今日光电
有人说,20世纪是电的世纪,21世纪是光的世纪;知光解电,再小的个体都可以被赋能。追光逐电,光赢未来...欢迎来到今日光电!

----追光逐电 光赢未来----
玻璃生产的工业化和规模化后,各种用途和各种性能的玻璃相继问世。现代,玻璃已成为日常生活、生产和科学技术领域的重要材料,被广泛用于建筑、日用、艺术、医疗、化学、电子、仪表、核工程等领域。
随着现代工业自动化技术日趋成熟,越来越多的制造企业考虑如何采用机器视觉来帮助生产线实现检查、测量和自动识别等功能,以提高效率并降低成本,实现生产效益最大化,视觉检测也向玻璃行业的各类产品“发起”挑战。
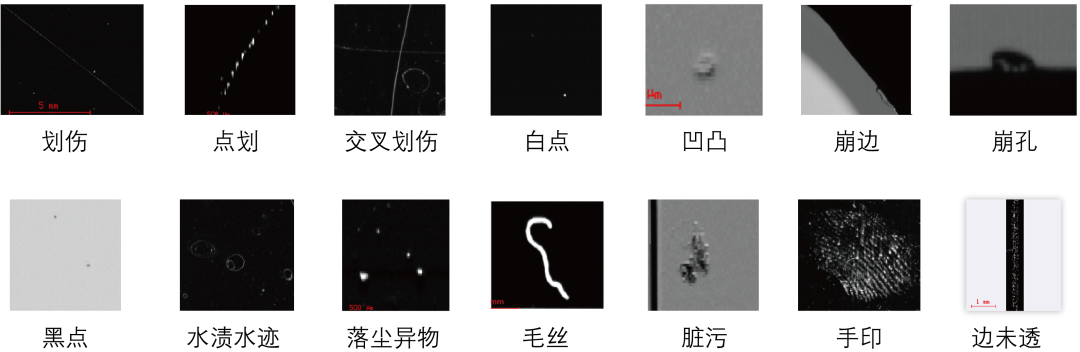
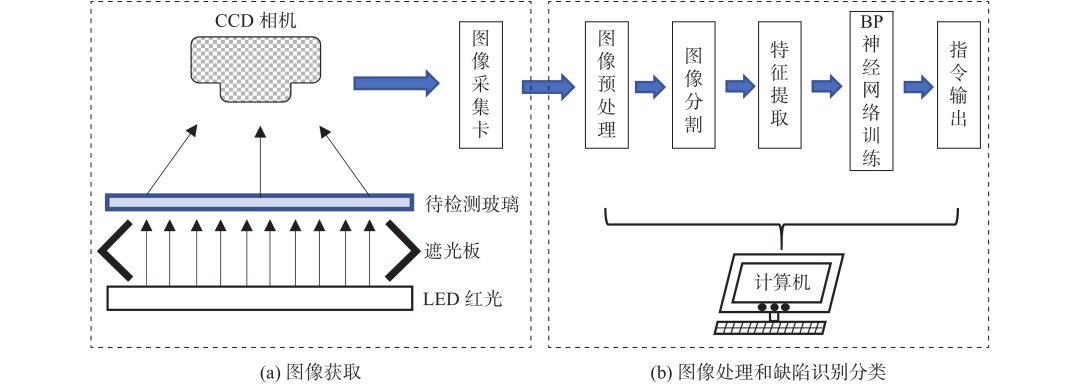
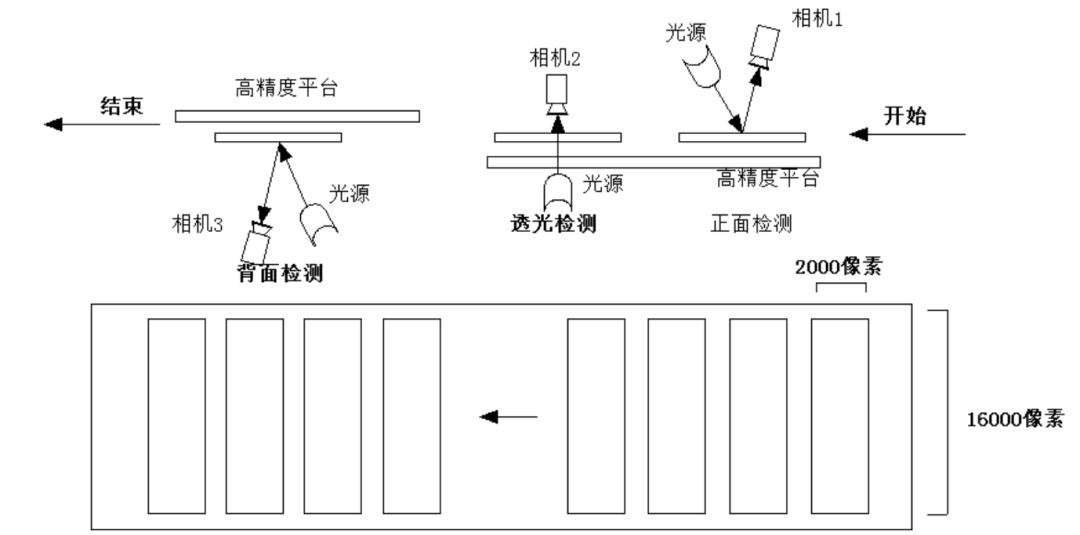
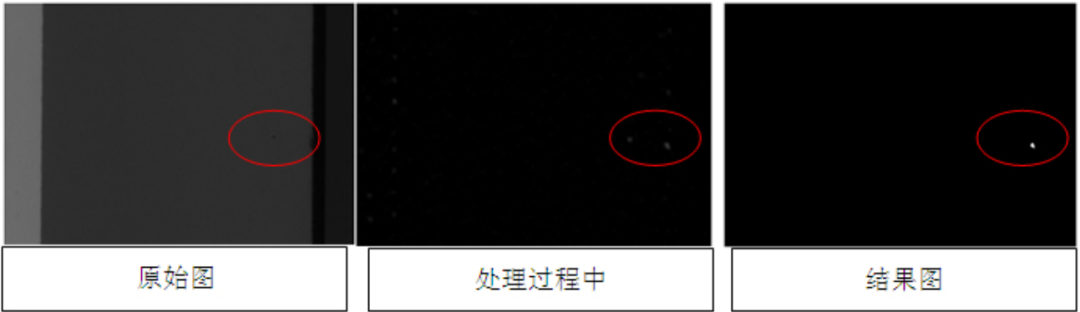
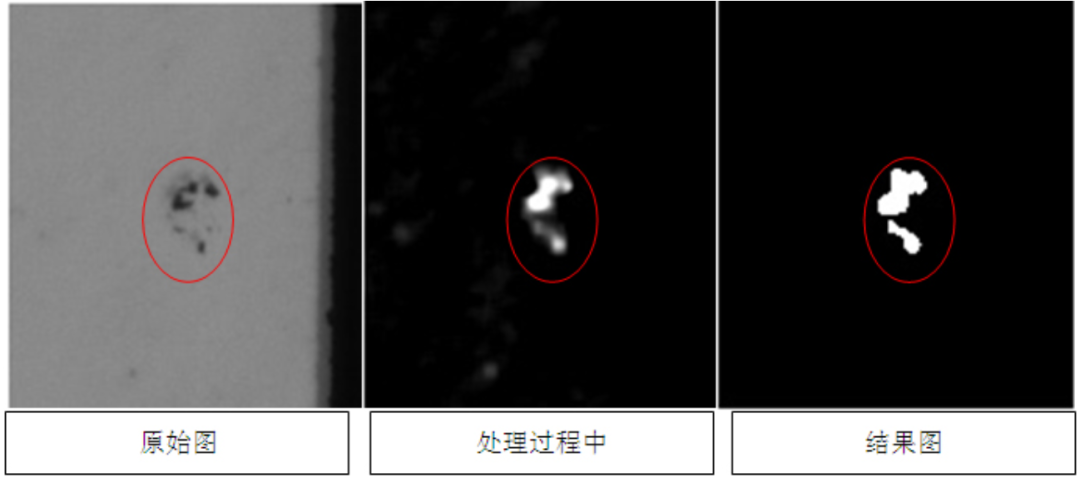
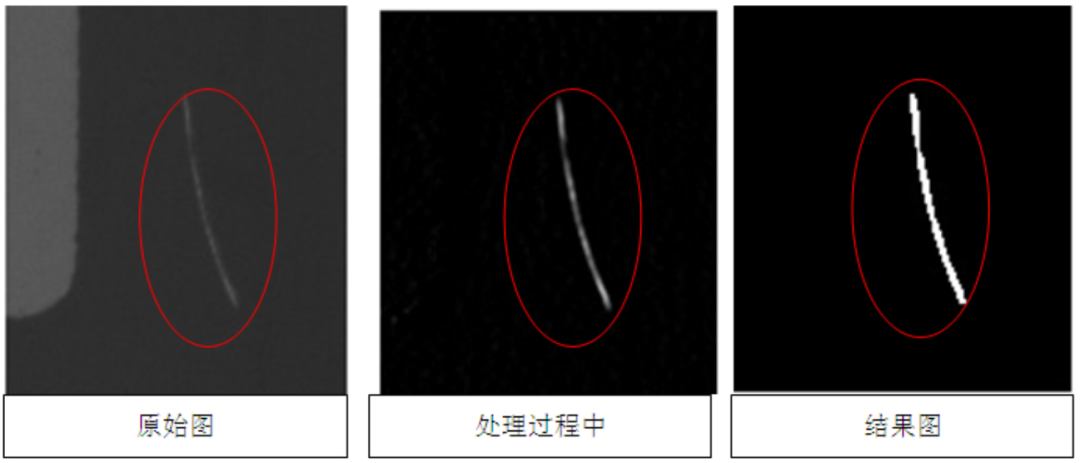
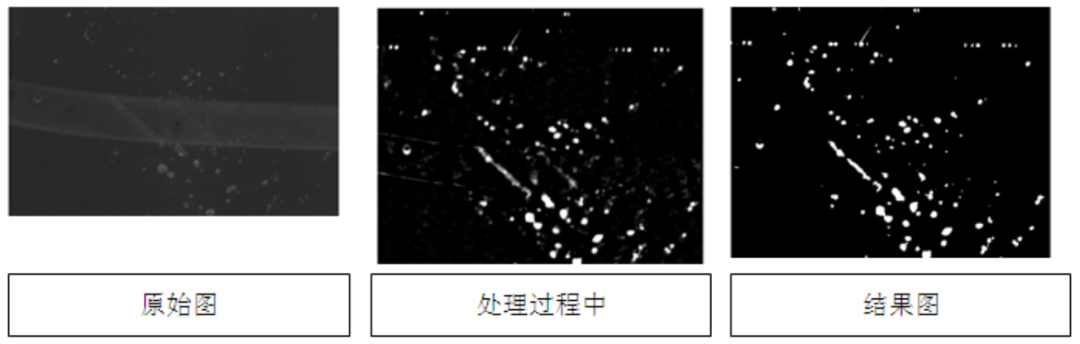
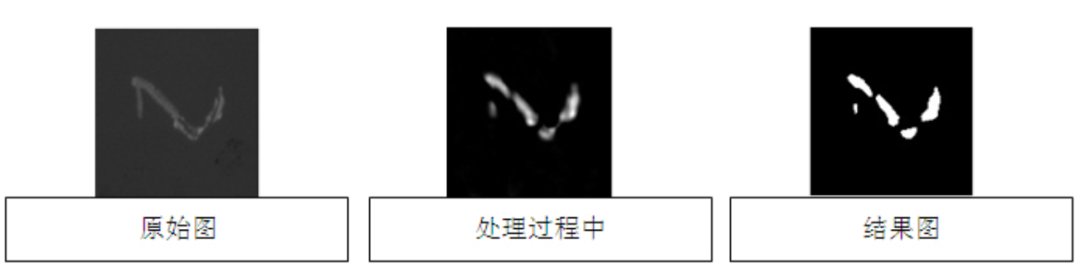
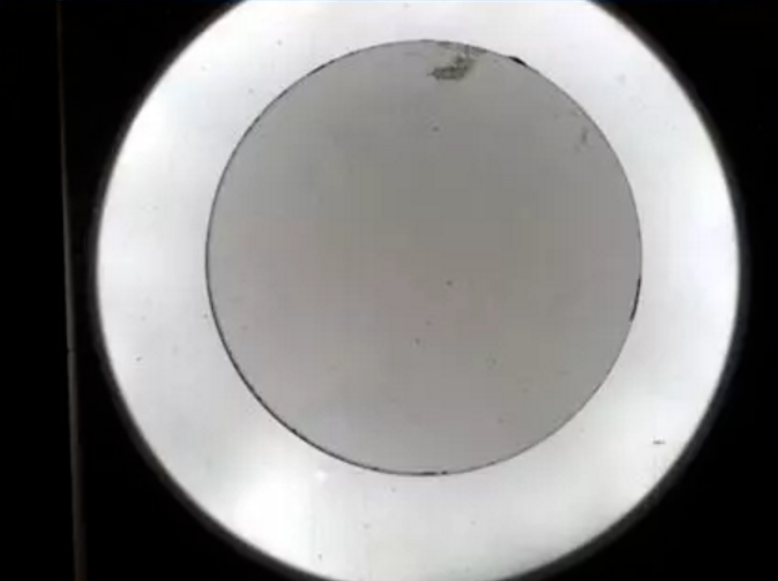
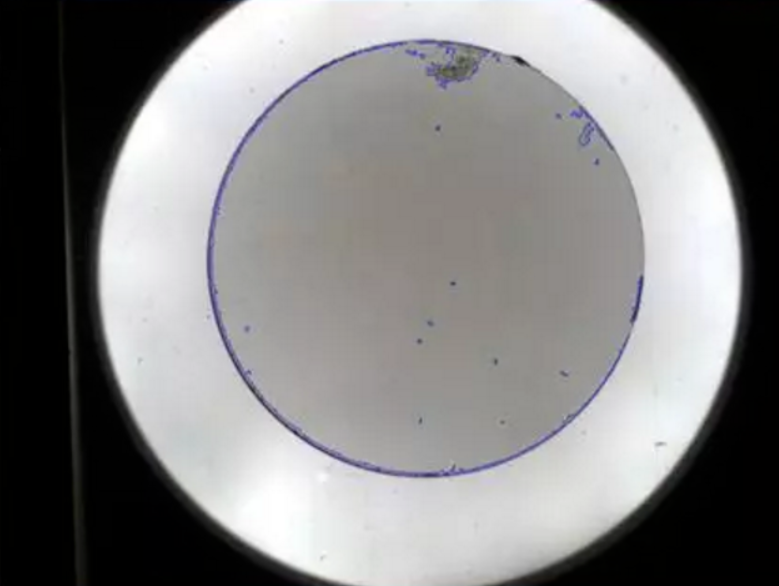
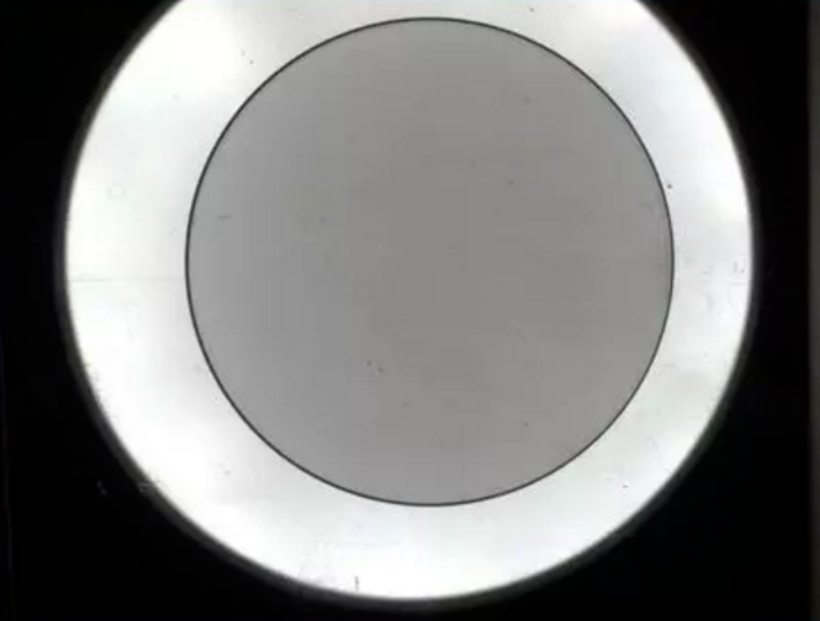
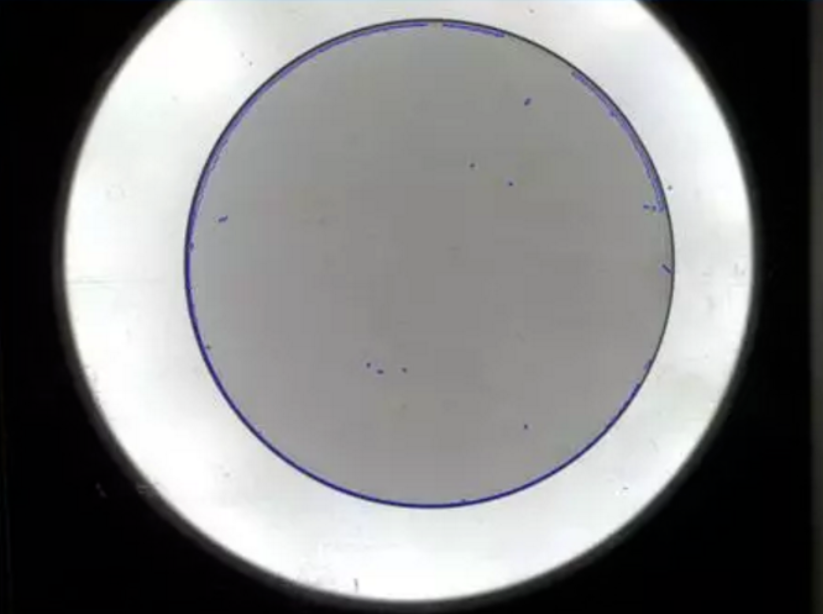
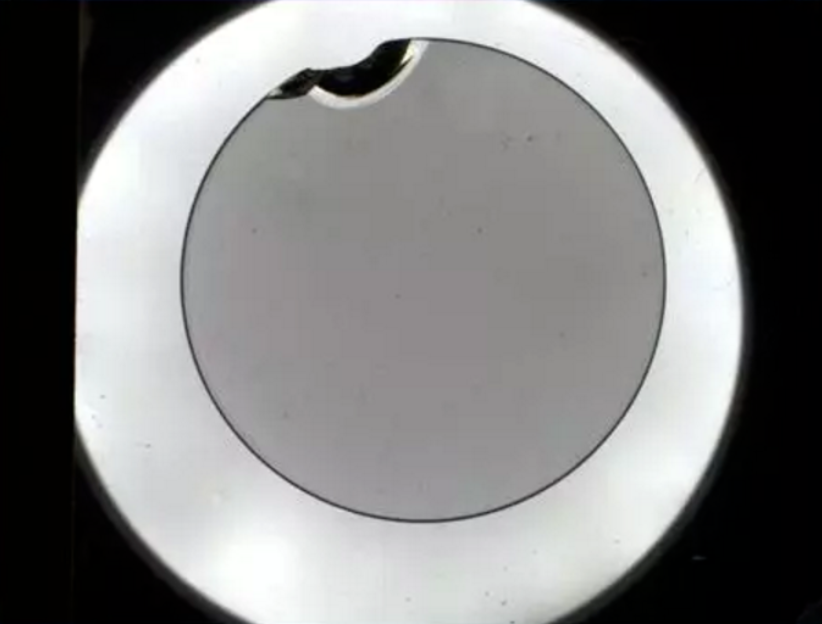
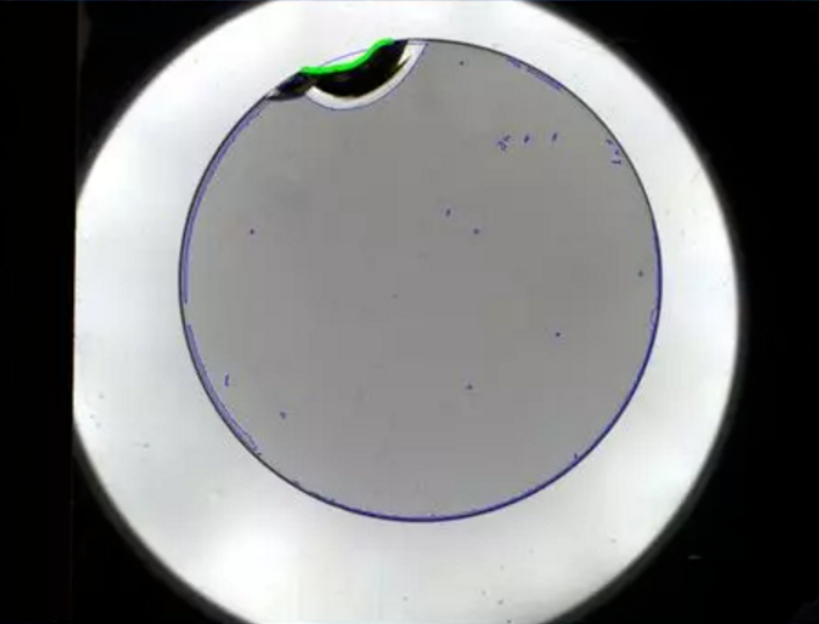
玻璃在成形时,由于生产材料及生产过程原因引入的,不可避免的在玻璃表面(含内部)出现气泡和结石、黑点、斑点等缺陷。玻璃上的结石、砂粒因运输过程中振动摩擦,会出现玻璃表面划伤;随着玻璃加工设计的多样化,对玻璃的打孔、挖槽、磨边的情形越来越多,受定位、手法、机器等因素影响,会出现划痕、裂纹、缺损;受环境或操作原因,也会出现油污、水渍及其它脏污等污渍。常见的缺陷包括气泡、结石、凹凸、划伤和色斑等。开口泡和结石等缺陷会导致玻璃或组件存在爆片风险,所以这些缺陷的检出尤其重要。传统的玻璃检测方法是依靠人眼来判断玻璃表面各种问题,存在很大的局限性:2.人眼无法连续、稳定完成高强度重复性检测工作,会产生疲劳,速度慢、效率低;3.主观判断受心情、思维、光照等影响,具有很大的不稳定性和非标准性。目前玻璃的尺寸向着超薄和大尺寸的方向发展,这样就要求生产速度随之提升,给人工检测也带来了很大的困难,此外开口泡和结石此类缺陷尺寸在小于0.5mm时,人工往往很难发现。人眼检测已无法满足现代企业高速、精确、实时的品检要求,而人工成本不断上涨给企业经营带来压力。以iPhone OEM工厂为例,生产过程中的外观检查耗费30%以上的人力,每年检查人力成本高达48亿元人民币。然而,随着中国平均工资增长率超过10%,低成本劳动力的日子已经一去不复返。降低人力成本已成为企业最重要、最迫切需要解决的问题。为了减轻昂贵的劳动力负担,机器视觉替代人眼,采用智能图像采集和图像处理技术,检测系统利用视觉处理算法,实现缺陷精确检测,智能分类和分级,已成为一种行业趋势。基于机器视觉技术的玻璃质量检测:图像获取单元,LED红光垂直入射待检测玻璃后,若玻璃中存在缺陷,CCD相机的靶面检测到不均匀的出射光,然后图像采集卡对输出的信号进行实时采集并将数字化处理后的图像传输至计算机中,对缺陷图像进行训练和分类,最终达到玻璃智能检测的目的。玻璃表面缺陷检测系统硬件部分以计算机为控制中心,由光源、光学镜头、摄像机等硬件搭建而成。图像的采集是机器视觉检测系统首先要完成的工作,而图像的采集需要足够的光照,所以光源要提供足够的光照条件,由工业摄像机完成图像的采集工作,并将图像通过高速串行线传输给计算机,计算机中的软件结合强大的视觉库完成对图像的处理工作,判别出缺陷的形状和种类。基于机器视觉检测技术的玻璃表面缺陷检测系统软件部分主要依靠软件平台结合机器视觉库完成玻璃缺陷图像的滤波、边缘检测、特征提取以及分类的功能,软件功能及界面可根据用户要求进行定制开发,提高了玻璃表面缺陷检测系统的精度和智能化水平。以下为4点基于深度学习的玻璃表面质量检测关键技术:· 采用多通道高速频闪成像技术,1个工位实现多种打光方式。2. 如何对缺陷进行分类,可以不同标准检测影响程度不同的缺陷· 多模式融合/图像特征提取及深度学习算法,有效区分开闭口泡,开口泡,结石,凹凸类缺陷。3. 针对光伏玻璃等玻璃,怎么样才能更好的适应压延棍差异导致的压花差异针对MACBook LCD液晶屏进行污点划痕质量检测,替代原有人工检测方式。采用线阵相机将LCD屏架设在运动平台上,进行LCD屏质量检测,判断表面是否有异物\划伤、异色、凸包、凹痕、针孔、毛边、亮点等缺陷。当前有三种尺寸的透镜,分别是直径约为3.4cm的透镜,直径约为3.8cm的透镜,直径约为4.2cm的透镜,分别对这三种尺寸透镜进行检测。检测效果图中,蓝色代表污渍等有问题的区域(精度为0.39mm);绿色代表透镜缺损部分。检测效率可达3秒/个,误检率低于0.1%。检测材质也延展至:PS、ABS、PC、PMMA、PE、PO、PVC、PP、PBT、环氧树脂等。
来源:机器视觉沙龙
申明:感谢原创作者的辛勤付出。本号转载的文章均会在文中注明,若遇到版权问题请联系我们处理。

----与智者为伍 为创新赋能----
【说明】欢迎企业和个人洽谈合作,投稿发文。欢迎联系我们诚招运营合伙人 ,对新媒体感兴趣,对光电产业和行业感兴趣。非常有意者通过以下方式联我们!条件待遇面谈联系邮箱:uestcwxd@126.com
QQ:493826566