材料及模具等配套产业的不断成熟都促使了一体化压铸工艺的进步。
3.2.2 电池底盘一体化
电池包与汽车底盘的融合设计成为行业的趋势,2020 年特斯拉电池日发布了其电池包底盘的设计方案,该方案将有效减少 370 个零部件(图 35),也将使得底盘(融合了电池包)的工厂投入每 GWH 下降 55%,工厂空间下降 35%(图 34)。电池底盘一体化设计也有利于 unbox 方式中底盘的独立安装。
图32:特斯拉的底盘电池一体化设计
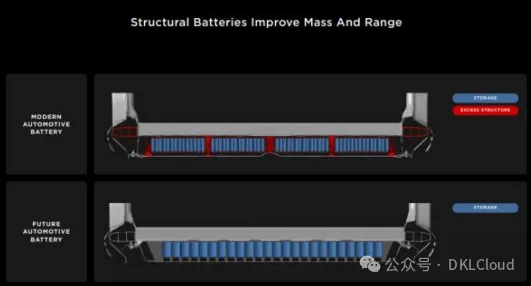
图33:底盘电池一体化大幅简化底盘结构
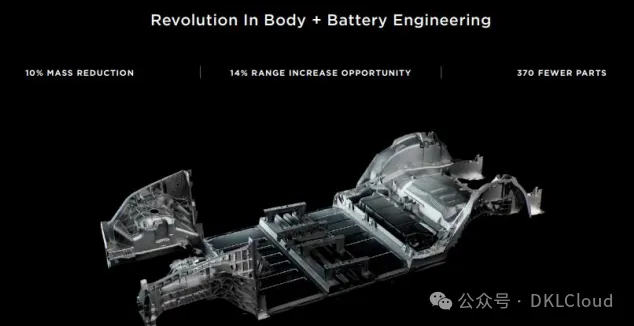
图34:底盘装配线投入的下降
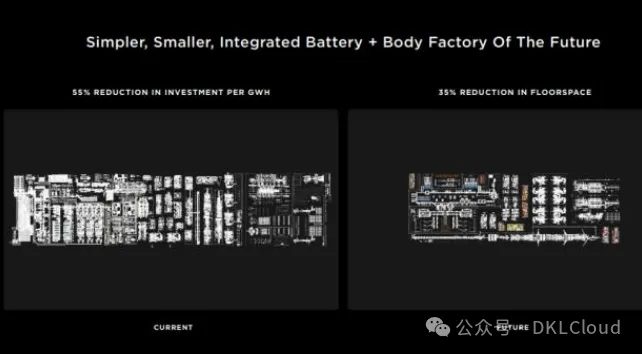
图35:Unbox 模式底盘装配的独立
电池底盘一体化方案也得到其他车企的应用。如 2022 年 4 月零跑发布 CTC(cell to chassis)技术,将电池与底盘集成化设计。2022 年 5 月比亚迪发布 CTB(cell to body)技术并首次搭载到海豹车型上,电池包上盖与车身底板集成设计。2023 年 6 月发布的小鹏 G6 采用了 CIB 技术,也同样为电池和底盘的融合设计。
图36:零跑 CTC 方案
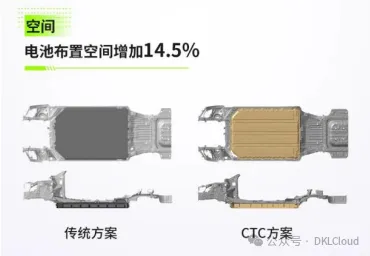
图37:比亚迪 CTB 方案

3.2.3 人形机器等人工智能技术的运用
AI 等技术的进步也将助力新生产模式的到来。特斯拉在 2022 年的 AI Day 上所发布的最新版 Optimus 人形机器人,100W 静坐功耗、500W 快走功耗、200 档以上的关节自由度,以及 27 档手部自由度。据特斯拉2023 年投资日介绍,Unbox 方案实现了开放的组装空间,这将更方便机器人和人的操作。我们认为,汽车组装环节目前存在大量的机械性工作(如拧螺丝),随着组装空间的打开,将有利于自动化率的提升。Unbox的组装环节或将成为人形机器人较好的应用场景。
图38:特斯拉 Optimus 机器人参数
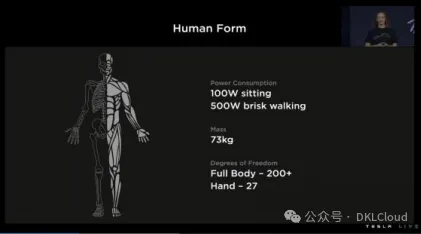
图39:unbox 模式中机器人将有用武之地

4、展望
汽车生产模式的变革符合新质生产力的要求:中共中央政治局 1 月 31 日就扎实推进高质量发展进行第十一次集体学习,习近平总书记强调“发展新质生产力是推动高质量发展的内在要求和重要着力点,必须继续做好创新这篇大文章,推动新质生产力加快发展。新质生产力是创新起主导作用,摆脱传统经济增长方式、生产力发展路径,具有高科技、高效能、高质量特征,符合新发展理念的先进生产力质态。它由技术革命性突破、生产要素创新性配置、产业深度转型升级而催生,以劳动者、劳动资料、劳动对象及其优化组合的跃升为基本内涵,以全要素生产率大幅提升为核心标志,特点是创新,关键在质优,本质是先进生产力。”
我们认为,汽车行业生产模式的每次变革都是技术创新、生产要素创新配置等推动,最终都实现了更高效能,更高质量的发展。新能源汽车时代的到来,伴随着新的工艺创新、新的车型结构设计以及 AI、数字化技术的运营,汽车行业将实现从旧式生产力到新质生产力的转变。
文章来源:AI云原生智能算力架构
欢迎关注知识酷Pro
.jpg")
