点击左上角“锂电联盟会长”,即可关注!

商业化的锂离子电池在使用或储存过程中由于电池内部一系列复杂的化学和物理机制相互作用,常出现某些失效现象,包括容量衰减、内阻增大、倍率性能降低、产气、漏液、短路、变形、热失控、析锂等,严重降低了锂离子电池的使用性能、一致性、可靠性、安全性。
石墨类负极材料失效主要发生于石墨的表面,产生于石墨表面与电解液发生电化学反应,生成固态电解质界面相(SEI)的过程中。本文主要针对磷酸铁锂电池负极表面产生的一种黑斑现象进行成因分析。
1 负极黑斑现象
使用LFP正极及石墨负极按照常规的制造工艺首次充放电后发现电池容量低于正常水平的0.1%~0.5%,电池厚度增加1.85%(图1)。
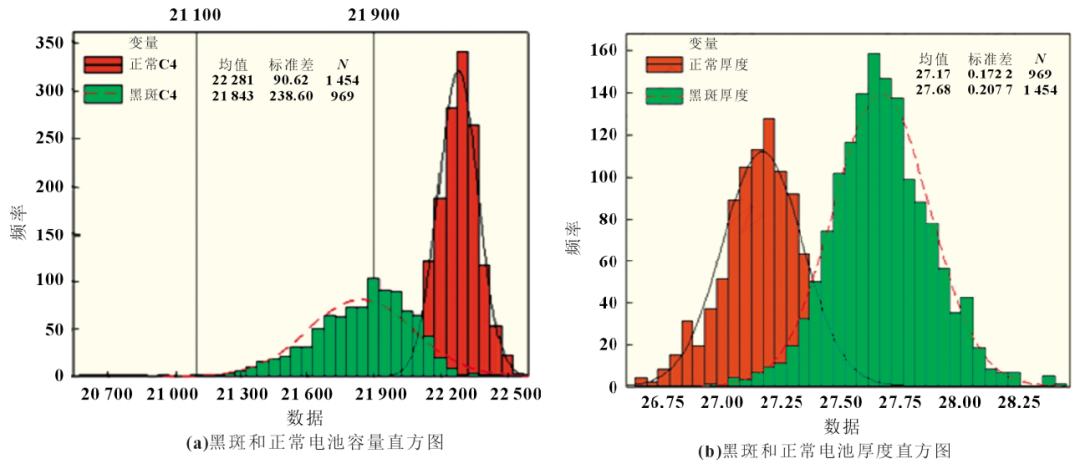
图1 黑斑和正常电池容量及厚度直方图
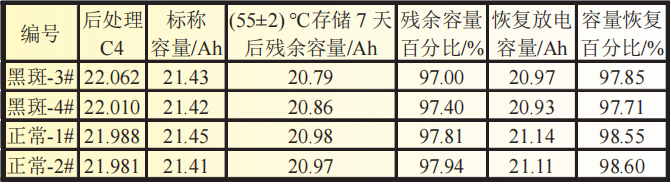
在100%SOC状态经过7d 高温[(55±2)℃]存储,重新进行充放电测试发现电池容量出现一定程度衰减且散差变大,电池荷电保持能力存在差异,容量保持率低于正常水平0.4%~0.9%,容量恢复率低于正常水平0.7%~0.89%(表 1)。
表1 黑斑和正常电池容量恢复及容量保持
对电池进行解剖发现,这种卷绕结构的电池负极大面上产生不均匀黑斑,每个极组黑斑程度不同,且收尾端未对正极处黑斑更为明显,已在极片表面析出,导致负极片厚度增加(图2)。
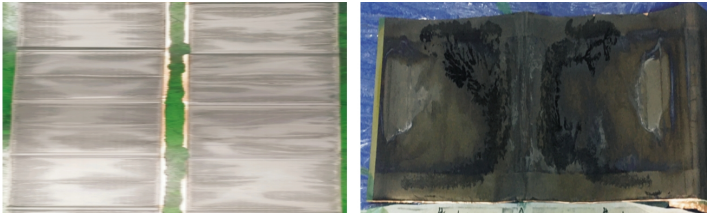
图2 黑斑电池负极片解剖照片
2 负极黑斑区域形貌&成分
对极片收尾端黑斑位置及正常极片进行SEM&EDS成分分析,扫描电镜-能谱是考察材料表面及断面的微区形貌及尺寸、微区常量元素组成的分析工具,EDS为半定量分析工具,采集的是样品表面1~2 μm 深度的信号,仅对元素周期表B以后的元素有检出能力,元素含量>1%时才能被检测出。
测试结果显示:正常负极片成分为100%C元素,黑斑位置除了50%~96%的C元素(主要来源石墨材料)外,还包含4%~44%的O元素(主要来自电解液),1%~3%的F/P元素(主要来自电解质盐LiPF6),个别点位测出2%的Na元素(图3)。
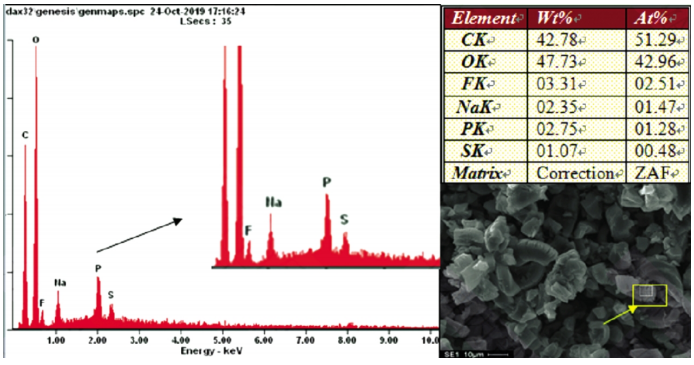
图3 黑斑区域SEM&EDS成分分析
电镜下发现黑斑负极表面已经不再致密,我们看到石墨膨胀,层间结构被破坏[图4(a)(b)];里层石墨存在许多因石墨颗粒分裂产生的裂缝和因粉间粘结失效产生的异常孔洞[图4(c)(d)];观察极片断面,可发现负极片表面的黑斑颗粒是沿着隔膜的方向向外生长[图4(e)(f)],石墨的剥离持续消耗电解液和活性锂,导致容量散布和循环性能下降。随着表层石墨膨胀剥离,脱落的负极粉容易与正极片产生搭接,触发电池自放电。
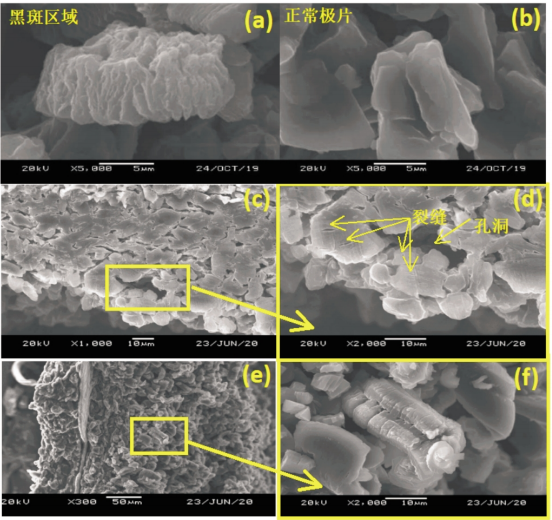
图4 黑斑区和正常极片SEM照片
3 负极黑斑成因分析
负极碳材料结构复杂,种类繁多,而它们的导电行为因电解液体系的不同而不同。电解液在负极界面发生的化学或电化学反应,对电池的容量特性及充放电特性有着重要的影响,因此负极表面的失效分析应从碳负极材料结构特性、电解液体系的组成、负极和电解液界面反应的匹配程度着手,不仅对电解液和电极材料的选择,而且对界面反应的控制和对提高电池的性能都具有重要的指导作用。
3.1 负极材料结构特性
作为锂离子电池负极的碳材料种类繁多,且随着原料、制作工艺的不同而具有不同的结构特征,因此,不同种类的碳材料作为锂离子电池负极时,其性能差异很大。
从理论上说,碳负极材料的层状结构越好越有利于锂离子的插入和脱出,通常我们使用石墨化度来反映碳材料结构完善程度,研究表明具有较高的石墨化度,同时又存在SP3杂化态碳原子的碳材料可以生成优异的SEI膜和较大的贮锂空间。
不同温度的热处理,可以改变碳材料的微观结构及石墨化度,随着热处理温度的升高,d002逐渐变小,Lc逐渐增大,插锂结构逐渐增多,石墨化度也逐渐增大。
利用XRD分析负极片黑斑区域,d002和石墨化度虽然保持不变但Lc和n大幅减小,说明此区域石墨嵌锂少或者未嵌锂,验证了黑斑区域石墨颗粒层间剥离严重,与SEM和EDX结果一致(表2)。
表2 不同位置XRD数据分析对比

3.2 电解液体系组成
石墨材料之所以能实现在锂离子电池中的应用全靠电解液在石墨表面分解形成的离子可导、电子不导的固体电解质界面(SEI)膜。其化学成分和性质取决于负极材料和电解液的组成和性质,对电池的性能和容量有重要影响,这层保护膜将还原稳定性远低于嵌锂电位的电解液与石墨电极隔离,从而保证在嵌锂电位下电解液不发生还原分解,使得锂离子在石墨材料中可逆嵌脱。
目前,电动汽车锂离子电池电解液中常用的有机溶剂有EC、PC、DMC、DEC、EMC等。有些电解液分解产物可以形成稳定的SEI膜,而有些电解液却会在高于嵌锂的电位下持续发生还原分解,最终导致石墨层结构坍塌。这种界面行为的差异最典型的应该是锂离子电池发展史上众所周知的“碳酸丙烯酯(PC)和碳酸乙烯酯(EC)的差异”。
PC具有较高的介电常数和较低的熔点,因此包括PC在内的电解质在低温下具有更好的性能。然而,PC在嵌锂电位以~0.7V发生持续的还原分解,结合第一性原理计算[Li-PC]+嵌入石墨后的LUMO值偏低,低于石墨的费米能级。当配离子的LUMO值低于宿主的费米能级时,溶剂分子和宿主之间电子能量转移就更容易发生,也就是说PC溶剂分子嵌入石墨后并不能稳定存在而是会在石墨宿主内发生化学反应,无法形成致密的SEI膜,化学分解同时生成CO、CO2、H2等气相副产物,导致石墨剥落和石墨颗粒开裂,最终使得石墨结构坍塌,无法正常嵌脱锂,使得循环性能变差。
而EC,在室温下处于固相,不能单独用于传统锂离子电池,其分子结构仅比PC少一个甲基,也具有较高的介电常数和较好的导电性,却在略高于0.7V电位下发生分解形成一层稳定的SEI膜,从而抑制电解液在更低电位的分解,使得锂离子可在石墨材料中正常地嵌入和脱出,提高电池寿命。
此外,有研究表明锂盐阴离子PF6-是导致PC与EC界面行为差异的最根本原因。当石墨电极电压下降时(发生嵌锂反应,即电池充电过程),由于溶剂化的锂离子溶剂化层体积远大于石墨层层间距,因此在嵌入石墨负极表面以前需要发生去溶剂化过程。EC基体系锂离子脱溶剂化层时优先脱去EC分子,形成含PF6-的溶剂化层,PF6-参与随后的还原分解,形成富含LiF的稳定SEI膜。而PC基体系的锂离子脱溶剂化层时脱去PC分子和PF6-的概率相当,因此参与还原分解的PF6-含量减少,导致形成的分解产物LiF含量低。研究表明,LiF含量低是导致PC基电解液分解产物无法形成致密稳定SEI膜的根本原因。电解液与活性锂消耗于成膜和溶剂共嵌入,石墨颗粒实际嵌入层间的活性锂少,其宏观形貌则表现为黑色斑点。
Li+溶剂化结构的性质和所得的去溶剂化过程是石墨中可变稳定性的根本原因,通过研究PF6-阴离子中P-F的拉曼振动证明了当使用单一碳酸酯溶剂(例如DEC、EMC、EC、VC、FEC、VEC、PC)时,很难以良好的均匀性实现锂电镀;相反,在基于DMC的单一电解液中镀锂是可能的。这意味着某些类型的Li+-DMC 相互作用有利于镀锂。
基于以上理论,我们在黑斑电池使用的电解液A的基础上调整了配方,去除PC含量并增加DMC,观察电池化成后极片状态,发现使用电解液B的电池无黑斑产生(表3)。
表3 电解液A及电解液B成分

3.3 Na含量对负极产生黑斑的影响
从EDX成分测试中可以看出黑渣的主要成分为C,除此之外还含有2%的Na元素。在确定无外来因素引入的前提下,从原材料上对Na源追踪,其中正极中Na含量为74×10-6,负极中Na含量为20×10-6,CMC中Na含量为 1120×10-6,粘结剂中Na含量为5×10-6,导电剂中Na含量为<5×10-6。
CMC称为弱酸性阳离子交换树脂,当存在少量水分或弱酸条件下,在小电流尤其是带电库存状态下,CMC(羧甲基纤维素钠)可以进行阳离子交换反应,发生电离形成Na离子。根据理论计算,CMC中Na元素理论含量与ICP测试负极粉中Na元素含量相当,因此推测,Na元素来源于CMC的可能性较大,且电池内部水分控制不足是负极片产生黑渣的要因(表4)。
表4 黑斑处负极粉 ICP测试数据

在小电流充放电过程中,离子在电极中的迁移速率大于离子嵌入电极的反应速率,因此离子嵌入石墨的过程由嵌入电极反应控制,而离子嵌入电极反应速率和电极表面的金属离子浓度成正比。因为Li+半径较小,电荷密度特别大,具有很强的极化溶剂分子的能力,即与溶剂分子的结合能大,Li+同溶剂分子多元环上的氧原子通过离子偶极矩静电作用力相结合,除形成第一层溶剂层外,可能还与更多的溶剂分子形成第二层溶剂层,这就导致Li+的溶剂化半径远大于Na+,而离子浓度低于Na+;所以电解液中Li+的嵌入速率要小于Na+,从而导致电极表面 Na+浓度较高,能够更快地嵌入并在电极表面形成石墨层间化合物,导致了石墨负极颗粒内部膨胀,生成黑斑。
此外由于CMC发生电离,PC溶剂中引入钠盐,形成[NaPC]+配合物,其LUMO轨道能量远低于纯PC分子的LUMO轨道能量。这表明 [NaPC]+配合物相对于PC分子更容易被还原。PC分子的HOMO轨道与Na+之间的LUMO轨道杂化引起[NaPC]+ 配合物的LUMO轨道能量降低,致使PC溶剂发生分解、产气,最终引起负极石墨剥落和结构坍塌。
3.4 水分对负极产生黑斑的影响
有机电解液中含有的水会和其中的有机溶剂发生反应生成相应的醇,以PC为例:

其次含有水的有机电解液在电池首次充放电过程中,会在C负极上发生如下反应:
上述反应一方面会消耗掉电池中有限的Li+,从而使电池的不可逆容量增大;另一方面反应产物Li2O和LiOH对电极电化学性能的改善不利,同时反应中气体的大量产生也会导致电池内压增大,最终可引起负极石墨剥落及结构坍塌。
而有机电解液中水的存在还会引起LiPF6水解产生HF及POF3,HF一方面可对LiPF6的水解起到一定的催化作用,进一步消耗电池中有限的Li+,加速电解液的变质;同时又可催化有机溶剂的聚合,从而导致有机电解液黏度增加,电导率降低。
此外上文中我们已经指出当存在少量水分或弱酸条件下,CMC可以进行阳离子交换反应,发生电离形成Na+,Na+可以比Li+更快地嵌入并在电极表面形成石墨层间化合物,导致了石墨负极颗粒内部膨胀。
4 负极黑斑恶化条件
锂离子电池的性能受到动力学特性影响比较大,在存储过程中负极长时间地处于较低的电势,会引起电解液在石墨负极表面持续分解消耗活性Li,是锂离子电池在存储过程中可逆容量损失的主要因素。而电池的SOC和环境温度等因素都会影响电解液在负极表面的分解速度,从而对电池在存储过程中可逆容量的衰降速度产生显著影响。
低温环境下(0℃及以下)存储或者低温充放电,负极的电化学极化表现得更加明显,石墨负极的动力学特性变差,极片较脆,弹性欠佳,加之极片在低温下充放电过程中,活性材料的脱嵌锂空间或有一定形变,会影响极片导电网络的稳定性,不利于Li+的传导,导致副反应加剧,黑斑现象恶化。
5 结论
负极片石墨化程度低或石墨层间距小影响石墨未嵌锂或少嵌锂;电解液PC成分与活性锂消耗于成膜和溶剂发生共嵌反应,影响了活性锂在石墨颗粒层间嵌入;电池内部水分残留使CMC解离形成Na+配合物,导致石墨插层反应加剧;同时水分残留导致电解液产气分解,致使负极片石墨剥离;这些条件的综合作用是负极片形成黑渣的主要原因,同时低温存储或低温(0℃及以下)充放电,会导致脱嵌锂困难而副反应加剧,黑斑现象恶化。
参考:马可人, 王凯. 磷酸铁锂电池负极黑斑成因分析[J]. 电源技术, 2021, 45(11):4.
来源:锂电派
锂电联盟会长向各大团队诚心约稿,课题组最新成果、方向总结、推广等皆可投稿,请联系:邮箱libatteryalliance@163.com或微信Ydnxke。
相关阅读:
锂离子电池制备材料/压力测试!
锂电池自放电测量方法:静态与动态测量法!
软包电池关键工艺问题!
一文搞懂锂离子电池K值!
工艺,研发,机理和专利!软包电池方向重磅汇总资料分享!
揭秘宁德时代CATL超级工厂!
搞懂锂电池阻抗谱(EIS)不容易,这篇综述值得一看!
锂离子电池生产中各种问题汇编!
锂电池循环寿命研究汇总(附60份精品资料免费下载)
