工程师故事:如果问题的根源来自上司?
时间:2011-05-09
分享
 扫码分享到好友
扫码分享到好友
这是一个有关新厂房及其管理方面的小故事。我曾经在一家开发电话成本管理专用电脑的公司工作,这种专用电脑产品能够针对通话进行路由并收集资料,再采用成本试算表,使连线通话能更确切地实现节费。我当时是测试工程部门的资深设计工程师,负责新厂房中整个测试系统的正常运作与除错,并以最先进的输送系统传送电脑系统到每一测试站。新厂房中还有一个让我们设计团队引以为傲与兴奋的是一条长约200英呎的烧结隧道(Burn Tunnels),这是我们在进行最终测试以前解决早期故障问题的地方。
我们的团队工作十分严谨,因而也就轻松顺利地在新厂房启用前完成任务,高级管理人员们看到生产线上一个接一个的测试站后也都非常高兴。但不久,我们就遇到“问题”了。在预测试阶段,就在产品单元尚未进入烧结隧道进行高温作业以前,我们便发现CMOS备份电池上所显示的低电池电量错误,因为这可是才刚装过碱性电池呢!
这种错误影响了整个测试工程、品质控制以及设计工程,导致公司无法顺利出货任何产品!品质控制人员检查过电池制造日期并确认都是全新的,同时设定一个冷储存的工程变更通知(ECN),以延长库存周期。设计工程人员仔细地检查其设计、为CMOS内存元件进行故障分析,但仍不明白为什么过去多年来运作顺利的设计现在却出问题了。该设计规格在微安培的电流范围内,可支撑以CMOS配置的备份电池约两年。很显然地,问题应该出在厂房部份,因而大家也就把茅头指向测试工程的管理问题。
当然,一如往常地,问题总是发生在星期五的早上。高级销售副总裁召集我们所有的人以后,便告诉我们必须日以继夜地工作来解决这个问题,而且必须在周一早上以前恢复正常生产。
我一向将测试工程视为神圣的使命,这是一种发展批判性思考的绝佳训练,它有时是我们在设计中最严重缺乏的。
首先,CMOS内存究竟使用多少电流?幸好我们所谈论的是DIP封装,所以我们可将线路与接脚拉至电表来测,测得结果为15微安培,刚好符合规格要求。接下来我们尝试为此元件施加压力、温度、电压偏移、功率循环、静电放电以及一切我们所能想到的。然后,当芯片开始汲取15mA电流时,我们也显现出不可置信的疑惑神情,并将芯片设置在“闭锁”(latch up)模式,在此模式下,CMOS的结构看起来就像一个硅控整流器(SCR)。
很快地计算一下电池容量以及从装配到测试的运行时间,证实电池应该可连续使用几个小时后才耗尽。现在,我们知道这是怎么一回事了,我们现在必须做的是找出如何解决问题的办法。但说起来容易做起来难。
我们检查了从电路板到系统的整个组装过程,也检查过测试站的静态保护,并确认装配器插接以及避免静电的方式。我们详细检查过一切后发现完全符合程序要求,但就是找不到问题所在。当时已经是晚上8点,不但搜索枯肠,大家也都饿了。我当时和另一位工程师就坐在预测站旁,输送系统上的导电盘中还放一部已接至电表的待测电脑。我们旁边就有一台示波器放置于输送系统下方,当我们一面计划下一步的行动时,这位工程师不慎碰到示波器的探棒。这时我注意到示波器屏幕上顿时出现了巨大的突波。天啊!这50V的负峰值电流是打从哪儿来的呀!
{pagination}
第一个关键性思考-测量机箱!是的,一点儿也没错,机箱测得的正是50V负峰值电流。该电路板接地连接至机箱,所以在小型CMOS芯片的接地即可测得此负电压,接着并逐渐进入闭锁模式。第二个关键性思考──测量输送带上的滚轴,哇!这回测得的数字约有几百伏呢!显然地,该路径流程十分清楚,导电的抗静电盘从滚轮拾取电荷,并经电容耦合至机箱中。至此,我们即将解决所有问题了。不过,金属输送滚轮又是如何取得如此高的电压?我们检查了驱动马达的配线,一切看来都正常运作,并未发现有短路的情况。
接下来,我们测量钢制滚轮以及专用于接地的导轨,但这里却未能妥善建置──每个滚轮都未连接至导线架。在与我们的内部电路专家讨论过后,我们注意到这一驱动机制采用了一种由橡胶传动带连接至钢制滚轮的尼龙滑轮组。真是完美的范氏发电机(Van de Graf generator)! 而我们还拥有15,000组呢!由于我们必须在周六向高级副总裁报告任务进度,因此,差不多该是回家休息的时候了!
到了周六清晨,我们已请输送带承包商在每一个滚轮上加装了接地弹簧(但刻意忽略掉其中6个)、测量过整个系统,完全准备好可开始进行展示了。高级副总裁希望我们能够充分地说明,而我们也很高兴能在庆祝蛋糕前提供相关细节。随着输送带开始运转,我们密切观察电表上的电流变化,就在测量电表一碰触到那6只尚未修正的滚轮时,电流忽然地降到了15mA。
真相总会大白。由于高级副总裁曾经向输送带供应商抱怨过滚轮的声音嘈杂,使得他们改采用尼龙材料来取代原来的接地钢球轴承,并将这些滚轮隔离至15,000个范氏发电机中。
注:范氏(范德格拉夫发电机)是由美国科学家范德格拉夫(Robert Jemison Van de Graaff)于1929年发明的一种静电发电机,它的原理性结构如图所示。金属球壳A由绝缘支柱B支撑,用电动机驱动的滑轮D和D′上装有由丝织物制成的传送带C。E、F是两个金属尖针,E与高压直流电源相接,F与A球相连。E因尖端效应不断放电,使传送带C带电,传送带上的电荷到达F附近时,又因F的头端作用使电荷传递到A球的外表面。传送带不停地给A球输送电荷,可使A球的电势高达几兆伏特。
这里是嘲讽的说法。
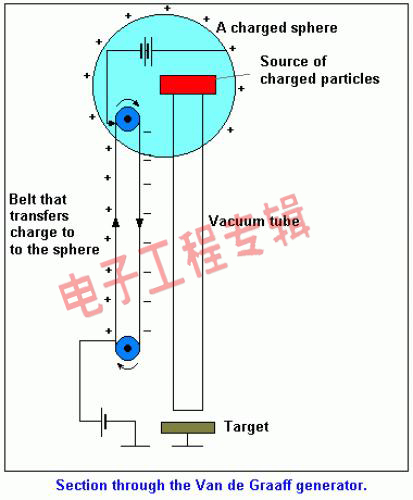
图1:范德格拉夫发电机原理图

点击参考原文:We have met the enemy and it is management
《电子工程专辑》网站版权所有,谢绝转载
{pagination}
We have met the enemy and it is management
Dave Braverman
This is a story of a new factory. I was at a company whose product was a specialized computer used for telephone cost management, it collected the data for call routing and applied the cost tables so that connections could be billed correctly. As the senior design engineer in the test engineering department, I was in charge of getting all the test systems running and debugged for the new factory, with its state of the art conveyor system to deliver computer systems via static free trays to each test station. The pride and joy of our design were the Burn Tunnels, all 200 feet of them, where we weeded out the early failures before final test.
We had a pretty tight team, so meeting the launch date was easy, and senior management were happy as they watched the production pipeline fill station by station. Until we hit the 'problem'. During pretest, just before the units hit the Burn Tunnel bake, we were getting low battery indication failures on the CMOS backup battery, a freshly installed alkaline cell. This failure galvanized Test Engineering, Quality Control, and Design Engineering, since we couldn't ship any product! QC checked the battery date codes, they were all fresh, and instituted a cold storage ECN to lengthen inventory life. Design Engineering reviewed their design, started failure analysis on the CMOS memory device and didn't understand why the design, which previously worked fine for years, was now causing trouble. The design spec was two years of backup for the CMOS configuration, with current draw in the micro amp range. Obviously, blame was placed on the factory, and they plopped the problem squarely in Test Engineering's lap.
Of course, as it usually happens, this problem occurred on a Friday morning. The Senior Vice President of Sales marshaled us together to let us know that we would be working around the clock to solve this problem and get production moving by Monday morning.
I consider Test Engineering as a noble endeavor, a great training ground for developing critical thinking, which sometimes is sorely lacking with our Design brethren.
First up, just how much current is the CMOS memory using? Lucky for us we are talking about a DIP package, so we could pull the power pin and wire in a meter. Fifteen micro amps, right on spec! Next let's try stressing the device; temperature, voltage excursions, power cycling, static discharge, everything we could think of, some of which shouldn't be in print. Then, finally we were starring in disbelief as the chip started pulling fifteen milliamps; we had pushed the chip into 'latch up' mode, where the CMOS structure looks like an SCR. A quick calculation of battery capacity versus travel time from assembly to test confirmed that we could drain the battery in a few hours. Eureka, we now knew 'what' was going on, now all we had to figure out was the 'how'. Easier said than done.
We checked the assembly process from board to system. We checked the stations for static protection and how the assemblers were plugged in and static free. We checked everything, and found total adherence to the process, yet the cause eluded us. It was now 8 PM, we were hungry, plumb out of ideas, and I was sitting with one of my engineers at the pretest station with one of the computers sitting on its conductive tray, which was lassoed since the conveyor system was running. The computer was all metered up, we had a scope next to us and we were trying to plan our next move, as the engineer was inadvertently bouncing the scope probe in the free air under the conveyor. That's when I noticed the giant spikes on the scope screen. Yikes! Where were the 50 V negative spikes coming from?
First critical thought, measure the chassis! Yes sir, the chassis was seeing 50 V negative spikes! The board ground was tied to the chassis, so our little CMOS chip was seeing this negative voltage on its ground and of course it was getting thrown into latch up mode. Second critical thought, scope the roller on the conveyor, and wow, we are looking at a couple hundred volts. Now the path was obvious, the conductive antistatic tray picked up the charge from the roller, and capacitively coupled it to the chassis. Hey, we are close to solving the problem. How are the metal conveyor rollers getting voltage? We checked the wiring to the drive motors and everything was properly done, no shorts. Next we measured the steel roller and the mounting rail which was specified to be grounded, it wasn't. Each roller was not connected to the frame. Getting in touch with our inner scientist, we noticed that the drive mechanism was a nylon pulley with a rubber drive belt connected to the steel roller. A perfect Van de Graf generator! And we had 15,000 of them! It was time to go home, since we had to show up on Saturday to report our progress to the Senior VP.
Early Saturday morning, we had the conveyor contractor install grounding springs on all but 6 of the rollers, metered up a system, and were ready for our demo. The Senior VP wanted the full explanation, which we were happy to provide, with the demo as the topping on the cake. The metered system traveled by tray down the conveyor as we watched the current, and just as we had sleuthed out, as soon as it hit the six rollers we had not yet modified, bang, the current went to fifteen milliamps.
Truth will out, as we found out from our conveyor vendor, the Senior VP had complained to them that the rollers were noisy, so they changed the original grounding steel ball bearings with nylon ones, isolating the rollers and turning them into fifteen thousand Van de Grafs.
We had met the enemy, and it's management.















