

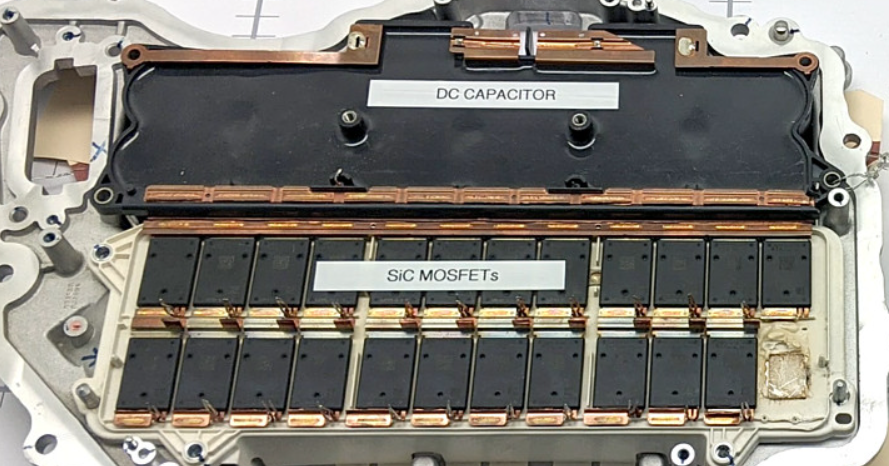
Tesla Pack


图片来源于网络
随着第三代半导体SiC的入局,对于封装和可靠性的要求,特斯拉也跟当今先进的半导体厂家合作,从而推出TPAK封装的单管,同时也可向下兼容IGBT芯片,这让其至少竞争对手提前几年获得了碳化硅大规模使用的数据。
4个TPAK SiC并联的Model 3
最早使用在TPAK的SiC芯片是由ST(意法半导体)提供的,这也使得ST借此得到了飞速发展。随着SiC这几年的发展,TPAK也有了更多的芯片供应链选择。
接下来,我们就来聊聊TPAK的那些事儿~
T-PAK封装
上个月的PCIM展上,,想必大家都看到了很多TPAK模块,外观基本都一致,内部细节可能就不太明了了。
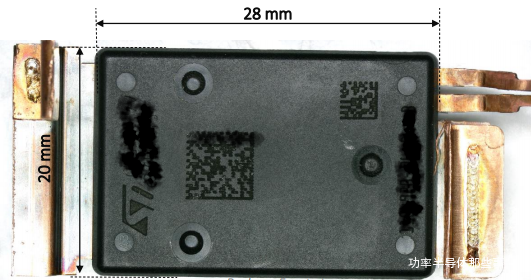
TPAK正面示意图
尺寸为20mm*28mm*4mm。可见采用的是塑封的方式,具体有没有做特殊优化就不得而知了。外部功率端子采用的激光焊接,以及内部采用Cu-Clip技术取代传统绑定线。当然里面我们也能看到绑定线,下面是TPAK的部分开盖示意图,

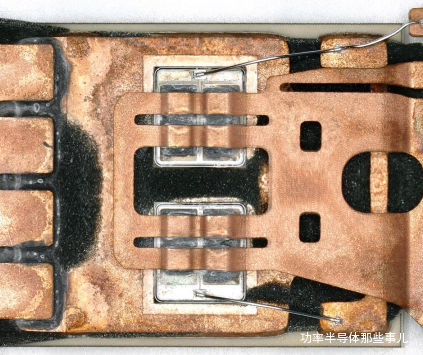
可以看到,内部两个相同的SiC芯片,源极通过铜引线框架连接到一起,它们之间采用了Sn焊料。门极通过直径200um的Al绑定线引出到门极铜框架。芯片到Si3N4的AMB基板采用银烧结技术。
目前,汽车模块功率端子的连接越来越多地采用激光焊接,同时或多或少也都会采用部分的Cu-Clip技术,所以今天针对TPAK我们就简单聊一聊这两个小话题。
01
激光焊接技术

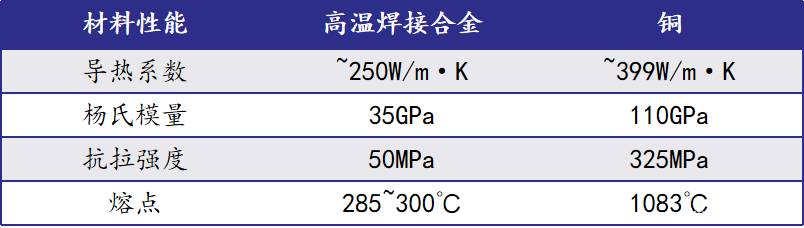
常见的模块功率端子的外部连接方式是通过螺丝,板级的通过常规焊接方式进行连接。相对于螺丝的安装方式,接触电阻和寄生电感都会较大,并且安装较为耗时。而普通焊料焊接,由于焊料的特性,导电率会随着使用的时间而降低。我们都知道铜具有更高的导电性和导热系数,有助于更高的电流密度。
下面给到了高温焊接合金和铜材料的性能对比,
铜铜之间的激光焊接技术是一种高效的粘接技术,如电池行业早已普及,铜铜连接点提供了更为牢固和可靠的连接,也逐渐成为目前汽车模块应用中的一种趋势。
例如,赛米控丹佛斯的eMPack也提供了激光焊接版本,

02
Cu-Clip技术
正如上面TPAK的开盖图,内部采用的铜引线框架。
常规的模块内部均采用的铝绑定线,由于成本相对较低,成熟度高,灵活性高而被广泛使用。随着SiC的不断发展,芯片面积相对硅基较小,所能容纳的铝绑定线数量变得有限,同时SiC的高速开关特性,对于模块的寄生参数更为敏感,这一点我们在之前的crosstalk现象中有所涉及:
SiC Crosstalk小叙
同时铝绑定线的杂散电感较高,导电率较小。而上面我们聊到了铜的特性,导热系数高,导电率高,所以有些模块也尝试使用铜线进行绑定,如DCM系列中提到的DBB技术,而铜绑定线对于芯片表面的处理要求较高,故也有采用铝包铜绑定线进行折中选择。
而铜引线框架,所谓的Clip方式,可以看到,加大了截面积和焊接面积,提供了更高的电流密度,同时间接地也为芯片提供了额外的散热路径,提高了功率模块的散热能力和功率循环的可靠性。
同时,模块内部很多都是采用的多芯片并联来满足高的电流等级,芯片之间的均流对于内部杂散电感的分布提出了比较高的要求,
相对于绑定线,铜引线框架更易于改变形状,也就是杂散电感的分布更易于设计和实现。当然,也可以采用绑定线和Cu-Clip组合的方式,适合的才是最好的。
小结
特斯拉的TPAK可以说是结合了很多“新颖”的技术,同时引领了多单管并联的解决方案,也以大量的车辆销售来佐证了这种方式的可行性。作为第一个吃螃蟹的特斯拉很多技术值得学习和讨论,也引领着国产化的争相逐鹿。
这几天从赛米控丹佛斯的DCM系列,到英飞凌的HPD系列,再到特斯拉的TPAK系列,聊到了各种散热方式(SP3D,Pin-fin-可以有各种形状),各种绑定(DBB,Cu-Clip)以及激光焊接等等。当然这只是市面上比较常见的几种车规模块,还有其他很多不常见,但上过车的车规模块,这个我们后面可以娓娓道来。
新能源汽车的飞速发展,使得车规模块得以百家争鸣,相对工业而言,车规的大气使得更多的技术得以发展和应用,这是值得我们不断品尝,学无止境的地方!
期待更多的发展,更多的讨论,更多的丰富精彩!
今天的内容希望你们能够喜欢!
关于Tesla及TPAK相关图片来源网上,如有侵权请联系删除。
