


群:如需申请内外饰、车身、座椅、智能制造等专业群请添加微信GSAuto0001验证信息后要求进群。
征稿:关于汽车新材料、新工艺、新技术的文稿,请发送至gearshare@163.com
社群推荐:GSAuto联盟|座椅技术专家委员会招新了
热门推荐:
【汽车工艺】焊接工艺问题及解决措施
【汽车工艺】焊接质量控制,这些内容SQE要掌握
【汽车工艺】从1—10的一体化压铸:投产元年
【汽车工艺】特斯拉压铸工艺解析
【汽车工艺】特斯拉车身材料及工艺解析
【汽车工艺】模具行业专题研究:大型一体压铸的技术核心
【汽车工艺】汽车铝合金车身连接工艺方法大全
【汽车工艺】全铝车身结构与材料应用及连接工艺剖析(奥迪、蔚来汽车、奇瑞捷豹路虎、通用凯迪拉克)
【汽车工艺】汽车总装工艺的总体布局
【汽车工艺】焊装车间——车身工艺流程介绍
【汽车工艺】不同铸造工艺对产品结构的影响
【汽车工艺】纯电动汽车与传统汽车总装工艺对比分析
【汽车工艺】低成本汽车车身试制夹具的敏捷开发
【汽车工艺】汽车总装工艺流程的设计
【汽车工艺】一种3mm厚汽车热成形产品
【汽车工艺】汽车车身激光焊工艺
【汽车工艺】挤压铸造铝合金转向节开发
【汽车工艺】焊接速度对车身激光 -MIG 复合焊接的影响
↓↓↓

一个由资深制造团队发起并专注,汽车智能制造行业发展的知识社区!汇集汽车制造行业工艺、物流、质保等专业人才分享汽车智能制造行业前沿趋势、领先技术、应用热点、典型案例和实施策略 ,推动汽车制造业向数字化、网联化、智能化、共享化发展。3天可自由退款,无广告,只干货!如需进入智能制造微信群(智能制造、四大工艺、新能源三电工艺等)请添加群管理员automan2023
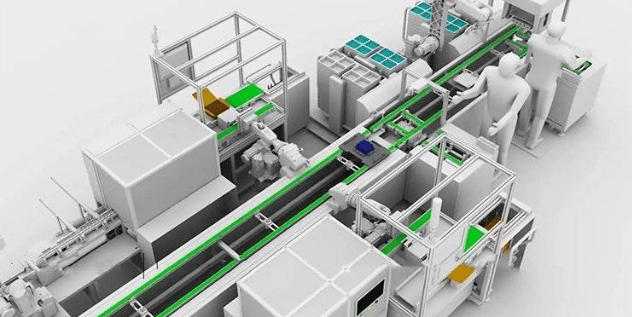
储能模组PACK生产线
如需进入新能源三电工艺群请添加管理员圈圈哥微信GSAuto0001
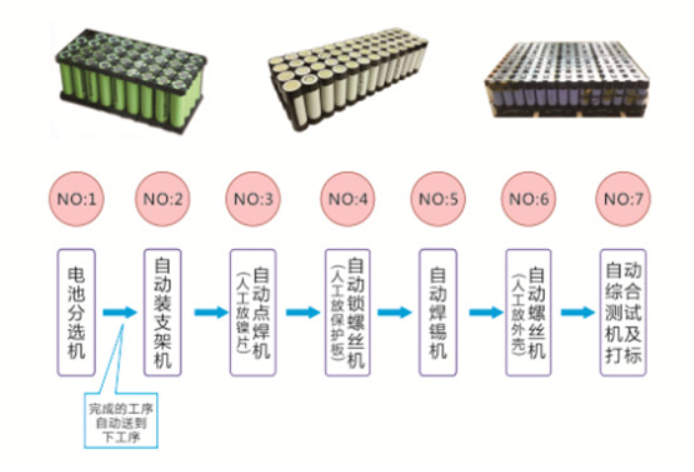
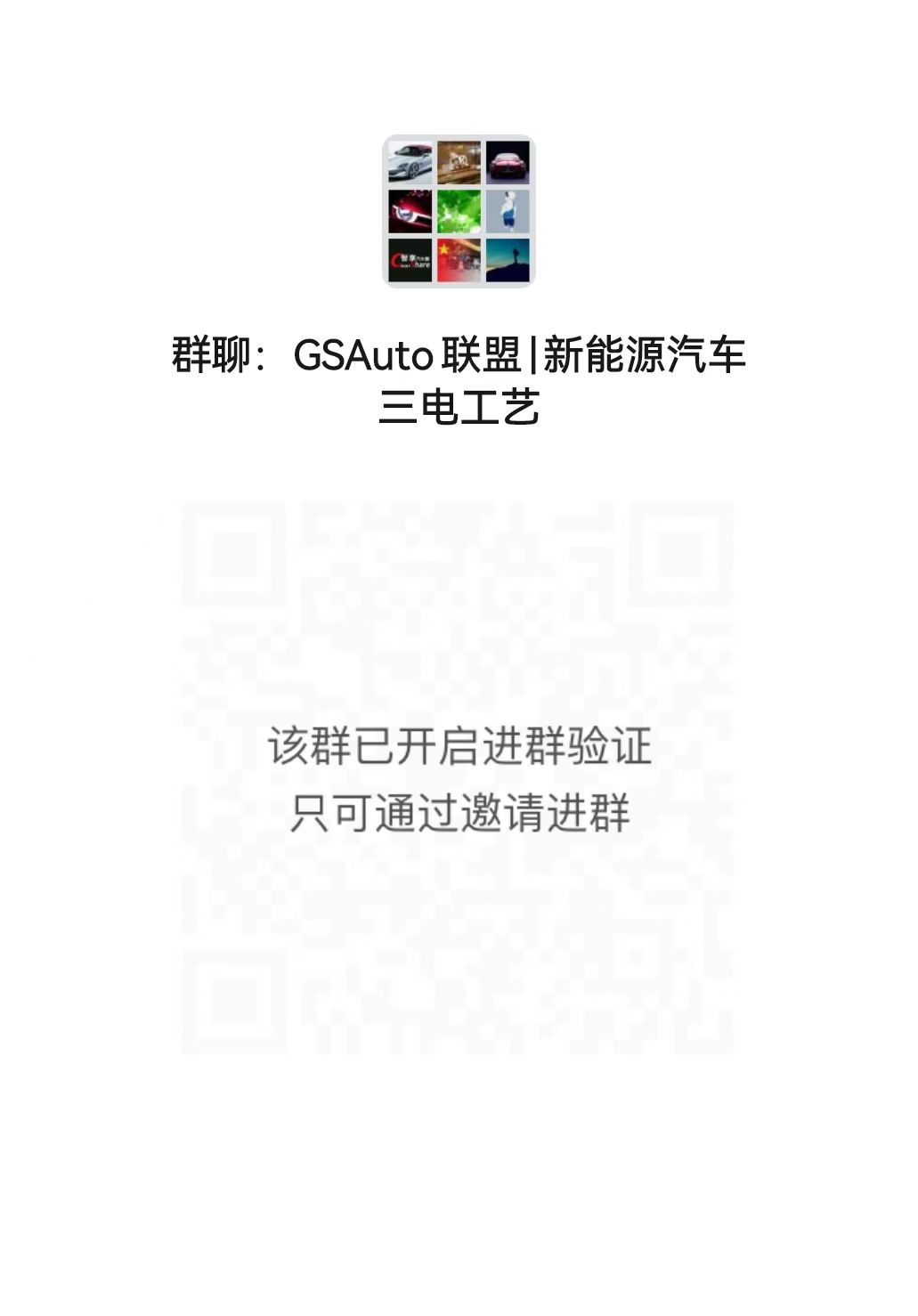
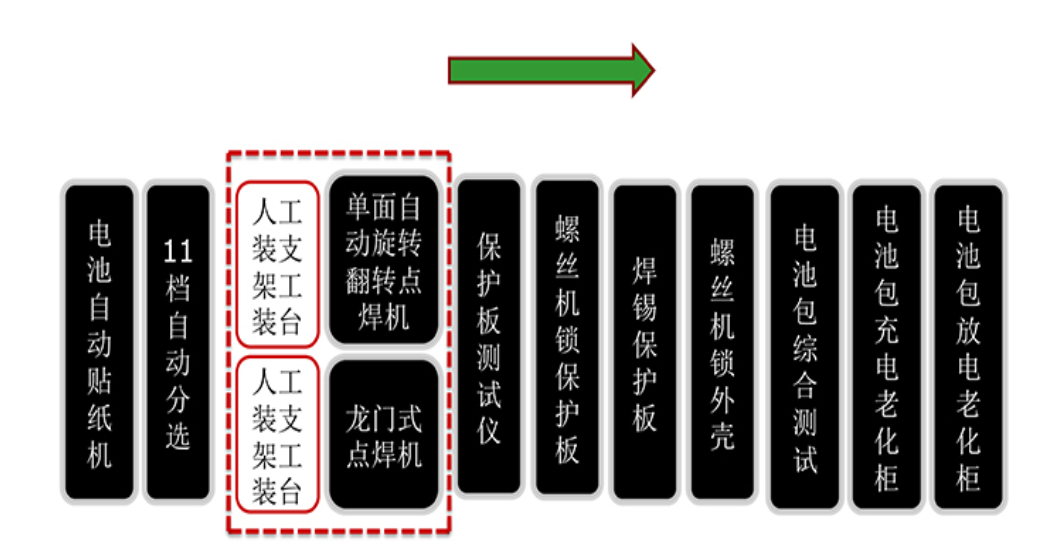
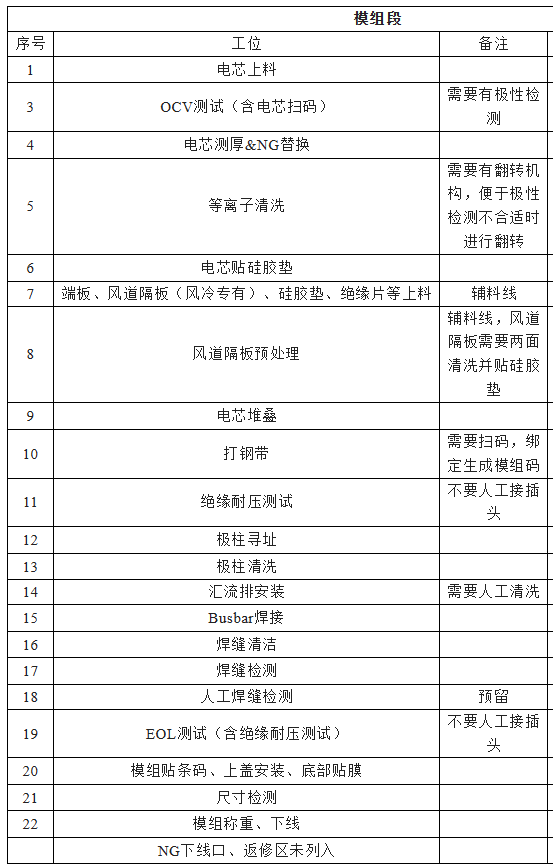
电芯上料—OCV测试及扫码—电芯贴胶及检测—电芯下线极性检测—模组成组—端板组装—模组整形挤压—锁螺丝/套钢带—打印码/贴码—焊前CCD拍照—极柱激光清洗—汇流排组件安装—汇流排激光焊接—汇流排安装夹具下线回流—焊后人工目检及除尘—人工安装线束—EOL测试—上盖安装—模组自动下线
储能电池PACK产线优势在于:
1、功能齐全,可以根据客户要求进行定制,以满足客户的不同生产需求;
2、降低成本,使用自动化生产线,解决人手不足,有效降低生产成本,提高生产效率。
3、提高质量,组装线采用先进的技术和操作系统,使用安全可靠,可确保电池pack的质量,从而提高产品的可靠性。
1.整个PACK产线的通用技术要求如下:
整线设计方式:通过AGV进行物料的配送,集成装配、测试、焊接等工站,主体由线体组成(即倍速链和滚筒),局部工位通过机器人和自动化设计进行完成,部分复杂工序由人工加辅助工具的形式完成,同时建设MES系统,收集并统计所有重要数据。
1.)生产节拍:6 s/电芯(6秒处理一个电芯,换算成生产效率为10PPM)
2.)设备节拍的测试必须按照甲方认可的规范执行,测试在甲方工厂批量生产后进行。
3.)实际产出节拍需在SOP 90天内达成;
4.)稼动率>98%(设备实际开动时间/生产工时);
5.)良率:因设备导致的报废率<0.1%,设备到厂后6个月达到设计要求;设备一次合格率≧98%,返修后总体合格率≥99.9%;
6.)作业过程中的各类测试数据,以及拧紧抢的拧紧数据全部记录和保存在服务器内,并且可对作业数据进行核对,有问题通过蜂鸣器进行报警
7.)所有产线上的配套设备及工具需包含在报价内,包括但不限于产线上料前的物料AGV小车、产线上物料转运的物料AGV小车等。
8.)过程中NG品需要有单独的NG出口,配置小接收物料车;
9.)整线抓取电芯均要具备防掉落功能;
10.)设备上印刷甲方logo、颜色及标识。
11.)核心设备需要使用国内外一线品牌,设备选型需要甲方同意后方可使用。
12.)每个工站需要配备相应的消防措施,产线上需要配备安全围栏、电子光栅等安全措施。
13.PACK下线需配备打包机进行独立包装打包。
目前,产线的总体工艺路线分为模组段和PACK段,模组段主要负责将电芯组装成模组,而PACK段主要负责将若干个成型的模组组装在壳体中形成PACK。
(1)模组段的工艺如下:
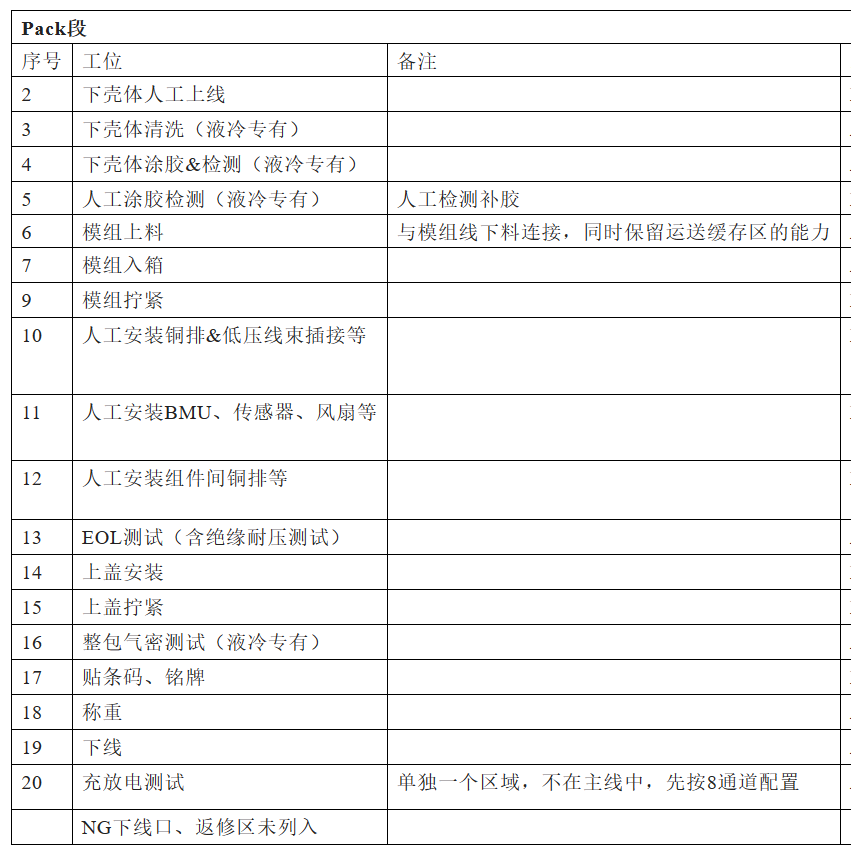
(2)PACK段的工艺如下:
说明:来源汽车轻量化技术创新战略联盟,由干货小Q整理,转载请注明出处【车新材料】,如涉及版权等问题,请您告知,我们将及时处理。如需申请内外饰、车身、座椅等专业群请添加微信GSAuto0001验证信息后要求进群。


免费投稿请发送邮件到:gearshare@163.com
(欢迎行业内人士踊跃投稿,将你们的文章分享给大家)
▼加入智享汽车圈知识星球,获取汽车行业海量干货
