
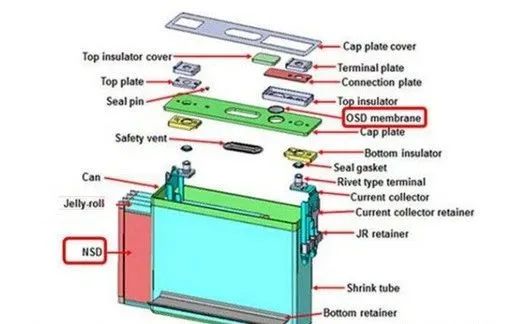
 图1. 方形铝壳锂电池结构
图1. 方形铝壳锂电池结构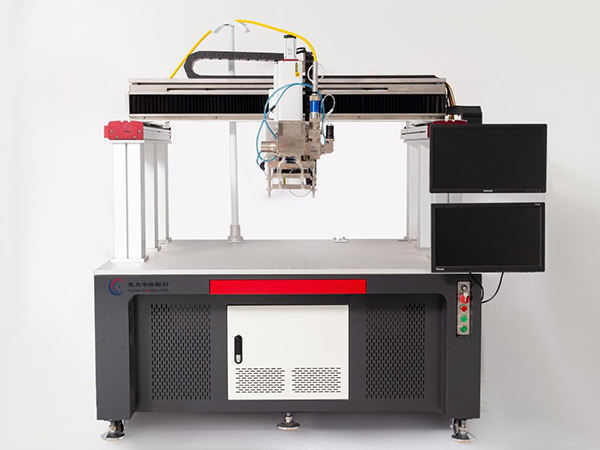 附:中谷联创龙门连续振镜激光焊接机
附:中谷联创龙门连续振镜激光焊接机
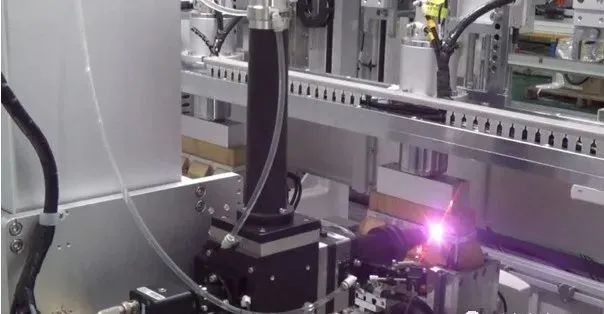 图2 采用1kw激光器焊接电芯顶盖
图2 采用1kw激光器焊接电芯顶盖 图3 顶盖低速焊接的焊缝成形
图3 顶盖低速焊接的焊缝成形
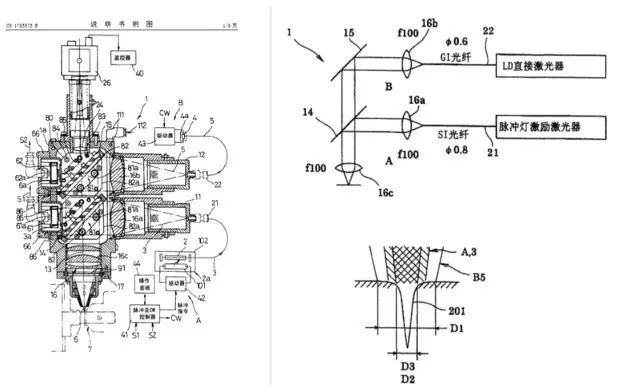 图4 多激光复合焊接技术的方案示意图及焊接头结构
图4 多激光复合焊接技术的方案示意图及焊接头结构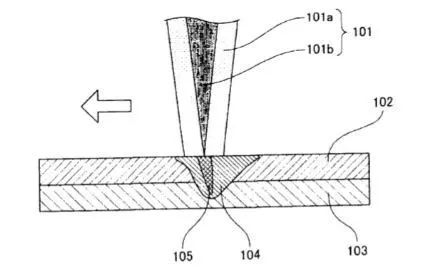 图5 复合激光焊接示意图
图5 复合激光焊接示意图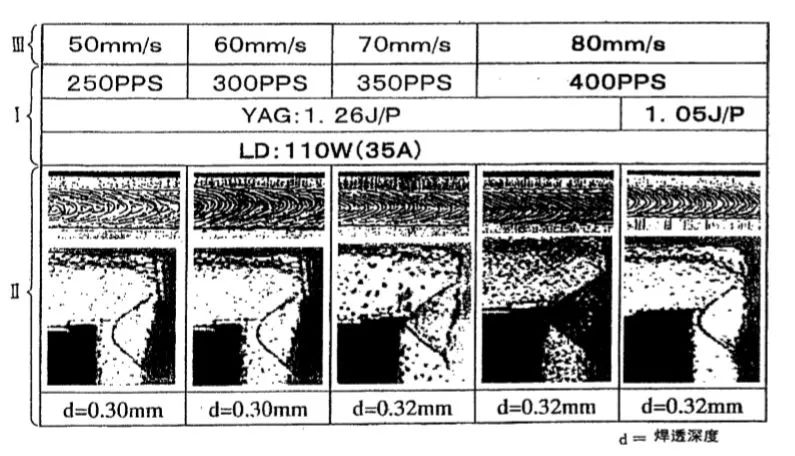 图6 不同工艺参数条件下的焊缝形貌
图6 不同工艺参数条件下的焊缝形貌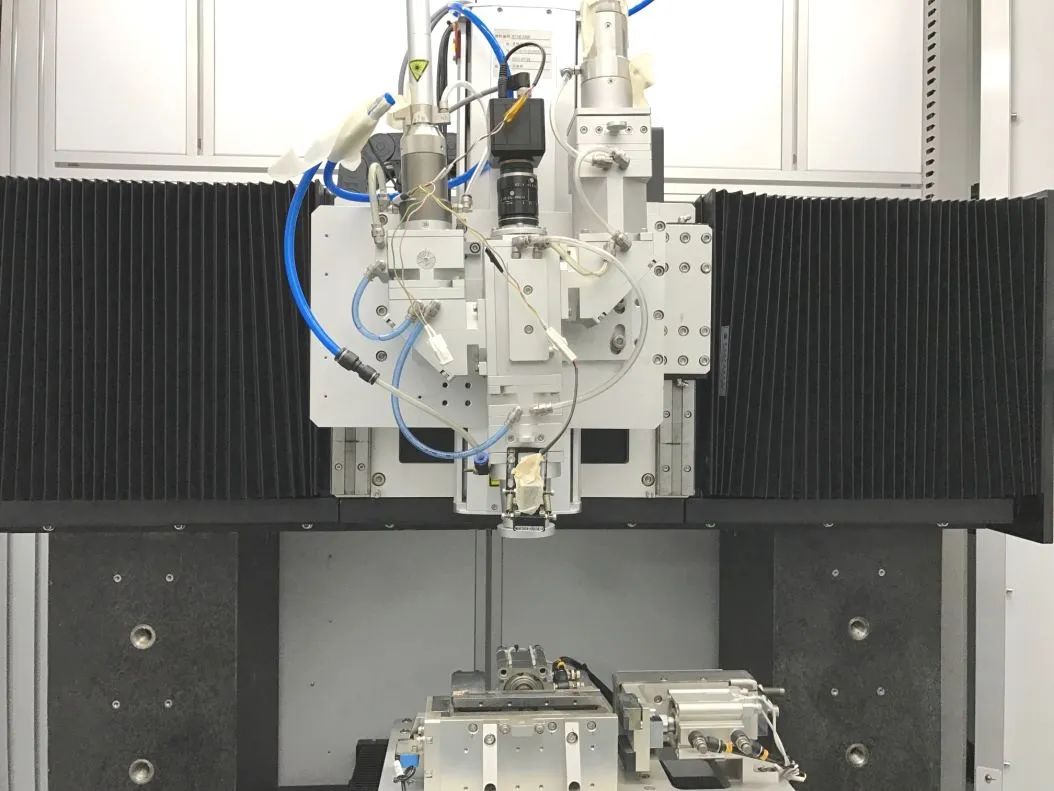 图7 复合激光焊接头
图7 复合激光焊接头 图8 复合激光焊接的顶盖焊缝外观
图8 复合激光焊接的顶盖焊缝外观 图9 IPG的wobble摆动焊接头
图9 IPG的wobble摆动焊接头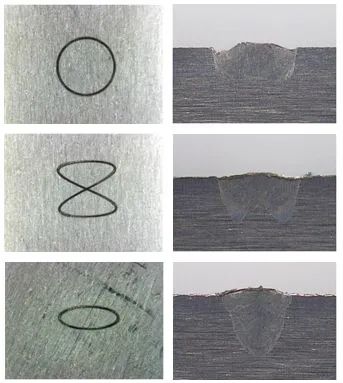 图10 不同摆动轨迹下获得的焊缝
图10 不同摆动轨迹下获得的焊缝
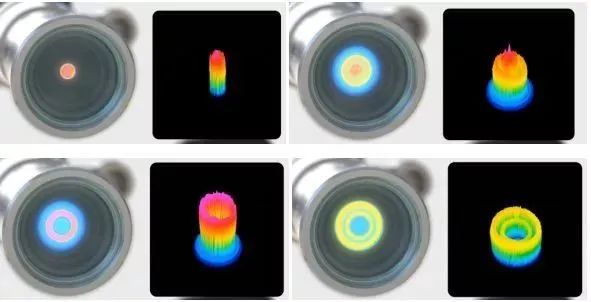 图14 可调节激光的光束(分别为:中心光,中心光+环形光、环形光,两个环形光)
图14 可调节激光的光束(分别为:中心光,中心光+环形光、环形光,两个环形光) 图16 壁厚0.4mm的电池顶盖焊外观(焊接速度300mm/s)
图16 壁厚0.4mm的电池顶盖焊外观(焊接速度300mm/s)
