


专栏简介
我们将通过FMEA系列文章,从理论出发结合丰富案例分析,深入浅出地带大家系统的学习FMEA相关知识,掌握潜在失效分析方法并能高效落实进行风险管控和预防,解决产品设计和过程设计可能出现的问题。
在上一期《FMEA案例丨新版PFMEA功能分析怎么做?》文章中,我们给大家介绍了PFMEA是如何进行功能分析的。
接下来,将带大家一起深入探讨PFMEA的失效分析。
01
认识失效分析
◐ 目的与目标
过程失效分析的目的是识别失效起因、模式和影响,并显示他们之间的关系,以便能进行风险评估。
过程失效分析的主要目标是:
● 确认每个产品功能的潜在失效影响、失效模式和失效起因(失效链)
● 使用失效网识别过程失效起因(失效链)
● 顾客和供应商之间的协作(失效影响)
● 为在FMEA表格中记录失效和“风险分析”步骤提供基础
◐ 失效
在上一期文章中,我们提到PFMEA功能分析的目的是在于确保产品/过程的预期功能/要求得到适当分配。
而失效实际上就是功能分析当中的要求得不到满足,也就是功能的“负面影响”即为失效,比方说我们之前列举的钻孔,要求孔的直径Φ4.00 mm±0.13,那么无论是孔径过大还是过小,只要不在范围内就是失效。
通常情况下在FMEA里面,失效分为三种表达形式:
● 失效模式 ●
● 失效影响 ●
● 失效原因 ●
● 失效模式(FM)
失效模式的定义是指:过程导致产品无法交付或无法提供预期功能的方式,对于失效模式我们会假定它可能出现,但实际上并不一定出现。
它的描述应当采用技术术语来描述,而不是顾客可察觉的明显易见的症状。
例如钻孔,失效模式为:
×孔径过大或孔径过小
√孔的直径>Φ4.13mm
√孔的直径<Φ3.87mm
至于顾客明显可见的症状,这种情况可能会导致我们对于失效模式判断出错。
例如我们进入一个房间,发现这里灯不亮,失效模式为:
×灯不亮
√灯管故障或开关故障
多个失效模式可能来自一个功能,即一个功能可能有多个失效模式:
假设功能为:提供42伏电压
- 失效1:电压太低
- 失效2:电压太高
- 失效3:电压脉动不正确
- 失效4:没有电低
通常潜在失效模式包含了这几个类别:
● 过程功能丧失/操作未执行
● 过程功能丧失 /操作未执行
● 部分功能丧失-操作不完整
● 过程功能降低
● 过程功能超出预期-高出太多
● 间歇过程功能-操作不一致
● 运行不稳定
● 非预期过程功能-操作错误
● 安装错误零件
● 过程功能延迟-操作太迟/太早
失效模式的完整性可以通过评审以往出差错的地方、不合格品或报废品报告,以及团队集体讨论来验证。
可以通过AQP FMEA软件建立一个专门的FMEA问题经验库,以便我们借鉴参考。

● 失效影响(FE)
失效影响指的是某个失效模式会给我们的顾客带来哪些损害。
这里的顾客通常指四种:

失效模式产生的后果,应站在“顾客”的角度进行分析,同一失效模式基于不同的“顾客”也可能有不同失效影响。
通过借助AQP FMEA软件工具里的智能推荐功能,我们可以快速的匹配失效影响,并且自动定义好定义严重度S的分值。
● 失效原因(FC)
失效原因是指失效模式出现的原因。通常一个失效模式可能对应多个失效起因,失效起因可能源自于下一较低几倍的失效或者更低级别的失效。
典型的失效起因可能包括4M类型,但不仅限于:
人员:安装工人、机器操作人员/相关人员、材料相关人员、维护技术员等。
机器/设备:机器人、漏斗型储料罐、注塑机、螺旋输送机、检验设备夹具等。
材料(间接):机油、安装润滑脂、浓缩洗涤剂、(操作辅助工具)等。
环境:热度、灰尘、污染、照明、噪音等环境条件,
◐ 失效链
对于明确的故障,有三个方面需要考虑:
- 聚焦的过程步骤是什么?
- 发生了什么?
- 为什么?
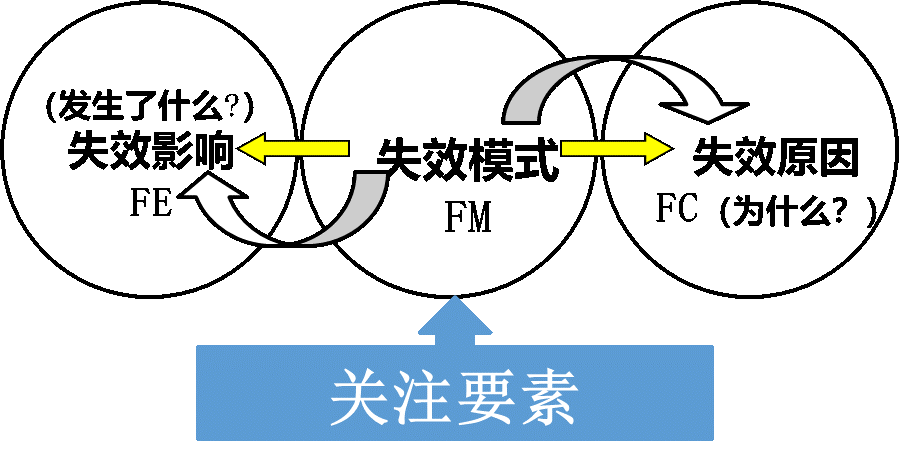
无论是结构、功能还是失效,都要关注聚焦的过程步骤,以此为核心,向上或向下层级分析。
◐ 失效网
在上一步的功能分析当中,我们创建过功能网,那么经过失效分析后我们就可以在功能的础上进一步建立失效网
通过借助FMEA软件工具,我们就可以快速将失效之间连接成网络。
AQP FMEA 失效网示例
有效帮助FMEA小组全面识别出功能的潜在失效影响、 失效模式和失效原因,避免产生重大缺漏事项,保证PFMEA失效分析的完整性。
02
失效分析案例
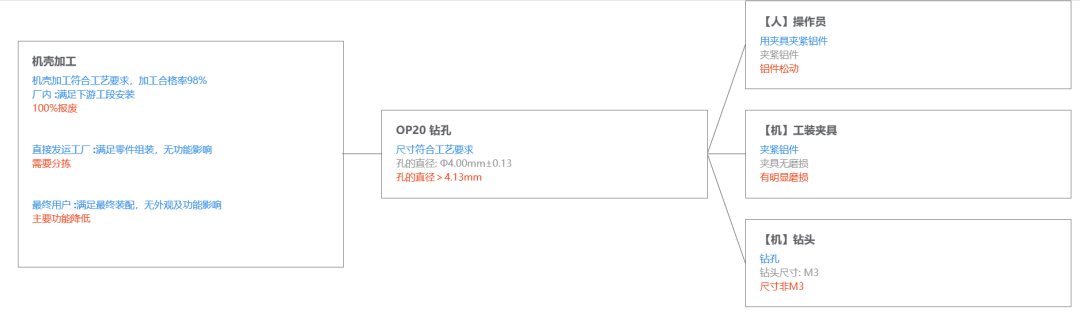
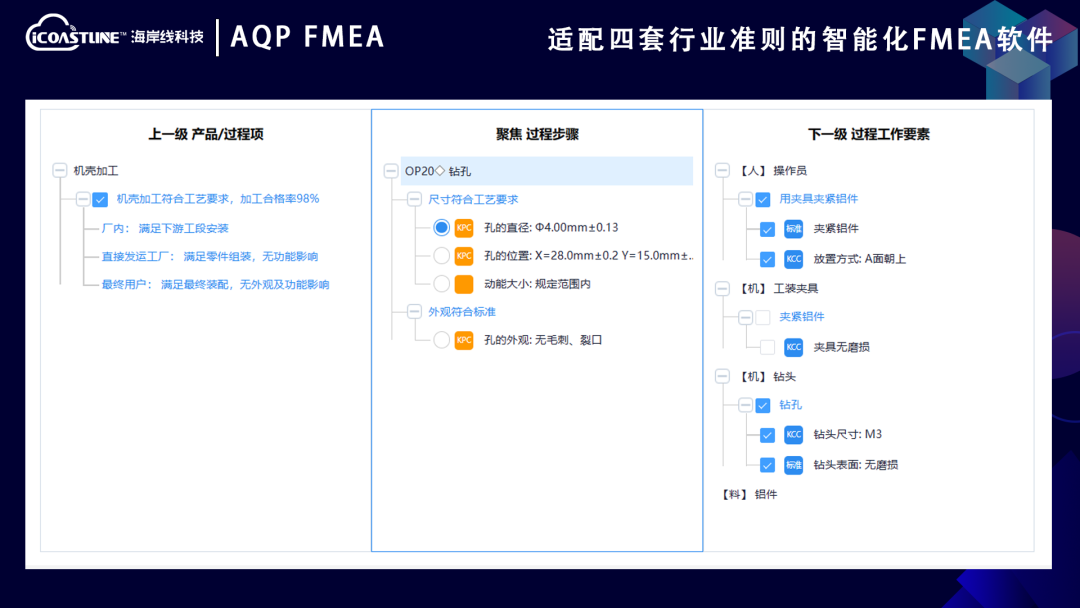
我们还是继续以机壳加工为例。
这次我们依然先聚焦一下其中的过程步骤——钻孔。
首先,先确定钻孔有哪些功能/要求。这些功能/要求得不到满足,即为失效。
这里孔的直径>4.13mm,是一种失效模式;
孔的直径<3.87mm,是另一种失效模式。
这里要注意一下,也许有的人不会做孔径大小区分,而是会直接写成孔径不符合工艺尺寸要求。
这么写到底对不对呢?
这里就要看孔的直径>4.13mm或孔的直径<3.87mm,这两种失效模式出现的原因以及对后续顾客造成的影响是否一样。

所以我们分别在钻孔的上下级中去分析每个失效模式的失效原因和失效影响。
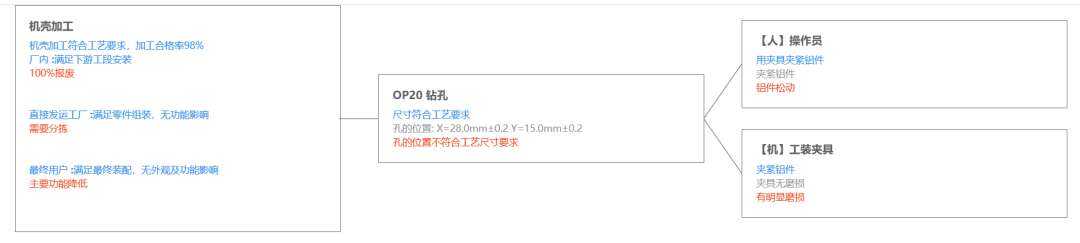
孔径>4.13mm可能是操作员在放置铝件时,夹具没有拧紧,钻孔时,铝件有轻微松动、钻头尺寸并非是M3等原因导致的。对后续顾客的影响主要是可能产生无法安装,需要报废、主要功能降低等。

而孔径<3.87mm,可能是钻头尺寸小了,或者是钻头有磨损导致的。对后续顾客的影响是需要返工/返修、部分产品受影响、次要功能丧失等。

失效原因不一样,意味着我们将要的采取预防或探测措施可能不一样,失效影响不一样,意味着严重度可能不同,最终导致的措施优先级也可能不一样。
所以此处不能只写孔径不符合工艺尺寸要求,而是应该区分开来,描述为两个失效模式。
但是对于孔的位置度,那这里的失效模式可以描述为:孔的位置不符合工艺尺寸要求。因为不管它的位置偏向哪里,原因都是夹具没有拧紧或者松动导致的。影响也都是后续要报废处理,直接发运工厂,可能需要现场分拣,对于最终用户,可能导致主要功能降低。
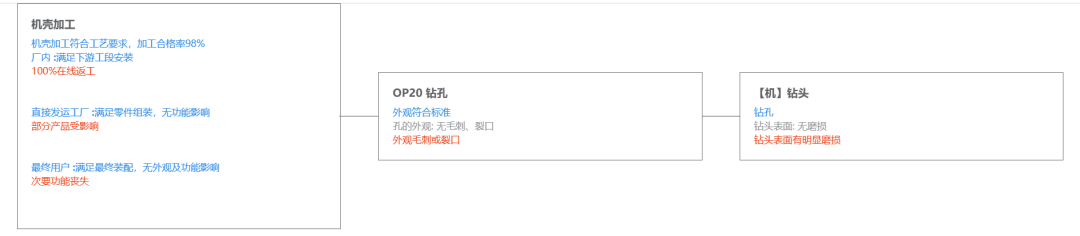
对于外观上的失效模式,主要描述为有毛刺,有裂口。
它的失效原因和影响分别是钻头表面有明显磨损和100%在线返工,直接发运工厂,可能需要现场分拣,对于最终用户,可能导致主要功能降低。这里所说的100%报废,是指受到该失效模式影响的产品需要100%报废。
我们通过聚焦的过程步骤建立起了失效网,过程步骤的下一级往往就是失效原因,上一级就是失效影响。
以上就是完整的PFMEA失效分析啦。需要进一步了解的伙伴,也可以点击下方【熊猫老师的FMEA课】,继续了学习。
你在做失效分析时,遇到了哪些问题呢,欢迎留言或私信我们,熊猫老师将为您逐一解答。
关注我,下一期,我们将继续探讨风险分析应该如何开展。

要想透彻理解某个理念
输入与输出的闭环不可或缺
哪里可以实现?
「全面质量管理系列研讨会」!

点我报名,马上参加!
·与各大企业决策者面对面交流您的思考见解
·共同探讨智改数转和卓越运营的方式方法
·探询企业利润瓶颈等实际难点的优化路径

走进海岸线
全标准覆盖国产FMEA软件
全场景覆盖专业QMS软件
适配APQP的轻便版PLM软件
适配第三方审核标准的稽核软件
产品全生命周期异常管理软件
研发-生产-供应链-客户全闭环质量管理方案
全面供应链管理数字化解决方案
……
全线产品,点我试用

有咨询诊断或其它需求的朋友
可直接扫描上方二维码
添加海岸君微信:)
