2023年5月28日,我国具有完全自主知识产权的国产大飞机C919执飞的首个商业航班MU9191,从上海虹桥国际机场顺利起飞,到达北京首都国际机场。
民机市场“A+B”垄断格局迎来关键破局者,也标志着我国航空能力的成功突围及其背后万亿供应链的崛起。本文梳理了大飞机领域的行业信息及投资策略。
大飞机行业的历史
新中国建立以来,我国航空工业经历了从无到有、从小到大的发展过程,而国产民机的发展也可分为以下三个阶段:
· 运十艰辛探索:运十飞机项目于1970年启动研制;经过十年探索,于1980年首飞;遗憾的是,由于种种原因,运十飞机项目于1985年终止;
· 用市场换技术:1985年起,我国与美国麦道公司合作生产MD82/90飞机;1996年开始,与空客公司合作研制AE100飞机,但都无果而终;
· 大飞机再起航:中国商飞公司于2008年成立,标志着中国大型客机研制项目正式启动。中国商飞是实施国家大型飞机重大专项中大型客机项目的主体,也是统筹干线飞机和支线飞机发展、实现我国民用飞机产业化的重要载体。
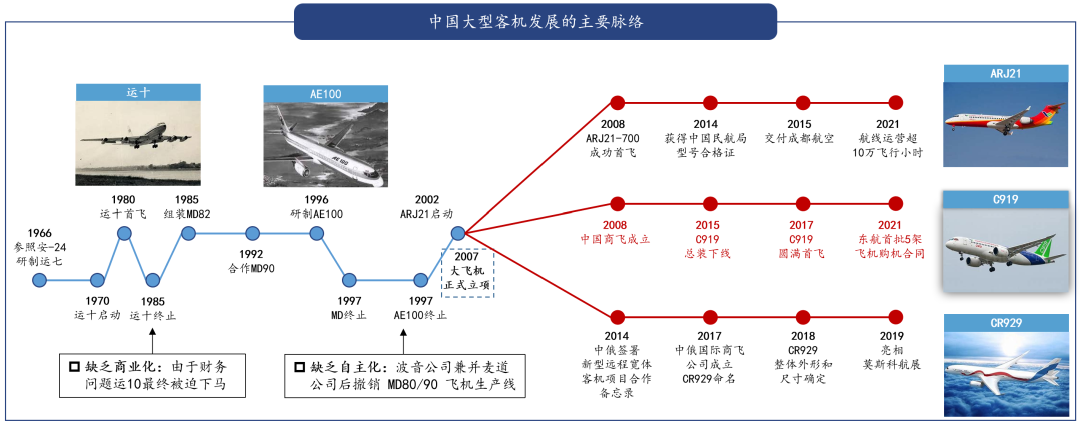
中国大型客机发展的主要脉络
C919对标空客A320和波音B737,国产化率超60%,拥有价格优势
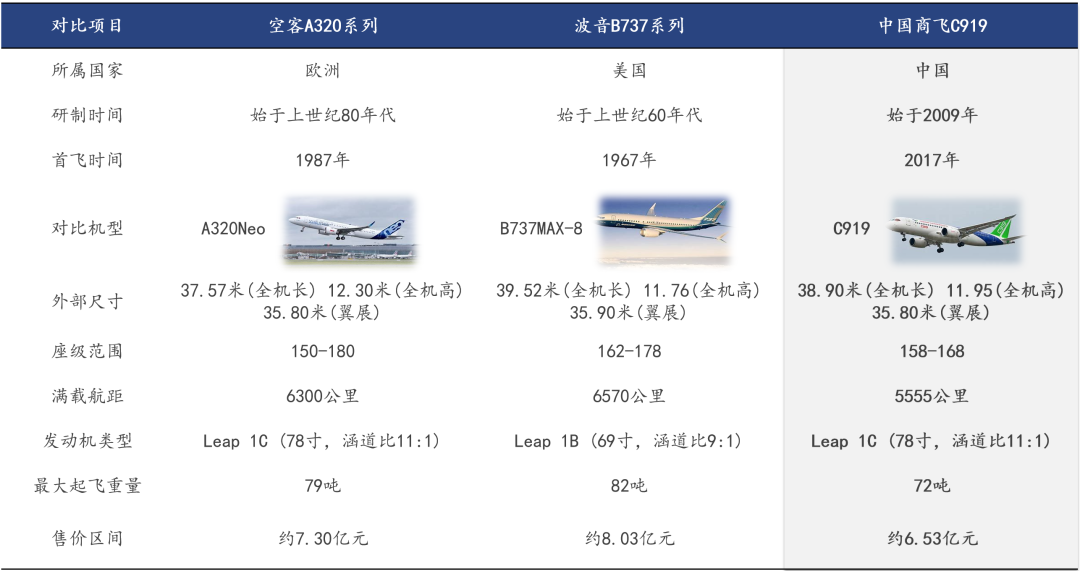 对标空客A320和波音B737
对标空客A320和波音B737
意义:C919项目构建了纵向一体化的产业布局,试图在双寡头领导的价值链之外,重构一条以我国为主的新价值链。该价值链以中国商飞为研发设计、整机制造、营销和售后的一体化中心,辐射到国内各飞机制造单位,并吸收国外关键部件制造业的领先企业为供应商,旨在占领价值链的战略环节,摆脱对双寡头的市场依赖关系,夺取价值链治理权。
“A+B”市场格局已经形成,中国商飞或成破局者
以2021年全球飞机市场交付情况来看,空客(Airbus)与波音(Boeing)依靠系列化产品占据所有细分市场,累计占据超90%的市场份额,拥有绝对优势。超过150座次的大飞机市场更是鲜有竞争对手。C919的出现使得商飞成为大飞机领域的破局者。
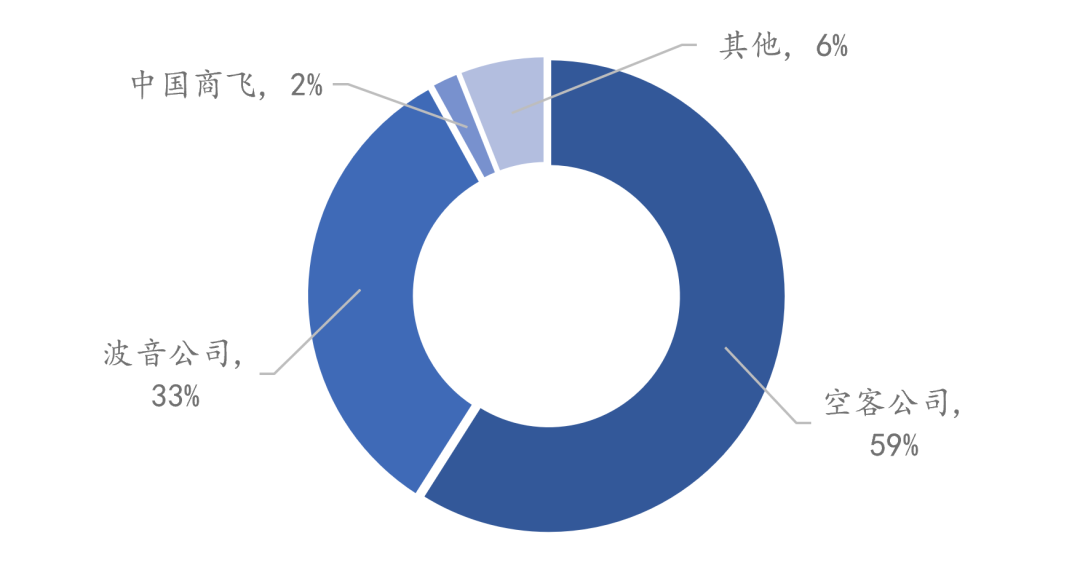
2021年全球飞机交付情况
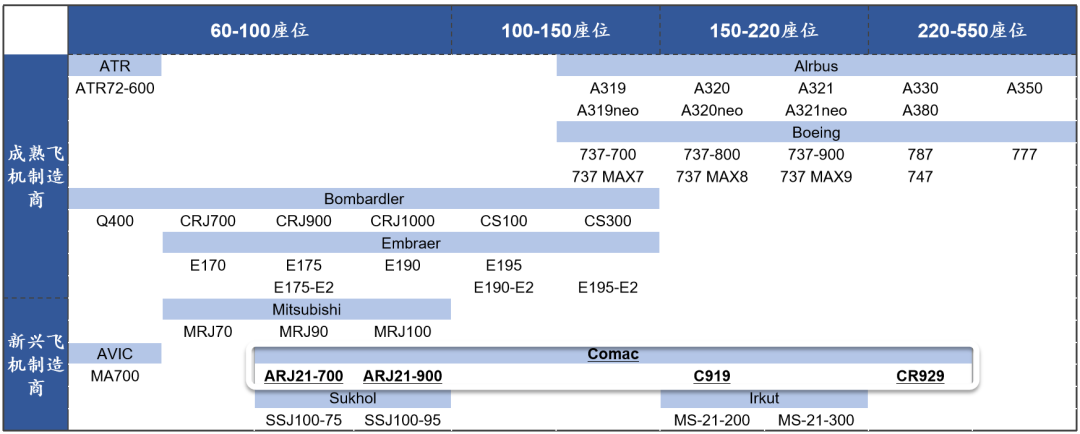
飞机制造商产品线分布
C919之前,我国主要通过引入“A+B”的产能来带动产业链的发展
空客的首条海外总装线于2008年在天津建成并投入运营,目前已完成总装超过600架A320系列飞机。2017年,空客A330的完成与交付中心也在天津交付使用,这也是空客在欧洲以外的首个宽体机完成与交付中心。波音浙江舟山737完工和交付中心于2018年建成并交付首架飞机,该中心是波音公司首个在海外设立的此类工厂,飞机首先在位于美国华盛顿州的波音737伦顿工厂进行总装,然后飞往舟山进行内饰安装、喷漆、客户试飞和交付活动。
C919截至目前已获订单逾千架
据中国商飞官网,截至2015年10月30日C919即已经获得27家用户合计785架订单(包括意向订单),用户包括国内外航空公司和租赁公司;2022年11月8日,7家租赁公司与中国商飞签订300架C919确认订单;2023年4月27,海航航空集团与中国商飞签订60架C919确认订单。将上述订单简单加总,则截至目前C919累计获得1145架订单。
整机国产化释放万亿市场
根据中国商飞预测,到2040年中国客机队规模将达到9957架,占全球比例22%,成为全球最大单一航空市场。未来20年中国将接收民航客机9084架,市场总价值超9万亿人民币。
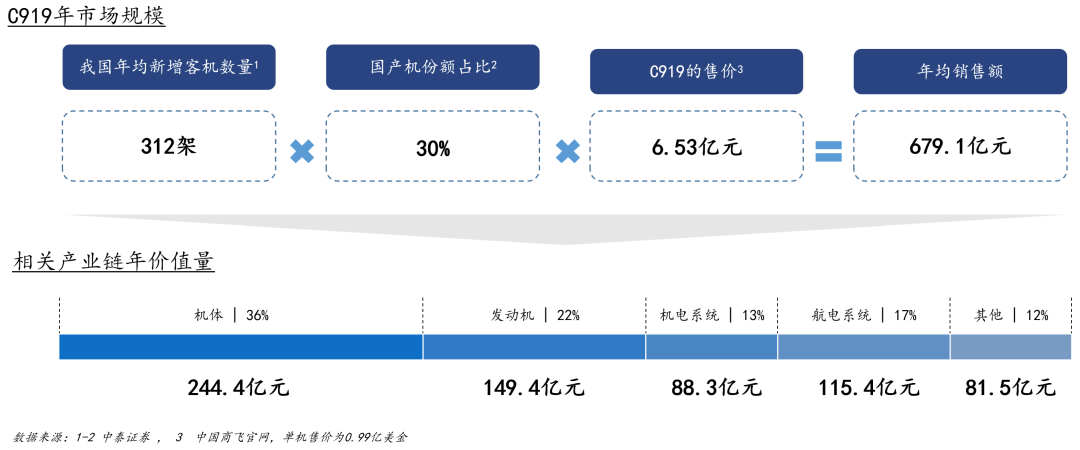
预计市场空间
① 供需关系加深,关键零部件国产化替代
C919飞机已实现主起落架关键锻件的国产化;
国内首件C919后机身“Y”型连接锻件在中国二重万航模锻研制成功;
航空工业计算所翔腾微电子研制的GPU芯片转入适航认证阶段;
中国航发商发首先启动了针对C919飞机发动机的研发,目前已完成验证机全部设计工作。
② 国内厂商参与度提高
中航高科:成功入选CR929前机身工作包唯一供应商;
北摩高科:正式进入民航飞机刹车盘后市场,开创碳碳复合材料刹车盘国产替代先河;
博云新材:与霍尼韦尔成立合资公司,为C919大飞机提供机轮和刹车系统。
③ 后续市场空间强劲
CR929项目研制进展顺利,到2045年预计交付1000架,其价值量+国产化率的提高将持续攀升。
大飞机产业链可主要分为以下环节:设计研发(基础研究、系统研发、综合设计、试验验证)、先进制造(新材料、零部件、机体制造、机载系统、总装集成)、运营维修(维修改装、持续运营、航空燃料)等。

大飞机产业链分析
设计研发
设计研发又可细分为基础研究、系统研发、综合设计和试验验证等多个环节。基础研究和关键技术攻关主要由国内高校、科研院所承担。系统研发主要以国外供应商、及其与中国企业的合资企业承担。综合设计由中国商飞公司主抓。试验验证主要以航空工业集团、航天科技集团、中国空气动力研究与发展中心下属试验类科研院所承担。
先进制造
中国商飞根据主要飞机制造商供应链布局最佳实践经验,采用主流的“主制造商-供应商”管理模式。对于国外供应商通过“合资合作”途径,带动国内技术领先的供应商进入,建立系统级产品研发、集成、生产装配和实验能力。
波音公司的研究表明,民用机销售额每增长1%,对国民经济的增长拉动为0.714%。国际经验表明,一个航空项目10年后给当地带来的效益产出比为1∶80,技术转移比为1∶16,就业带动比为1∶12。
运营维修
由飞机、发动机维修公司负责维修改装,航空公司、物流公司和民用机场为国产大飞机持续运营建立相应配套服务。能源化工企业是航空燃料主要提供方。
据2021年6月发布的《2021-2031年全球民用航空MRO市场预测》预计,2021年中国民用航空MRO的维修市场规模或比 2019年扩大8%,达到83亿美元,且到2031年,中国机队的平均机龄或将从6.4年增长到10.6年,带动维修市场规模增长133.7%,达到194亿美元。
主线一:对于增量市场,从供应链的视角关注产业链中游制造端的机会
出于国家安全考虑,航空产业链的终局必将会是高度甚至完全自主可控。C919的首飞标志着第一阶段整机设计的国产化完成,下一个阶段将是关键零部件的国产化。
C919供应链的拆分
C919大飞机由商飞领头,国内外主要供应商包括:10家机体供应商(国内9家、国外1家)、35家系统供应商(国内18家、国外17家)围绕项目需求组建了16家中外合资企业,以及大量次级供应商和材料/标准件供应商。
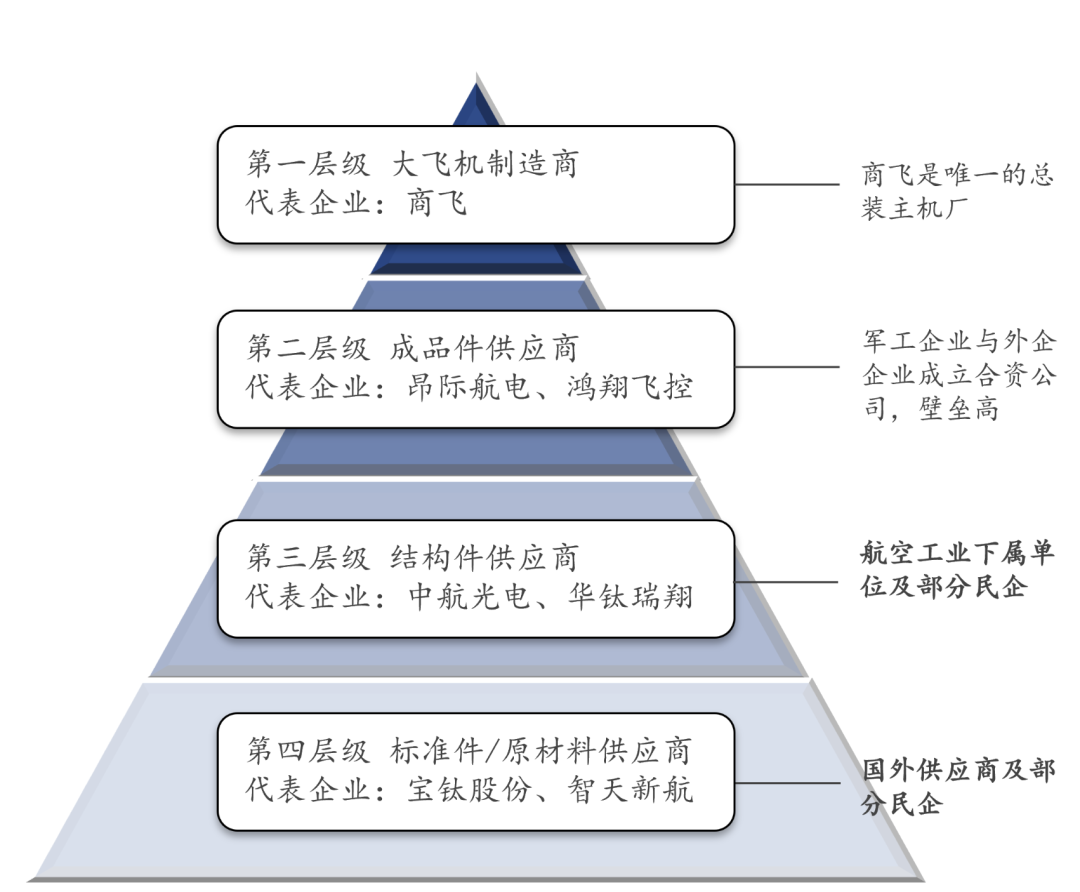
C919“主制造商—供应商”模式为核心的多层级分工体系
供应链分层,可将C919大飞机的产业链分为四个层级:
① 第一层级是大飞机制造商,商飞是国内唯一的主机厂;
② 第二层级是成品件供应商,主要负责提供发动机、机载设备等系统,行业领导者大多分布在欧美国家,目前国内市场主要由军工企业与外资企业成立合资子公司,壁垒较高,鲜有民营企业身影;
发动机:有明确规划和预期,目前仍未实现C919的装机。当前C919装配的发动机为LEAP-1C型号,采购自CFM国际。最新国产CJ1000发动机由中国商发牵头完成整机设计突破,今年3月24日,适用于C919客机的国产长江1000A发动机首次装备在运20上,开始了最后阶段的测试飞行。根据商发公司在召开的适航取证客会上公布的内容来看,长江1000A预计最快2024年装配在C919上,进行平台和动力适航取证,最快2025年完成取证、并交付飞户运营;
机载系统:与主流的机载系统供应商成立合资公司,推进技术协同和国产替代。如中航工业与GE合资成立昂际航电、中航西安飞行自动控制技术有限公司与霍尼韦尔公司合资成立西安鸿翔飞控、博云新材与霍尼韦尔合资成立霍尼韦尔博云;
③ 第三层级是结构件供应商,主要提供机身、机翼、尾翼等重要机体结构件,大多为航空工业下属单位和部分民营企业。
代表公司:
爱乐达(SZ:300696):已通过中国商飞直接供应商确认,承接ARJ21/C919机体结构件订单、赛峰起落架国际直接订单。
楚江新材(SZ:002171):国产大飞机 C919 碳刹车盘预制件唯一供应商,产品已成功应用于波音、空客等主流民用飞机和多种军用飞机的替换碳刹车盘。
安泰复材:参与了C919改进型垂直尾翼和水平尾翼“设计制造一体化”研制及批产配套工作。通过收购海外高端碳纤维复材部件企业科泰思,成为目前除中航工业外国内唯一空客波音认证的碳纤维研发制造企业。
兴航航空:大飞机蒙皮(碳纤维+增强芳纶纤维)生产商。直接向西飞、沈飞、洪都航空、中国商飞、海鹰特材等公司国产大飞机零部件厂商供货。1200吨大型蒙皮拉伸机是国家04专项支持的国产首台设备。
华钛瑞翔:向商发直接供应钛铝合金发动机叶片。能够在650℃高温下正常使用,与原有叶片相比,还能够减重50%以上,对于整个发动机来说,可以减重30至60公斤。目前已具备年产6万片航空发动机叶片及500吨钛合金结构件的生产能力。
④ 第四层级是标准件/原材料/特种工艺供应商,主要提供紧固件、管路、轴承等标准件和钛材、铝材等原材料以及柔性成型、毫秒激光打孔等特种工艺。关键原材料和标准件主要为国外供应商提供,但特种工艺市场国内已经陆续涌现出一些创业公司,大多数都是以航空级的能力起家,同时开拓民用市场。
代表公司:
中复神鹰(SH:688295):公司的T800级碳纤维已实现批产,正在与中国商飞展开合作。
光威复材(SZ:300699):碳纤维龙头企业之一,T300级碳纤维已在军用飞机上大量使用。参与C919的PCD适航认证,并获得预批准。
中航光电(SZ:002179):航空特种连接器龙头,中国商飞Ⅰ级供应商。
航天电器(SZ:002025):连接器龙头头,包含高端连接器、微特电机、高端继电器、光通信器件(光电模块)等产品。
航宇制造:利用超高压的流或者用蒙皮拉形,钛合金热拉弯等非强约束的工艺做飞机的大尺度或者复杂结构的柔性成形。已通过AS9100D航空航天质量体系。
乘风航空:航空发动机热端关键部件加工,如电火花打孔、真空钎焊、变径式毫秒激光打孔等,直接向商发供应。
中科微精:系列化飞秒激光极端制造高端装备,解决了我国航空发动机叶片气膜孔加工技术难题,已经运用在C919大飞机国产航空发动机研制上。
重点关注:飞机的轻量化需求带来的材料革新
根据《航空航天材料发展现状及前景》,小型民机的结构重量每减1磅所获得的直接经济效益为50万美元/磅,而对战斗机来说,这个数值是400万美元/磅,商用运输机为800万美元/磅。
为降低重量、提高性能,通常采用减小飞行器部件尺寸的办法,但该方法会导致零件刚度降低和疲劳寿命减少。当前最有效的减重方法是发展低密度材料。这是复合材料和钛合金占比提升的最主要原因。
下表中按照时间顺序统计了国外主流民用飞机的各类材料占比,可以发现:复合材料和钛合金材料占比在不断提升。
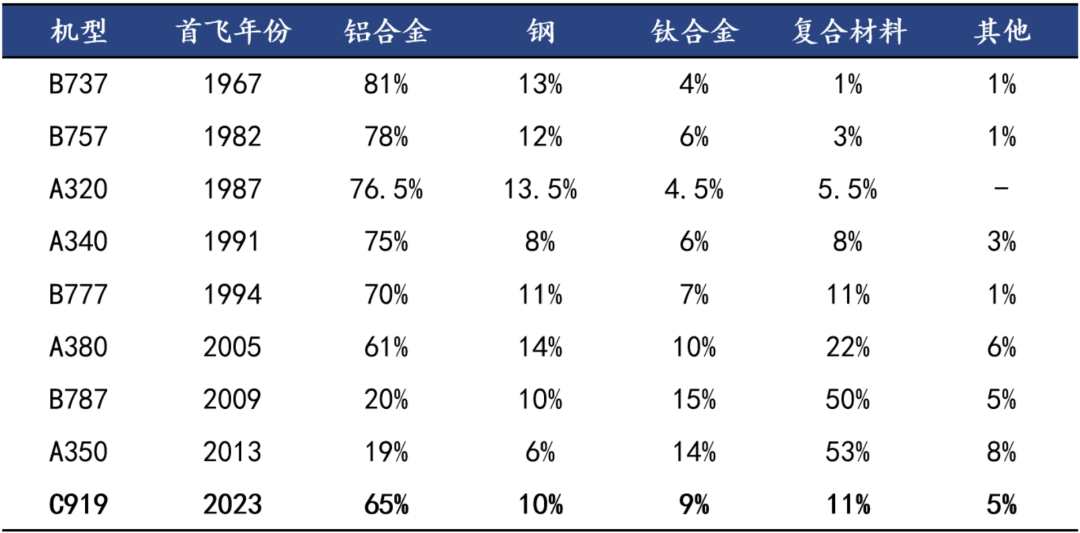
国外部分民用飞机各类结构材料占比
复合材料:飞机轻量化必备,渗透率和产品力仍有很大的提升空间
从1967年B737复合材料含量的1%到2013年A350复合材料含量的53%,对比C919才刚到11%的复合材料占比,可提升空间巨大。
以碳纤维为首的复合材料可以提供高强度、高模量的力学性能;除此之外,碳纤维复合材料是典型的低密度材料,可以帮助机体实现轻量化,是降低造价成本的关键因素。国内技术停留在T300/T700,与国际领先水平T1000仍有较大差距。
钛合金:衡量飞机先进性能的重要指标
从1967年B737钛合金含量4%到2013年A350钛合金含量的14%,毫无疑问,钛合金的比重提高是大飞机的技术趋势之一,而C919的钛合金占比仅9%,仍有提升空间。
在关键部位替代钢或高温合金。钢太重,高温合金太贵,而且钛合金更耐腐蚀,同时也能耐受 600 度以下的高温,所以在非发动机最高温舱室的部分,钛合金的应用领域广泛。
主线二:对于存量市场,重点关注产业链下游运维端的主动性维护
截至2022年底,民航全行业运输飞机期末在册架数4165架。如果算上军用飞机,我国存量市场的飞机数量将更为庞大。
面向全生命周期,国产飞机在服役阶段的表现一直令人堪忧。整体绩效水平较低,长期以巨额的维保开支维持较低的使用性能水平,致使装备使用方不堪重负,制造厂家间严重内卷。据行业调查及专家访谈,飞机使用与维修成本是国际先进水平的2至6倍,而其使用可靠性、可用性等总体使用性能指标则是国际先进水平的60%至80%,差距十分明显。
图片
政策引领加速航空产业的后链路维护进程:近些年来,受政治与经济环境影响,面向巨大的装备存量市场,以军民用飞机为代表的装备制造行业切实贯彻国家战略发展规划要求,全面启动了装备在使用与维修技术领域的体系化改革,如军用飞机维修策略整改与模式改革、民用飞机运行支持体系建设等。
行业玩家主要分为PHM(故障预测与健康管理)和MRO(维护、维修和运营)两大类,具体功能和相应企业如下:
① PHM软件系统供应商
包括国信会视、杰之能、航数智能等;
受限于PHM应用对数据质量、算法模型、机理模型的高度依赖性,基于当前航空产业数据现状,国内PHM水平普遍较低,健康管理基本未掌握工程可用的模型,成功案例极少,PHM发展尚处于早期验证阶段,客户端ROI低。
② MRO软件系统供应商
包括运达、国信会视等;
主要提供运维数字化能力,解决流程无纸化问题,普遍基于客户维修生产管理体系向客户交付定制化开发软件。
③ 海外玩家
海外在故障预测和健康管理方面已经进行了大量的研究和运用,各领域均有较为成熟的代表性厂商及方案,如:BOEING ANALYTX、ALSTOM、SIEMENS、PREDIX等,包含全链路的绩效管理、生产管理、决策支持和运维规划等;
长期以来,国内航空公司都强依赖于从海外采购运维软件。
在整机设计国产化,核心零部件加快自主可控的前提下,航空领域的后链路运维市场也会更加积极地拥抱国内厂商。贯穿全生命周期、体系化的解决方案是行业破局的关键。