


群:如需申请内外饰、车身、座椅、智能制造等专业群请添加微信GSAuto0001验证信息后要求进群。
征稿:关于汽车新材料、新工艺、新技术的文稿,请发送至gearshare@163.com
社群推荐:GSAuto联盟|座椅技术专家委员会招新了
热门推荐:
【汽车工艺】焊接工艺问题及解决措施
【汽车工艺】焊接质量控制,这些内容SQE要掌握
【汽车工艺】从1—10的一体化压铸:投产元年
【汽车工艺】特斯拉压铸工艺解析
【汽车工艺】特斯拉车身材料及工艺解析
【汽车工艺】模具行业专题研究:大型一体压铸的技术核心
【汽车工艺】汽车铝合金车身连接工艺方法大全
【汽车工艺】全铝车身结构与材料应用及连接工艺剖析(奥迪、蔚来汽车、奇瑞捷豹路虎、通用凯迪拉克)
【汽车工艺】汽车总装工艺的总体布局
【汽车工艺】焊装车间——车身工艺流程介绍
【汽车工艺】不同铸造工艺对产品结构的影响
【汽车工艺】纯电动汽车与传统汽车总装工艺对比分析
【汽车工艺】低成本汽车车身试制夹具的敏捷开发
【汽车工艺】汽车总装工艺流程的设计
↓↓↓
一个由资深制造团队发起并专注,汽车智能制造行业发展的知识社区!汇集汽车制造行业工艺、物流、质保等专业人才分享汽车智能制造行业前沿趋势、领先技术、应用热点、典型案例和实施策略 ,推动汽车制造业向数字化、网联化、智能化、共享化发展。3天可自由退款,无广告,只干货!如需进入智能制造微信群(智能制造、四大工艺、新能源三电工艺等)请添加群管理员automan2023
1、热冲压成形及冷冲压成形工艺零件质量对比
热冲压成形零件特点
(1) 由于选择在高温下成形,不带涂层冲压零件表面存在氧化,表面质量不佳;
(2) 零件在冷却过程中由于温度分布不均匀,易产生热应力和热应变;
(3) 由于材料的高塑性,在成形过程中零件不易起皱和破裂,基本没有回弹,尺寸稳定性比较好;
(4) 材料经过加工变形和快冷,晶粒得到了细化,力学性能得到了很大的提高;
(5) 材料经过变形和硬化后,强度提高,冷冲压切边冲孔已无法达到工艺和零件精度的要求,需要利用激光或等离子切割设备完成。
冷冲压成形零件特点
构件质量缺陷:起皱, 撕裂, 裂纹, 回弹, 构件翻转。
冲压力受限:夹持力;深冲力。
生产率低:多道次冲压。
冲压机磨损:反向冲压吨位,初始接触振动,齿轮离合器咬合损失。
冷冲压批量产品工艺性,冷冲压产品性能质量不均匀,不稳定
高强度钢板冷冲压成形面临的问题,在TS>=700MPa超高强钢板冷冲压成形时特别严重。

超高强钢板冷成形缺陷的重要原因有:
(1)多相组织的不均匀分布是超高强钢板在冷冲压过程中出现起皱、局部颈缩、局部撕裂的重要原因。
(2)残奥RA减少。
(3)在冷成形过程中,应变诱导残余奥氏体相变,成为马氏体。
(4)冷成形构件的TRIP效应塑性降低,抗冲撞吸收冲击功的能力随之降低。
2、热冲压成形的原理和优势
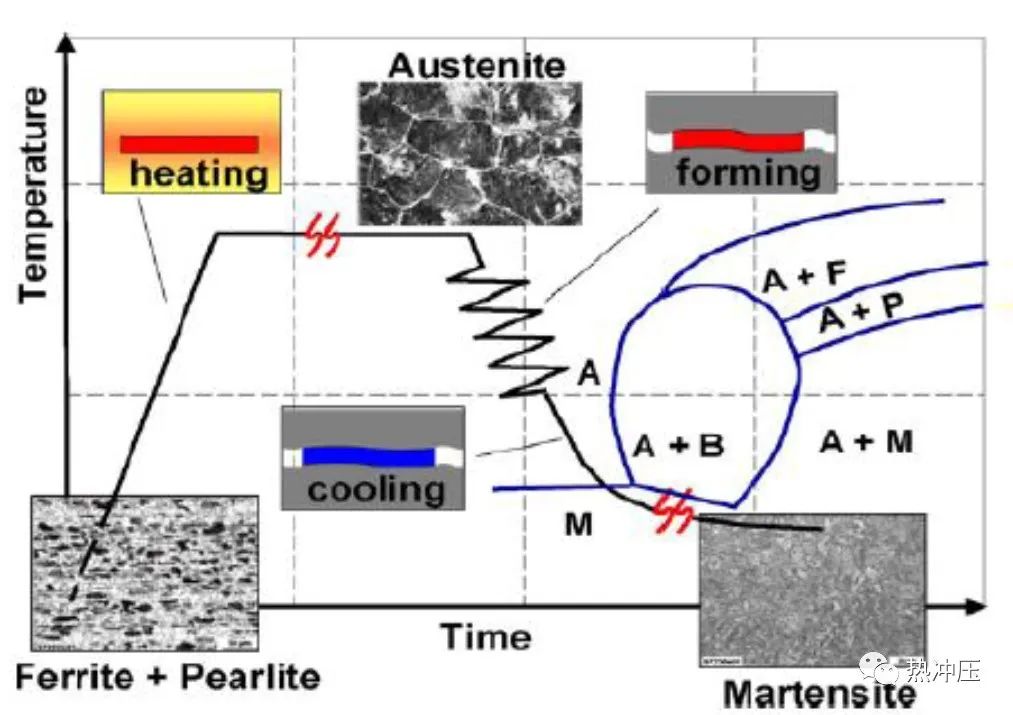
金属材料加热到临界点A , 亚共析Ac3, 过共析Accm, 使铁素体,珠光体,渗碳体,全部转变为奥氏体 (P→A, F→A,Cm→A), 并保温。
塑性成型同时快速降温(150 ℃/s),材料由奥氏体 (Austenite) 转为马氏体 (Martensite)。
1. 热成形件抗拉强度提高2 - 3倍,更安全。
2. 巨大的减重潜力。
3. 可成型复杂零件,新设计可能性,一次成型,无焊接,可深冲。
4. 良好的重复精度,无回弹。
5. 降压机吨位 (-50%),降设备投资和使用能耗。
6. 没有破裂和起皱,提高成品率 (高强度钢+10%)。
7. 材料成本更低 (-30%)。
3、热冲压成形模具技术要点
相对于常规的冷冲压模具仅用于零件的成形,热冲压模具不但用于成形,还要用于给零件冷却淬火,因此其模具更加复杂,对模具材料选择、模具设计等方面提出了更加严格的要求,如下图所示。
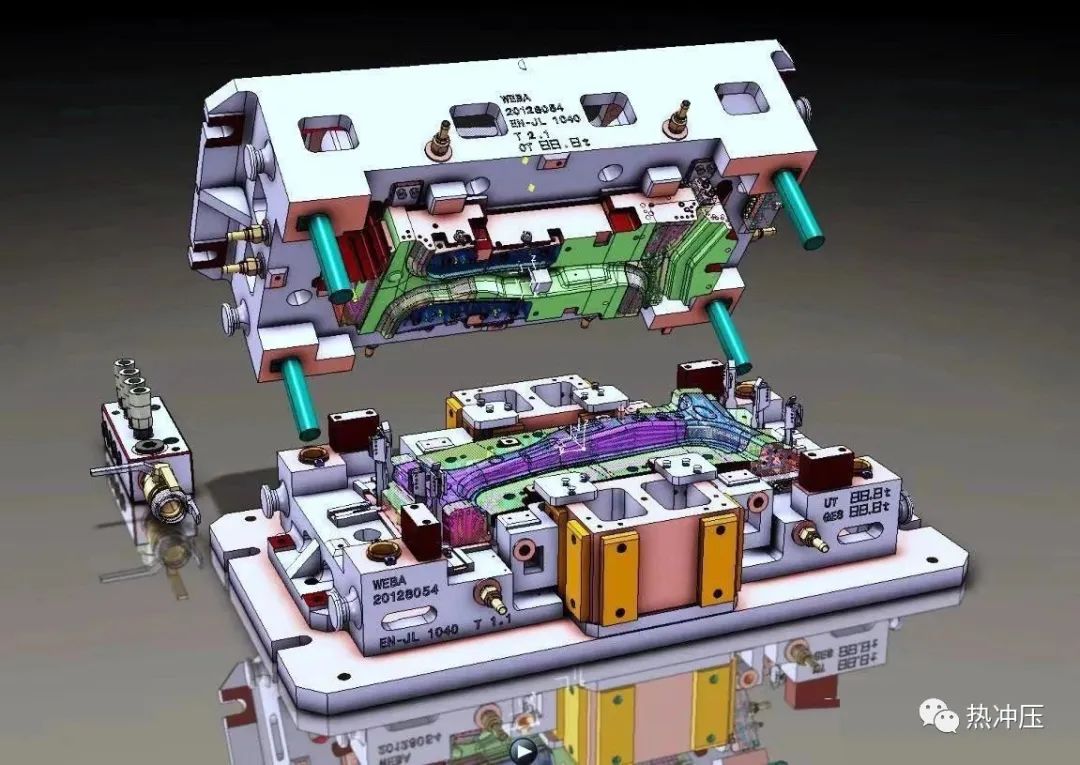
在模具材料选择方面,热冲压模具材料首先要有良好热传导系数,确保钢板与模具表面之间的快速传热,实现良好的冷却功能。模具材料还要具备良好的热强度、热硬度、高的耐磨性和热疲劳性,保证模具内板冷却管道不被冷却介质锈蚀堵塞,因此国外一些热冲压模具材料中都含有较高的 Ni 和 Cr。在模具材料选择时,一般要根据具体的工作情况,参照热锻造模具钢进行选择。
在模具凸凹模设计方面,不能照搬冷冲压模具的设计方法,因为热冲压工艺回弹很小,几乎无须考虑回弹对零件形状的影响,另外还需考虑热胀冷缩对零件最终尺寸和形状的影响,并以此为基础设计凸凹模具的关键尺寸。
在冷却机构设计方面,冷却系统必须保证模具对零件的快速、均匀冷却,冷却管道的总体布局、形状、直径、冷却管与模具工作表面、非工作表面以及冷却管之间的距离、冷却系统密封等都是冷却机构设计的关键所在,也是热冲压成形模具设计的最重要技术之一。设计冷却管道系统时,可以结合数值模拟技术对各管道内的冷却介质流动情况进行模拟分析,使各管道都具有相同的冷却效率,保证冷却的均匀性。
目前行业比较成熟的冷却水道计算公式及布置标准如下(冷却水道的计算公式):

式中,mw 为单位时间内流过模具的水的质量 (kg/ h);n 为管道数目;qw 为单个管道冷却水流量 (m3/ h);ρw 为冷却水在一定温度下的密度 (kg/m3),取1000kg/m3;d 为冷却水孔直径 (m);v 为冷却水流动速度 (m/s);tu 为单位时间,1h=3600s。

式中,Re 为雷诺数 ;w 为运动粘度 (m2/s), 10 ℃ 时,w=1.3077*10-6 m2/s。20 ℃ 时,w= 0.805*10-6 m2/s;管道雷诺数 Re<2300 为层流状态,Re>4000 为紊流状态,2300 ≤ Re ≤ 4000 为过渡状态。
冷却管道直径 10 ~ 14mm; 相邻管道中心距为17 ~ 20mm; 管道中心距形面最小距离大于 15mm。
每个镶块的冷却系统相互独立,相邻镶块之间冷却水道互不连通。一般来说,模具凸起区域不利于热量向模具传递,凹形区域热量易向周围传递,在连续生产中,需在模具凸起区域设置冷却管道;在圆角过渡区容易产生热量集中,使零件该位置硬度较低。在连续生产中,需在模具圆角过渡区开设冷却管道。
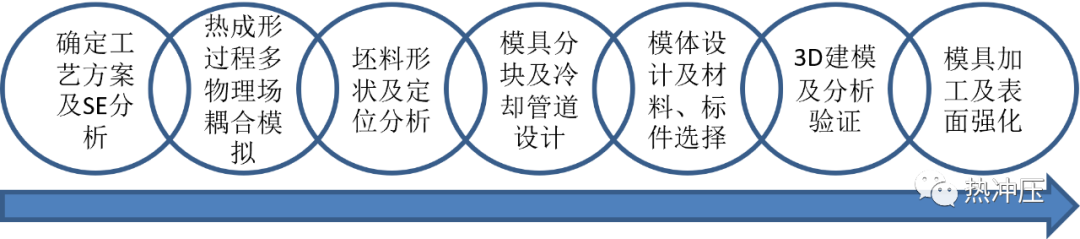
热冲压成形模具设计开发是热成形关键技术,它不同于传统的冷冲压成形模具,它是冷却协调优化设计、冷却管道加工、计算机仿真分析技术、传热模拟等技术的集成,最终达到成形、冷却、组织性能优良的完美结合,其开发流程如图 9 所示。
实现车身轻量化是一个系统的工程,需要全面考虑材料、设计、制造工艺技术等各方面的问题;新材料的应用离不开新成形制造技术的发展。随着汽车行业的竞争和社会发展对汽车提出的更高要求,促使了超高强度钢板在汽车上的应用,从而促进了热冲压成形技术的诞生和发展,反过来热冲压成形技术的应用推广和需求也会不断促进超高强度钢板材料更进一步的开发和性能提升,实现更高层次的汽车车身轻量化,实现社会发展对汽车行业节油减排,提高汽车安全性能的更高要求。

说明:来源冲压帮,由干货小Q整理,转载请注明出处【车新材料】,如涉及版权等问题,请您告知,我们将及时处理。如需申请内外饰、车身、座椅等专业群请添加微信GSAuto0001验证信息后要求进群。


免费投稿请发送邮件到:gearshare@163.com
(欢迎行业内人士踊跃投稿,将你们的文章分享给大家)
▼加入智享汽车圈知识星球,获取汽车行业海量干货
