



第一作者:Weiyin Chen,Jinhang Chen
通讯作者:James M. Tour,Boris I. Yakobson
通讯单位:美国莱斯大学
废旧锂离子电池(LIBs)的日益增长以及金属日益稀缺,引发了人们对有效回收策略的迫切呼吁。目前回收废旧LIB中所含的金属的策略包括火法冶金,湿法冶金,生物冶金和电化学提取。火法冶金需要高能耗的高温炉直接高温冶炼,以减少过渡金属氧化态。虽然过渡金属的回收率可以达到~100%,但需要额外的活化步骤才能从炉渣中回收锂。湿法冶金方法通过优化浸出过程(包括酸浓度、添加剂、浸出温度和时间)来提供高产量。然而,为了实现>95%的高回收率,需要大量高浓度的无机酸和长时间的浸出步骤,这会产生难以处理的二次废物。生物冶金方法包括使用微生物及其代谢产物浸出金属,这个方法经济且环境友好。然而,几天甚至几周的漫长处理过程会阻碍生物冶金方法的大规模应用。电化学萃取使用锂选择性膜从预处理的正极材料中富集锂。因此,可以实现所有电池金属的高萃取性,保持较低的环境影响的快速高效回收方法是目前迫切需要的。
在此,美国莱斯大学James M. Tour教授和Boris I. Yakobson教授使用脉冲直流闪速焦耳加热(FJH)策略,在几秒钟内将黑色物质(正极和负极的组合)加热到>2100 K,使得后续浸出动力学增加约1000倍。无论其化学性质如何,即使使用像0.01 M HCl这样的稀释酸,所有电池金属的回收率都很高。超快高温实现了钝化的固体电解质界面的热分解和难以溶解的金属化合物的价态还原,同时减轻了挥发性金属的扩散损失。与现有回收方法相比,FJH显著减小了报废LIB处理的环境影响,同时将其转变为一种具有经济效益的工艺。相关研究成果以“Battery metal recycling by flash Joule heating”为题发表在Science. Advances上。
【核心内容】
1. 黑色物质中的酸萃取电池金属
本研究使用了七种类型的黑色物质,命名为BM-1到BM-7(表1)。黑色物质中电池金属(锂、钴、镍、锰和铁)的总含量通过王水分析方法定量。对于BM-1,锂和过渡金属的量分别为36.1和409.5g kg−1,远高于自然资源中的金属含量,强调黑色物质是电池金属供应的首要来源。酸浸出电池金属通过1.0 M HCl提取。对于所有黑色物质类型都观察到类似的pH依赖性浸出率。BM-1的回收率(Y0)最低~34.2%(图 1A);因此,除非另有说明,否则BM-1是我们后续应用FJH的测试用例。通过将酸浓度从0.01 M改变到12.0 M,观察到锂和过渡金属的pH和Y0之间的强相关性(图1B)。随着酸浓度的增加,Y0呈快速倾斜,只有当浓度≥6.0M时,锂和过渡金属的Y0值才会超过90%(图1B)。
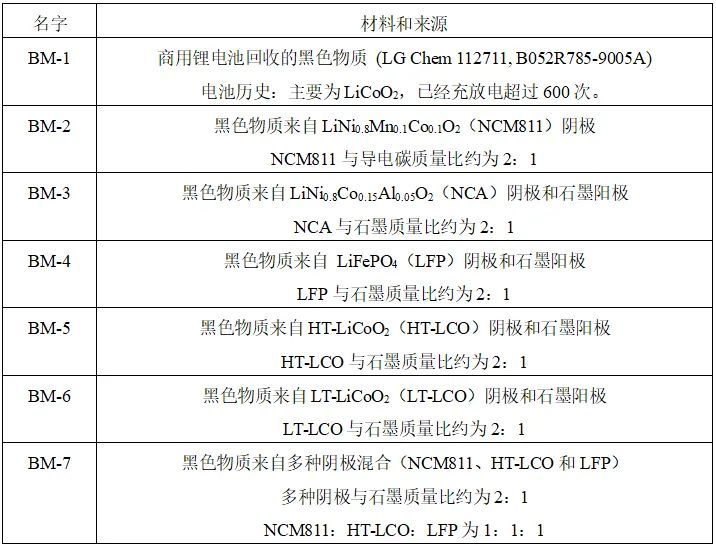
表1. 本项工作中使用到的黑色物质类别
为了解决酸浸过程的动力学和热力学限制,必须去除SEI并还原电池金属。800-K煅烧法可以有效地去除热力学不稳定的钝化SEI层和其他杂质,并通过2000-K还原过渡金属氧化物进一步扩展。石墨和导电碳等碳质组分可以将还原温度降低到~1800 K(图1G)。然而,在此温度下,一些具有高蒸气压的电池金属(锂和锰),会在长时间的煅烧过程中产生扩散损失(图1H)。因此,这里提出了一种快速和高温处理来解决这个问题。
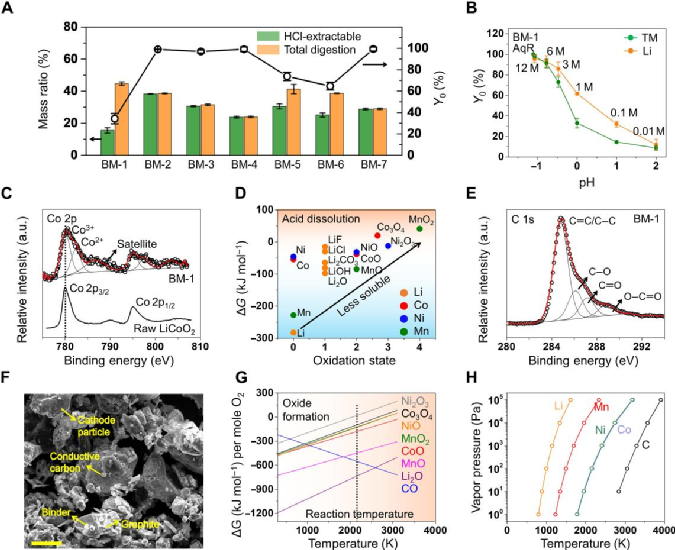
图1. 黑色物质通过酸浸萃取电池金属。
2. 通过FJH活化提高黑色物质中电池金属的回收率
在FJH活化过程中,未经热处理的原始黑色物质直接用作反应物,无需进一步处理。将粉末状样品装入两个石墨电极之间的石英管内后,样品的电阻由电极上的压缩控制(图2B)。连接电容器组向反应物提供电热能。与混合物中的石墨和导电碳相比,阴极颗粒和SEI层具有更高的电阻,并如焦耳定律所预期的发生更大的功率耗散。这些局部热点允许有效的焦耳热,并触发热转化以活化黑色物质,从而提高浸出率(图2B, C)。对于FJH活化过程,放电电压为80 V、持续时间为0.11 s、电阻为1.5 Ω,峰值电流达到~104 A(图2D)。使用高温红外测温仪记录实时温度,显示FJH活化过程中的最高温度>2100 K。加热和冷却速度超快,分别为~5.3 × 104K s−1和 ~1.1 × 104 K s−1(图 2E)。
由于FJH持续时间较短在~0.11s,比能量密度较高在约840 J g−1,因此比输入功率达到7.6 kW g−1,驱动了快速高温的活化过程。该产品称为FJH活化的黑色物质,即使在环境条件下直接储存也相对稳定。三个FJH活化的黑色物质样品的平均质量在空气中放置2周后增加~3.2%,可归因于Co3O4的吸水性以及空气中Co轻微氧化为CoO。FJH活化的黑色物质具有良好的稳定性,是在不使用惰性气氛的情况下保持消解性能的关键因素,从而带来有利的操作成本和更低的环境影响。当电压从 40 V 增加到 80 V 时,锂和过渡金属的浸出率增加(图 2F)。电压的进一步增加会导致金属的损失,并使FJH活化的黑色物质中的Y降低。在80 V闪速电压下将持续时间从65 ms增加到110 ms时,也可以观察到类似的改善(图2G)。
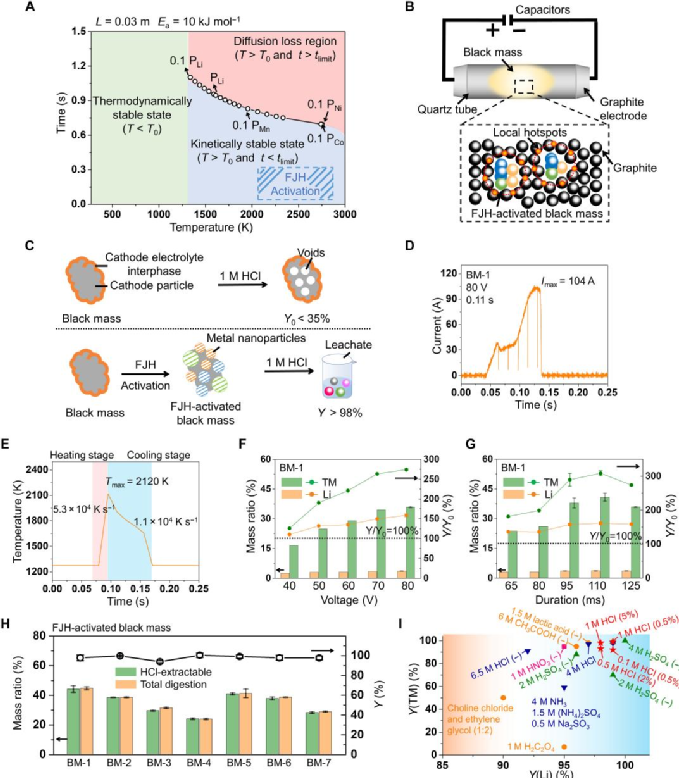
图2. 通过FJH活化提高了不同黑色物质中电池金属的回收率。
3. FJH活化改善电池金属萃取性机理
研究了FJH活化的黑色物质的酸浸动力学,并将其与黑色物质的酸浸动力学进行了比较。FJH 活化黑色物质的Y以比黑色物质的Y0更快的速率增加。此外,即使在~25小时后,使用1.0 M HCl时,锂和过渡金属的Y0值分别仅为~76%和~44%(图3A),而对于FJH活化的黑色物质,电池金属几乎完全溶解。讨论并绘制了锂和过渡金属的酸浸出速率与反应进度之间的关系(图3 B, C)。平均而言,锂和过渡金属对FJH活化黑色物质的酸浸出速率分别比黑色物质快~100倍和~1000倍。由于大多数过渡金属是BM-1的钴离子,因此渗滤液中钴离子的分布由紫外可见(UV-vis)吸光光谱确定,这表明过渡金属浸出效率的提高主要归因于浸出液中Co2+的增加(图3D),表明过渡金属的有效碳热还原。
FJH活化还将黑色物质的表面积从~3.3增加到~7.1 m2 g−1,对应增加~115%(图 3E)。从孔径分布可以观察到纳米孔的浓度增加了约250%。丰富的表面积和纳米孔允许黑色物质与酸溶液直接接触,提高固液反应的浸出效率。FJH活化的黑色物质包括金属(0),金属氧化物和盐(图3F),它们是SEI和阴极颗粒的分解产物。钴的元素分析也表明,Co2+/Co3+比率显著增加,即使在表面Co2+也是FJH活化黑色物质的主要物种,验证了FJH活化过程中具有高氧化态的钴物种的碳热还原。
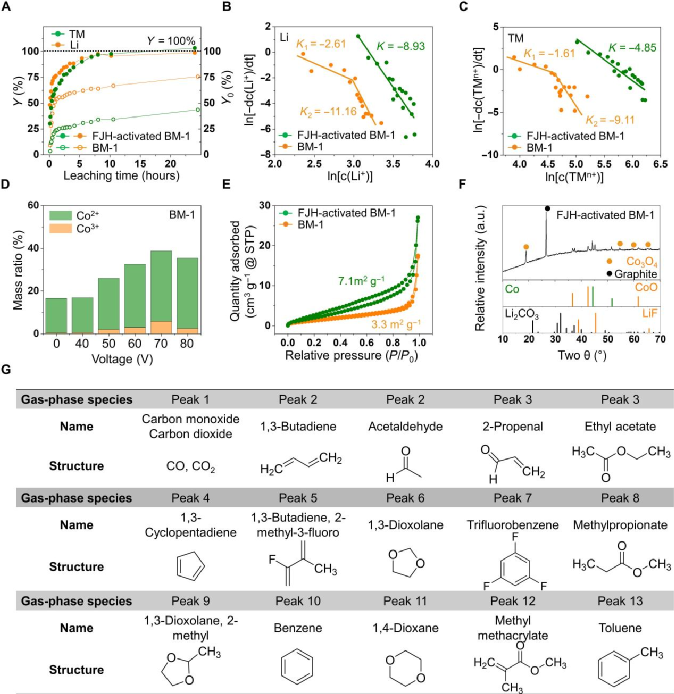
图3. FJH活化提高电池金属可萃取性的机理。
第一性原理计算显示了LiCoO2和Co3O4+O2之间相偏析的能量偏好ΔE。与观察到相当程度脱锂的老化阴极相比,在具有几乎随机成分的阴极中观察到相对低的ΔE。这一结果表明,在严重降解的阴极颗粒的FJH活化过程中,热分解的有效性增加。FJH活化的黑色物质的微米级和纳米级形态如图4A和B所示。这些初级粒径范围为10至50nm的晶体材料与碳材料接触,这有助于浸出过程中的电化学蚀刻,增强溶解动力学。部分石墨化的碳壳允许金属离子的渗透性,这对浸出过程也至关重要。在~2500 K的高退火温度下的模拟表明,无定形碳结构的密度为0.9 g cm−3 (图 4C)。第一性原理计算显示,由于锂与未配位碳原子的结合增加,非晶碳壳中各种结构元素对锂离子扩散有显著影响。退火消除了未钝化的石墨边缘和点缺陷,从而提高了表面的锂离子渗透性(参见样品轨迹,图4C)和酸浸动力学。此外,这些纳米颗粒堆叠在一起形成尺寸2μm的二次颗粒。这些二次颗粒进一步聚集形成~30μm的较大微粒(图4D)。FJH活化的黑色物质的元素映射证实,由于氧的分散分布,二次粒子(图4D)和初级粒子(图4E)由还原的过渡金属组成。松散形成的分层结构允许酸在浸出过程中渗透,并加速固液反应。综上所述,浸出率的提高归因于过渡金属还原、钝化层分解、层次结构变化引起的表面积增加。
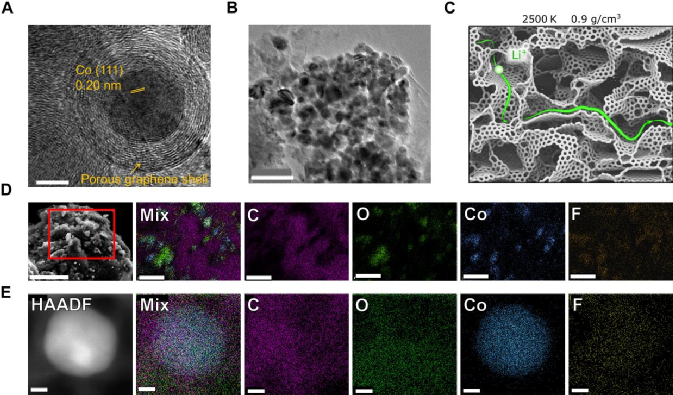
图4. FJH活化的黑色质量的微尺度表征。
4. FJH活化回收过程的经济和环境分析
与湿法冶金方法相比,LCA(图5 D, H)反映了FJH活化回收方法将浓缩HCl的消耗量减少了~87%,水消耗减少了~26%,能源消耗减少了~15%,温室气体排放量减少了~23%。因此,处理1千克报废电池以生产~0.35千克正极材料的预测成本比湿法冶金方法低~49%。将FJH活化回收方法与火法冶金法进行比较时,展示出更大的改进。与火法冶金方法相比,FJH活化回收方法减少了~59%的浓缩HCl的使用量,减少了~52%的用水量,减少了~26%的能源消耗,减少了~38%的温室气体排放量,反映了对环境影响的减弱,并使预测成本降低了~28%(图5D, H)。
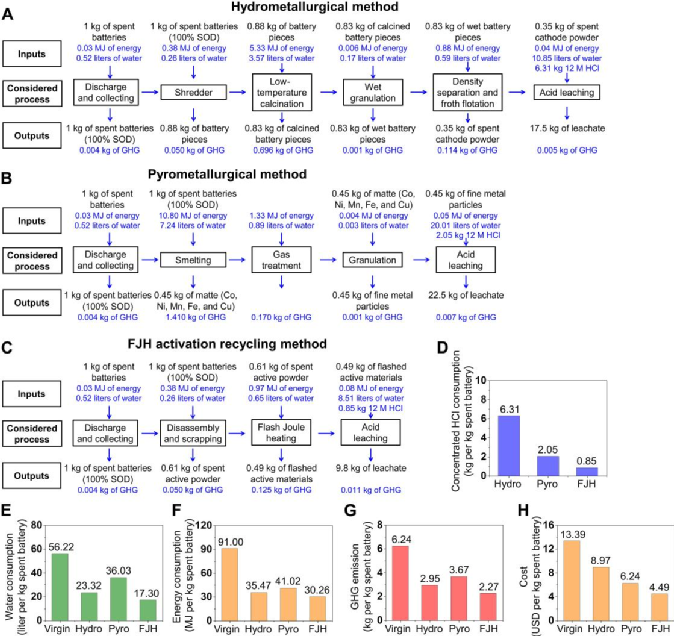
图5. FJH活化回收过程的经济和环境分析。
【文献信息】
Weiyin Chen†, Jinhang Chen†, Ksenia V. Bets et al, Battery metal recycling by flash Joule heating, 2023, Science. Advances, https://www.science.org/doi/full/10.1126/sciadv.adh5131
https://www.science.org/doi/10.1126/sciadv.adh5131
