----追光逐电 光赢未来----
摘要:
通过封装结构设计及其制造工艺流程和LTCC基板加工、围框与基板共晶焊接、平行缝焊封盖等制造工艺的研究,成功研制了适于多芯片、多元器件微电子模块的LTCC一体化LCC封装外壳,封装气密性满足国军标要求,能够达到抗25000 g 机械冲击应力的耐高过载水平。
LCC(Leadless Chip Carrier,无引线片式载体)是一种周边带有金属膜层端子而不是金属引线的表面安装型封装外壳[1,2] ,基本都是采用质量分数90%~96% Al 2 O 3 的多层HTCC(高温共烧陶瓷)工艺制作,互连导体为W(钨)、Mo(钼)等难熔金属,在1 500~1 800 ℃的高温下及还原性气氛中完成烧结,在W或Mo导体层表面镀Ni(镍)或Ni及Au(金)后形成芯片及封口环安装区、互连键合区及封装端子区,金属封口环的安装则采用600 ℃以上的高温钎焊(如银铜焊)工艺实现。HTCC类LCC属于陶瓷气密性封装,具有优良的热性能、机械强度和耐恶劣环境能力,但存在互连导体导电性差、工艺复杂、工艺温度高、不能印制电阻、需要进行镀膜加工等缺点 [3] ,一般仅能用于封装单个大规模单片IC(集成电路)芯片。
基于LTCC(低温共烧陶瓷)的一体化LCC封装互连线路短、寄生参数小、介电性能优、封装端子密、可加工性好、易制作空腔,非常适宜于封装由多个IC芯片、多种电子元器件(半导体器件、片式阻容元件、传感器等)构成的MCM(多芯片组件)、MEMS(微机电系统)集成组件、高频微波集成组件等微电子模块产品 [4,5] 。
本文研制一种与高密度互连LTCC基板一体化集成的城堡式小型化LCC封装,可用于封装具有多芯片、多元器件的微电子模块,同时可满足抗25000 g( g 为重力加速度)冲击加速度的耐高过载要求。
1 封装结构设计
“LTCC一体化城堡式LCC封装”的结构设计如下。
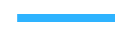
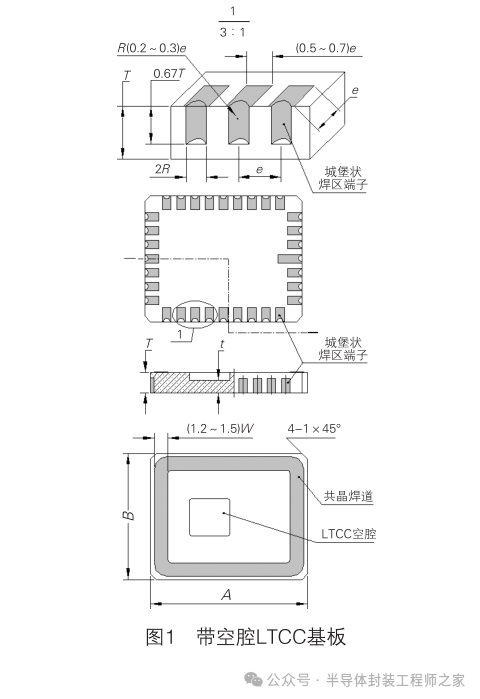
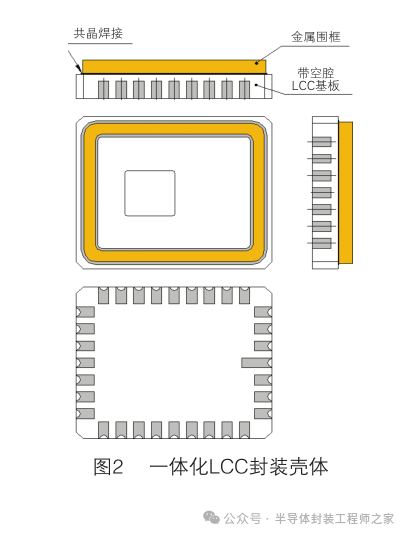
(1)组成“LTCC一体化城堡式LCC封装”的3个基本零件分别是“带空腔LTCC基板”(如图1所示)、“金属围框”和“金属盖板”,“金属围框”与“带空腔LTCC基板”共晶焊接后形成“一体化LCC封装壳体”部件(如图2所示),在“一体化LCC封装壳体”上平行缝焊“金属盖板”形成整件封装(如图3所示);
( 2 ) “ 带 空 腔 L T C C 基 板 ” 的 面 积 尺 寸A × B ≤15 mm×15 mm、空腔底板厚度 t ≥1 mm,基板制作出节距 e =1.27 mm(或1 mm)的底面四边引出金属膜层(宽度为0.5 e ~0.7 e 、长度为 e )
与四周侧壁半圆柱孔(高度为0.67 T 、半径 R =0.2 e ~0.3 e , T 为基板厚度)金属膜层构成的城堡状SMT焊区端子,基板四角倒角1 mm×45°,基板中的1个或多个方形半通空腔用于安装厚度大一些的芯片等元器件,多层电学互连的LTCC基板采用LTCC生瓷带及其配套填孔与网印电子浆料共烧制作,基板底面与侧壁城堡状端子膜层及顶面环状共晶焊道膜层(宽度为1.2 W ~1.5 W , W 为金属围框壁厚)采用厚膜PdAg(钯银)导体浆料制作;
(3)四角倒圆的方框形“金属围框”高度0.5~2.0 mm、壁厚0.8~1.0 mm,采用4J29型可伐合金制作,表面镀Ni+Au;
(4)四角倒圆的薄片形“金属盖板”四周缝焊方框形边厚度0.1 mm,中部区域厚度0.25 mm,采用4J29型可伐合金制作,表面镀Ni+Au。
2 封装制造工艺
2.1 制造工艺流程
“LTCC一体化城堡式LCC封装”制造的简要工艺流程为:“带空腔LTCC基板”加工→四周侧壁半圆柱孔城堡状端子金属膜层制作→“金属围框”与“带空腔LTCC基板”共晶焊接→(封装内元器件组装完成后)平行缝焊“金属盖板”与“一体化LCC封装壳体”。
2.2 LTCC基板加工
四个侧壁上具有城堡状半通半圆柱孔SMT端子的带空腔小尺寸LTCC基板的制作,按基本LTCC工艺联片加工。
(1)将型号、尺寸合格的LTCC生瓷片打孔,每一生瓷片上打出的通孔包括中部待填充的相应层互连孔及四角(边)区不填充的填孔/网印用对准组孔、叠片用定位组孔、基板四角区1 mm×45°倒角联片合成1.41 mm×1.41 mm方孔和基板下部0.67倍厚度侧壁城堡状半圆柱孔的各生瓷层上联片合成圆孔;
(2)通过各片生瓷片上的填孔/网印用对准组孔对准,用Ag填孔导体浆料逐层完成生瓷片的通孔填充和干燥;
(3)通过各片生瓷片上的填孔/网印用对准组孔对准,用网印导体浆料逐层完成生瓷片的导电带印刷和干燥;
(4)使用激光划切机,在基板上部LTCC空腔的各生瓷层上切割出生瓷片窗口;
(5)逐层将生瓷片的四角叠片定位孔套挂在叠片台的对应销钉上,层叠为疏松的整件生瓷坯;
(6)用外形与尺寸正确的空腔塞填充整件生瓷坯上部的各个空腔、盖好金属压板后,用塑料袋真空包封,并置入压力大于20.265 MPa、温度70 ℃的水介质中等静压层压10 min。
(7)使用生瓷热切机,按压实生瓷板表面的切割标记线对准,将整件生瓷板切割为单元基板生瓷块,联片的各个整件板合成圆柱孔被分切为各单元基板生瓷块四周侧壁上的城堡状半圆柱孔;
(8)使用LTCC烧结炉,将各个单元基板生瓷块烧成为单元LTCC基板;
(9)采用厚膜网印、干燥、烧结工艺,完成LTCC基板顶面方框形共晶焊道、底面四边SMT端子的PdAg膜层的制作;
(10)采用手工涂抹方式,完成基板侧壁上城堡状半圆柱孔端子膜层的侧印制作。
2.3 围框与基板共晶焊接
使用真空共晶炉,完成金属围框在LTCC基板顶面的共晶焊接。
(1)清洗金属围框和LTCC基板,去除表面污染,烘干;
(2)设置好共晶炉焊接的温度曲线、真空-氮气-甲酸气氛曲线,最高焊接温度320~330 ℃、峰温持续3~5 min;
(3)将厚0.05 mm的Au80Sn20合金焊料片裁剪成与LTCC基板顶面共晶焊道膜层相同的形状和尺寸;
(4)在共晶炉的焊接平台表面上,依次堆叠放置好LTCC基板(空腔面朝上)、方框形Au80Sn20合金焊料片、可伐合金围框,使共晶焊道膜层、焊料片与围框对准后用质量适宜的陶瓷块在围框顶面压住;
(5)开启共晶炉,按设置的焊接温度曲线、焊接气氛曲线完成共晶焊,得到“一体化LCC封装壳体”部件。
2.4 平行缝焊封盖
平行缝焊在完成IC芯片、MEMS传感器芯片等内部元器件的组装后进行。
(1)擦洗金属盖板和LCC封装壳体,去除封盖界面上的污染,烘干;
(2)将LCC封装壳体(含内部元器件)和金属盖板放入平行缝焊系统的真空烘箱,在热真空环境中烘烤4~8 h;
(3)编排平行缝焊程序,设置好缝焊电流、运行速度、运行距离和电极压力等焊接参数;
(4)将LCC封装壳体放入平行缝焊机工作台上的焊接夹具中,按方位要求放置并对准好金属盖板;
(5)启动缝焊程序,在平行缝焊系统的充氮气操作箱中熔封金属盖板与金属围框,实现气密性“LTCC一体化城堡式LCC封装”。
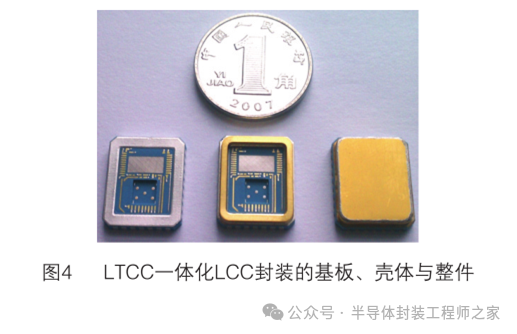
LTCC一体化LCC封装的样品基板、壳体、整件分别如图4中的左、中、右所示。
3 封装气密性试验
按GJB548B-2005“方法1042.2 密封”中条件A1要求,完成9只未封盖“一体化LCC封装壳体”样品的示踪气体氦(He)细检漏试验,全部合格,测量漏率为8.0×10 -5 ~1.2×10 -4 Pa·cm 3 /s(He)。
分别按GJB548B-2005方法1042.2中条件A1、条件C1要求,完成9只封盖后“LTCC一体化LCC封装外壳”样品的细检漏试验、碳氟化合物粗检漏试验,均合格,测量漏率为(1.5~2.3)×10 -3Pa·cm 3 /s(He)。
4 封装耐高过载考核试验
以制作的未封盖“一体化LCC封装壳体”样品和已平行缝焊封盖“LTCC一体化LCC封装外壳”样品各9只为试验对象,通过GJB548B-2005“方法2002.1 机械冲击”试验,考核这种封装的耐高过载应力水平。
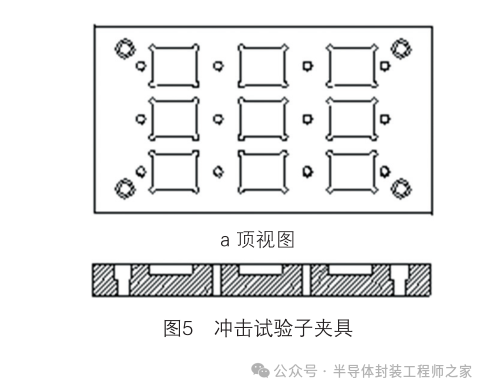
(1)设计和加工冲击试验夹具,主要应保证有效夹持样品,使之在承受了试验设定的机械冲击自身应力的同时而不受到其他构件施加的多余破坏力。在铝合金子夹具(如图5所示)上设计和制作阵列凹槽,每一凹槽的长宽与样品长宽相同而深度比样品的厚度略大,使得样品恰好能够装进底部垫有一层滤纸的凹槽内而不高出凹槽上表面,在样品顶面垫上一至二层滤纸后用铝合金压条限位固定,再将子夹具固定在冲击台承面上进行冲击试验,能够保证冲击试验时压条产生的惯性力作用在子夹具表面上而不会刚性地直接作用在样品上,使试验结果能真实地反映样品的抗机械冲击应力水平;
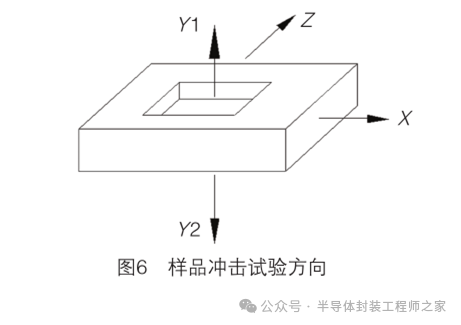
(2)机械冲击方向分别为 Y 1、 Y 2、 X 和 Z 向(如图6所示);
(3)机械冲击应力依次有:2000 g /0.3 ms,3000 g /0.3 ms,5000 g /0.3 ms,8000 g /0.2 ms,10000 g /0.2 ms,15000 g /0.1 ms,20000 g /0.1 ms,25000 g /0.1 ms;
(4)每一方向各承受每一应力的5次冲击,每次冲击试验结束后在20倍放大的体视显微镜下目检,试样不应出现变形、裂纹及其他机械损伤;
(5)目检如无异常,则通过该方向该应力的冲击试验,该样品继续进行下一方向/下一应力的试验;目检如不合格,则总结失效现象,分析失效原因,停止该样品的后续试验。
试验结果表明,全部18只样品在 Y 1、 Y 2、 X 、 Z四个方向均能通过加速度2000 g ~20000 g 的每次(各5次)机械冲击应力试验;两类样品各抽1只进行的 Y 1方向(即样品抗冲击能力的机械强度最薄弱方向—LTCC基板中空腔底板厚度悬空受冲方向)、加速度25000 g 、5次冲击试验也都能正常通过。
5 结论
综合上述研制情况,可以看出:
(1)以LTCC多层基板及一体化封装技术为基础的“LTCC一体化LCC封装”具有结构紧凑、性能优异、可靠性高、应用面广等特点;
(2)“LTCC一体化LCC封装”涉及的LTCC基板加工、围框与基板共晶焊接、平行缝焊封盖等工艺成熟,具有可操作性;
(3)“LTCC一体化LCC封装”的气密性达到GJB548B-2005的规定,可满足MEMS、MCM等器件与组件的长期气密性封装保护要求;
(4)小型化“LTCC一体化LCC封装”外壳及其基础部件“一体化LCC封装壳体”能够达到抗25000 g 机械冲击应力的耐高过载水平。
来源:半导体封装工程师之家

申明:感谢原创作者的辛勤付出。本号转载的文章均会在文中注明,若遇到版权问题请联系我们处理。

----与智者为伍 为创新赋能----

联系邮箱:uestcwxd@126.com
QQ:493826566