汽车线束素有汽车神经之称,是对汽车进行电信号控制的载体,汽车线束是汽车电路的网络主体,没有线束也就不存在汽车电路。目前,不管是高级豪华汽车还是经济型普通汽车,线束编成的形式基本上是一样的,都是由电线、接插件和传感器以及其他器件组成,与其他电器设备中的线束相比,汽车线束要能保证汽车在各种恶劣环境和行驶条件下的更高的安全可靠性,这就为汽车线束的技术发展提出了更高的要求,因此,汽车电线束在结构设计及生产过程中应充分考虑到汽车的行驶安全性、可靠性,同时还要考虑整车装配工艺的合理性及线束生产工艺的可能性和合理性。
电线与端子的连接有两种办法:一种是锡焊连接,一种是压接。早期生产的汽车线束都采用锡焊连接,特别是在生产批量小、线束比较简单时,多采用这种连接工艺。现在绝大多数电线束生产厂都采用了压接工艺,它的优点是:加工工艺简单,适合大批量生产;电线束的接触性能可靠,使用寿命长,净化工作环境,保障生产工人的身心健康。
1.1压接的概念
压接是汽车线束生产工程中非常重要的工序,压接是一种有效而可靠的导电体连接方法,压接是将原材料(端子、导线和密封圈)生产成线束部件(电路)的重要工序。
压接是决定端子和导线连接的电气和机械性能的重要工序。
1.2压接的原理
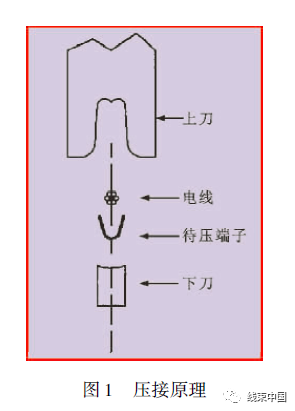
线束端子压接是指通过外力使电线与端子接触面强力结合,工艺上是通过压接模具的上下刀片(如图1所示)依靠压接机的力量来实现的。实际上是端子从自由弯曲到校正弯曲的过程。
2.1剥皮要求
如图2所示,被压接电线端部的剥皮必须满足以下要求:
(1)长度适中
(2)绝对不允许有断铜丝的现象
(3)不允许破坏导线原有的形状
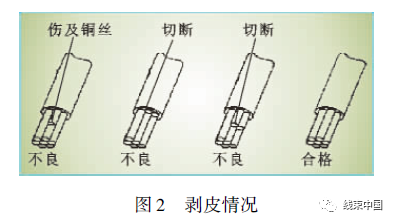
尽管不同规格的电线,不同型号的端子所需电线的剥皮长度不同,但对其剥皮质量必须满足以上要求,才能保证下道工序——电线与端子的压接。
2.2长度确定
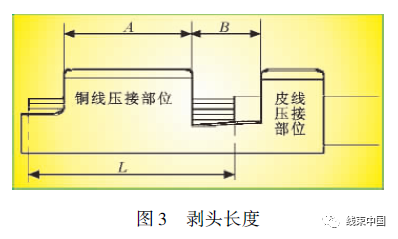
电线端部的剥头长度的确定如图3所示,单位为mm。
剥头长度L=(0.5-1.0)+A+B/2
汽车线束中,电线与端子的压接质量是十分重要的一道工序,它直接关系到线束总成和汽车行驶的可靠性。
3.1决定压接质量的好与坏的因素
(1)良好的电性能:低而稳定的电阻抗;抗腐蚀性。
(2)良好的机械性能:较高的拉力。
(3)良好的物理属性:合理的芯线变形;适中的喇叭口;小毛刺;合适的压接高宽比。
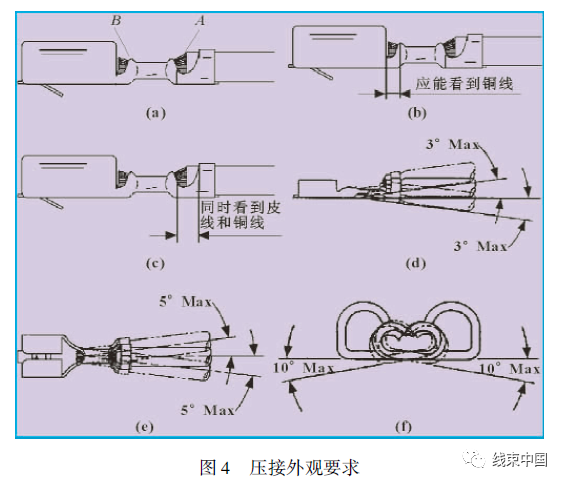
3.2 压接的外观要求
(1)端子压接电线芯的部位,在靠近皮线端(A)处应有向上翘曲的圆弧角,这样可以保证在压接过程中不损伤电线芯,同时使被压接电线芯的过渡性良好,B处可有可没有,如图4(a)所示。
(2)压接电线芯的前端出头必须满足两点要求:①压接出头可见,这样能更有力地保证压接后端子的拉托力、满足其机械性能;②压接出头不能延伸到端子的结合区和自锁区内,否则会影响端子和护套的装配性能,使端子不能正常装入护套内,同时也会影响公、母端子的理想对插,有时还会导致对接护套之间不能完全装配和锁死。
压接出头长度数值由端子本身特点决定,不同规格的端子对出头长度的数值要求不同,不同生产厂商设计的端子对出头长度要求也不同。要兼顾端子的规格来确定端子的压接出头长度,小规格的端子压接小平方的导线时出头长度短一些,大规格的端子压接大平方的导线时压接出头长度相对长一些。出头长度一般在0.5-1.0mm为宜。但不同的厂家有不同的要求,如DELPHI要求出头长度为0.5-1.0mm,YAZAKI要求出头0.1-1.0mm,AMP要求出头长度为0.5-1.0mm,部分较精密的端子为0.13-0.51mm。MOLEX要求出头长度为可见到一倍导线线芯外径数值且最大不能延伸到结合区中;KET要求出头长度0-2.0mm,JST要求出头长度必须可见,如图4(b)所示。
在压接电线芯的后端面与绝缘皮压接前断面之间,应同时能看见电线的线芯与绝缘皮。一般电线绝缘皮端面居开口中间为最佳,但绝对不允许看不到电线芯和绝缘皮。如图4(c)所示。
(4)压接后的端子可能会挤压变形,导致对插部分变形,但需满足图4(d)(上、下变形)、4(e)(左、右变形)、4(f)(扭转变形)的要求。
3.3端子压接后的剖面检查
研究表明,在刀片确定的情况下,压接高度与电性能和机械性能有如图5所示的关系,可以看出,随着压接高度的增大,电性能和机械性能并不是一直在增大,在某一个区域,电性能和机械性能达到最优,之后又逐渐下降。
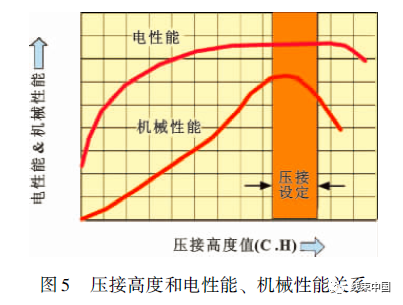
电线束中每种电线与端子的压接模具调整后都要做剖面检查。做剖面检查就是为了找出合理的压接高度,以获得最优的电性能和机械性能。
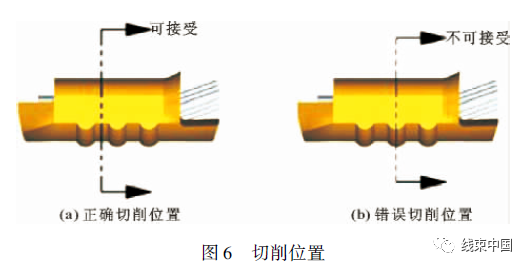
具体做法:试件目测合格后,在专用剖面分析设备上按照顺序依次对试件进行切削、研磨、酸洗等相关操作,最后放在至少20倍以上的显微镜下观察剖面并拍摄照片。
注意:试件切削的部位应选择在靠近端子头部的部位,如果端子有加强筋,其剖切位置必须避开加强筋,如图6所示。
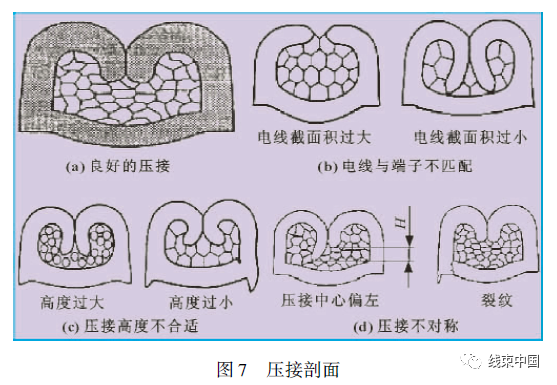
(1) 图7(a)是理想的压接剖面。其特点是压接翼封闭、压接翼对称、所有的芯线变形、压接翼未碰壁或触底、端子材料无裂纹、毛刺适中。这样由于电线芯之间没有间隙,空气不易进入,避免了由于电线芯表面氧化或电线芯能接触到空气中的酸性物质而引起的接触不良现象。
(2)图7(b)所示是电线的截面积规格与压接端子不匹配。当电线截面积大而接线端子尾部尺寸小时,压接后造成端子不能完全封闭电线,甚至有个别的电线芯露出端子外,如图7(b)中的左图;当电线截面积小而接线端子尾部尺寸大时,接后会造成端子尾部卷曲过度而接触到底部或侧壁,如图7(b)的右图。
(3)图7(c)所示是压接高度调整不合适造成的压接不合格。当压接高度调整过高时,会造成电线芯压接不实,产生电线与端子接触不良。如图7(c)中的左图,当压接高度调整过低时,会造成压接过狠,端子底部变薄,两边尖角过大,端子强度受到破坏。
(4)图7(d)所示是压接模具不合格或者压接模具调整不当造成的不合格压接。当压接模具调整左右不对称或模具做得不对称,会造成一侧端子顶部卷入线芯过大,如图7(d)中的左图;当压接模具调整不当,还会造成端子下角压裂,两边底部不对称。
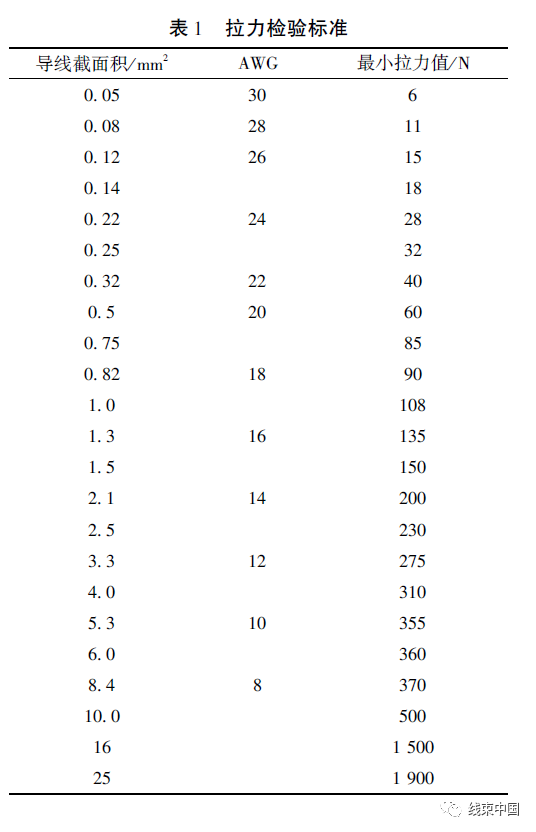
3.4电线与端子压接质量的拉力检验
线束端子压接最普遍、直观的质量检验方法是拉力检查。对不同电线截面积与不同规格接线端子压接后的拉力检验标准如表1所示。
3.5电线绝缘皮与接线端子的压接
电线与接线端子的压接技术还包含电线绝缘皮部分与接线端子的压接。除了单根导线的压接外,还有两根及两根导线以上的压接。具体检验办法也采取切开断面进行检验。通常的皮线压接其标准如图8所示。
图中左侧一列是压接良好的断面,其要求是压接对称、塑皮无损伤、压接翼环抱塑线提供足够强度的支持。(2)图中右侧两列的压接断面是不合格的。大体可以分为以下几种情况:
①在端子和电线的压接过程中,如果压接模具调整过低,会造成绝缘皮被接线端子顶部压穿,如图8(a)所示。这样容易损坏电线的线芯。因此,这种压接质量为不合格压接。
②在端子和电线的压接过程中,如果压接模具调整过高,会造成电线绝缘皮部位压接不紧, 如图8(b)所示。 这种压接在使用过程中电线芯与接线端子压接的根部容易折断。因此,这种压接亦为不合格压接。
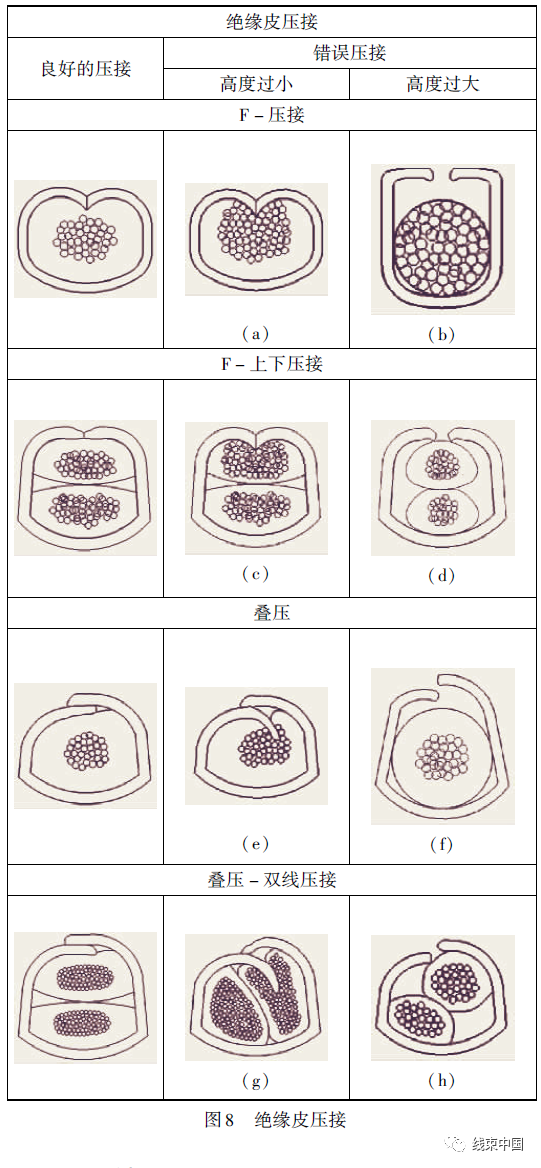
由上面分析不难看出,图8(c)、(d)、(e)、(f)、(g)、(h)的压接均为不合格压接。
需要说明的是,在压接双线的U型和叠压中,如果两种电线截面积不一样,在压接过程中截面积小的应在下面,截面积大的在上面。
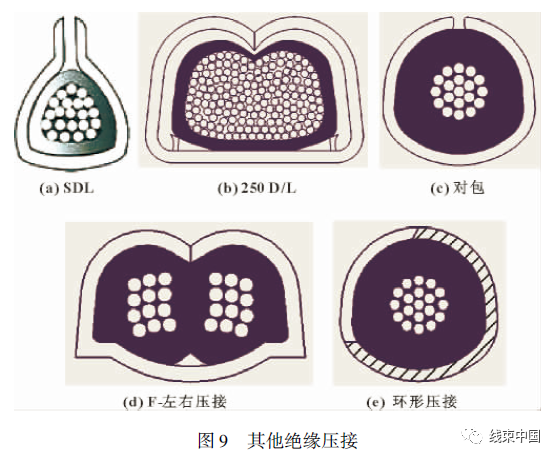
绝缘部分的压接除了上面提到的较常见的外,还有一些其他的压接,如图9所示,其判断标准和上面一样。
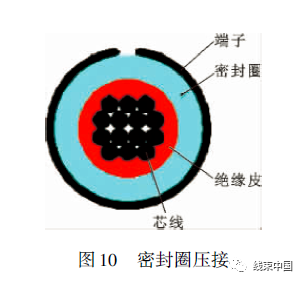
绝缘皮的压接还包括绝缘皮、密封圈和端子的压接。其具体要求是:提供密封圈牢固支持;在密封圈的颈部和肋部没有划伤和切口;塑线压接翼不允许刺穿密封圈的颈部,如图10所示。